基于RSView32的自動軋鋼監(jiān)控系統(tǒng)的設(shè)計
2021-04-20 06:34:00李金霞
電子技術(shù)與軟件工程 2021年3期
李金霞
(天津工業(yè)職業(yè)學(xué)院 天津市 300400)
近年來,隨著我國經(jīng)濟的發(fā)展,鋼鐵產(chǎn)業(yè)作為我國的支柱產(chǎn)業(yè),鋼鐵的需求也在不斷的增長。自動軋鋼技術(shù)是鋼鐵生產(chǎn)的主要應(yīng)用技術(shù),而在自動軋鋼過程中需要考慮到控制系統(tǒng)的可靠性、實時性和穩(wěn)定性,這對我們提出了更高的要求,這就需要我們既要采用PLC 對自動軋鋼系統(tǒng)進(jìn)行硬件電路控制,同時更需要我們通過組態(tài)軟件進(jìn)行人機界面的設(shè)計,操作人員能通過實際的界面實時觀察現(xiàn)場發(fā)生的各種狀況。本論文以天津工業(yè)職業(yè)學(xué)院與美國羅克韋爾公司共建的羅克韋爾實訓(xùn)室的自動軋鋼控制系統(tǒng)模型為平臺,探討如何利用MicroLogix 1500 系列PLC 實現(xiàn)對自動軋鋼系統(tǒng)的控制,利用RSView32 組態(tài)軟件實現(xiàn)系統(tǒng)的人機界面的設(shè)計。
1 系統(tǒng)概述及設(shè)計方案
1.1 自動軋鋼系統(tǒng)模型控制要求
某熱軋卷板加工車間分為加熱爐、粗軋、精軋、水除鱗、卷曲等多個生產(chǎn)單元。其中,粗軋環(huán)節(jié)主要用于對經(jīng)過加熱的鋼坯進(jìn)行多次軋制,將方形鋼坯的厚度壓縮至較薄的程度后交由精軋環(huán)節(jié)進(jìn)行厚度的精確控制。粗軋環(huán)節(jié)由上軋輥、下軋輥、輸送輥等環(huán)節(jié)構(gòu)成,其中上軋輥和下軋輥分別由電動機M1 和M2 驅(qū)動,輸送輥由電動機M3 驅(qū)動,上、下軋輥之間的距離由液壓缸控制,每次軋制后的距離不斷減小,使鋼坯的厚度變薄,液壓缸的驅(qū)動油壓由電磁閥Y1 控制的液壓油提供。該電動機采用PLC 控制的方式,在PLC控制柜上設(shè)置有啟動按鈕SB1、停止按鈕SB2 和軋制量顯示指示燈C1。
按下啟動按鈕SB1 后,軋制過程開始,電機M1 和M2 運行,電磁閥Y1 不動作;當(dāng)加熱爐將鋼坯加熱完成輸送至軋制區(qū)域時,傳感器S3 動作,電動機M3 正轉(zhuǎn),驅(qū)動輸送輥將鋼坯向前輸送,電磁閥Y1 動作,使上、下軋輥間產(chǎn)生擠壓力,鋼坯通過時被擠壓變薄,當(dāng)鋼坯全部通過軋輥后,傳感器S4 動作,電動機M3 反轉(zhuǎn),電磁閥Y1 保持動作,給出更大的下壓量,鋼坯向后通過上下軋輥,直至傳感器S3 動作,完成一次軋制過程。重復(fù)三次后,整個鋼坯軋制過程結(jié)束,電磁閥Y1 不再動作,上下軋輥間距恢復(fù)至初始值,電動機M3 停止,等待下一塊鋼坯進(jìn)入軋制區(qū)域。
2 自動軋鋼系統(tǒng)的PLC控制程序設(shè)計
2.1 系統(tǒng)接線圖
如圖1 所示。
2.2 PLC的I/O分配表
本系統(tǒng)采用羅克韋爾的MicroLogix 1500 系列PLC 進(jìn)行控制,根據(jù)系統(tǒng)的控制要求確定需要4 個輸入點,6 個輸出點。I/O 分配表如表1 所示。
程序分析:按啟動SB1,I:0/0 置位,O:0/0,O:0/1 置位,M1,M2 工作,并使2 梯級0001 導(dǎo)通O:0/5 置位,C1 扎壓量顯示,當(dāng)按下S3 ,I:0/2 置位,O:0/2 置位,M3 正轉(zhuǎn),當(dāng)按下S4,I:0/3置位,同時梯級0002 斷,M3 正轉(zhuǎn)停,M3 開始反轉(zhuǎn),并由計數(shù)器C5:0 控制進(jìn)行3 次壓扎,當(dāng)按下SB2,I:0/1 置位,梯級0005 導(dǎo)通,O:0/0,O:0/1 復(fù)位解鎖即M1,M2 停止工作。
3 自動軋鋼系統(tǒng)監(jiān)控畫面的設(shè)計
如圖2 所示。
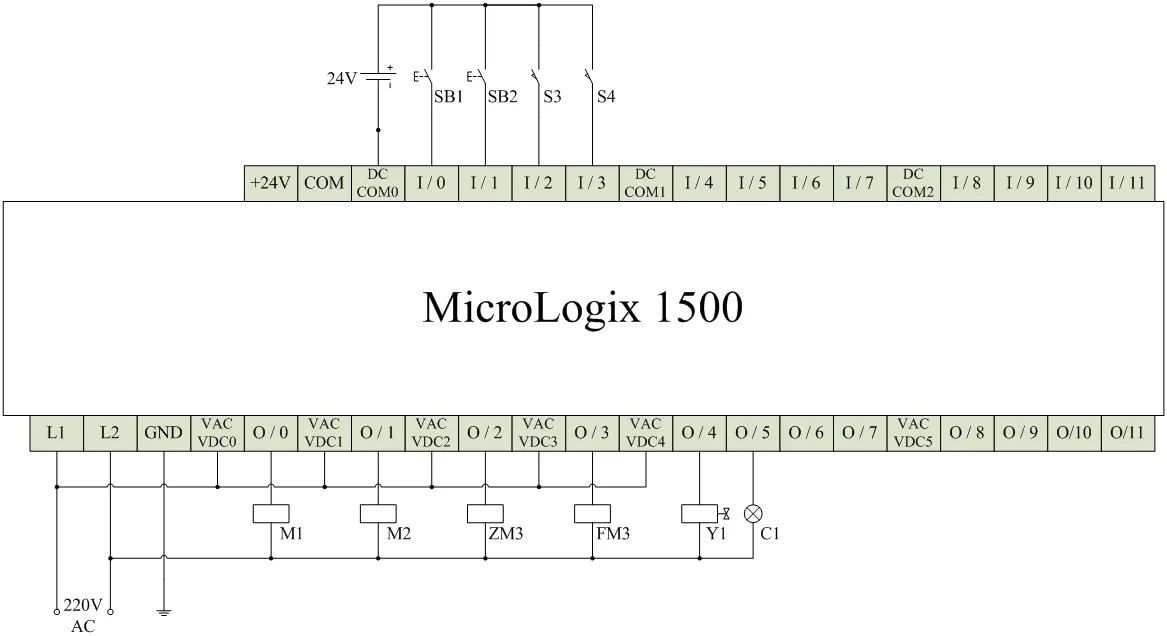
圖1:自動軋鋼系統(tǒng)PLC 接線圖

圖2:自動軋鋼系統(tǒng)監(jiān)控界面
在監(jiān)控界面中,大部分的按鈕和指示燈的設(shè)置相對比較容易,在這里我詳細(xì)說明在軋鋼過程中,鋼坯的移動是如何來完成的。在圖2 中看到,分別有左右2 個鋼坯,在鋼坯的軋制過程中,從右往左移動,這時候右邊的鋼坯可見;在鋼坯返回的過程中,從左往右移動,此時左面的鋼坯可見。下面以左面的鋼坯為例,說明組態(tài)過程中,鋼坯的動畫設(shè)置。
3.1 鋼坯的可見性設(shè)置
左面的鋼坯在M3 電機反轉(zhuǎn)的時候可見,在正轉(zhuǎn)的時候不可見。設(shè)置方法如圖3 所示。
3.2 鋼坯移動的設(shè)置
左面鋼坯的移動方向是斜線,所以它應(yīng)該是水平位置和垂直位置的合成,建立衍生標(biāo)簽zhagaanggbxs,衍生標(biāo)簽的表達(dá)式如圖4所示。
衍生標(biāo)記建立完成后,設(shè)置鋼坯的垂直和水平位置動畫的設(shè)置,設(shè)置方法如圖5 和圖6 所示。
4 結(jié)束語
綜上所述,我們完成了自動軋鋼控制系統(tǒng)的PLC 程序和人機監(jiān)控界面的設(shè)計,通過程序能完成自動軋鋼系統(tǒng)的基本控制要求,通過監(jiān)控界面我們能實時查看系統(tǒng)的運行狀況。通過本實例的學(xué)習(xí),加深了我們對編程軟件和組態(tài)監(jiān)控軟件的理解,同時也能給實際的應(yīng)用提供一些參考。
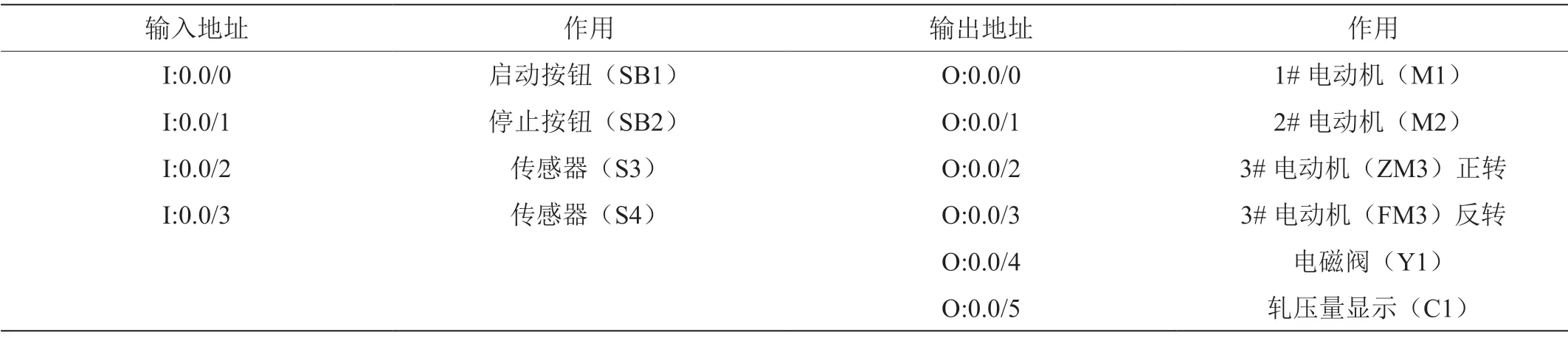
表1:I/O 分配表
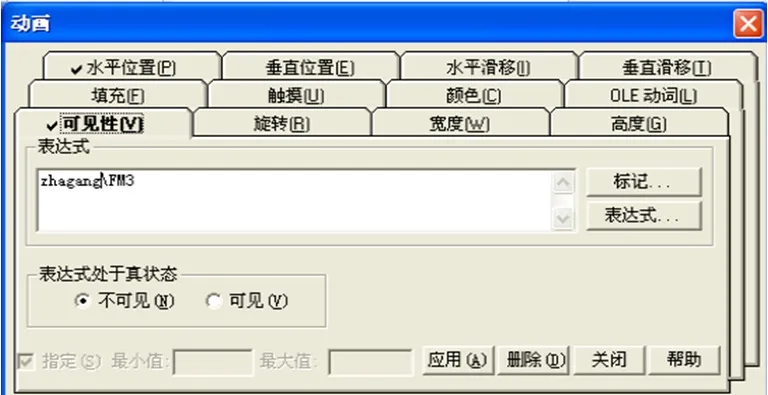
圖3:鋼坯的可見性設(shè)置
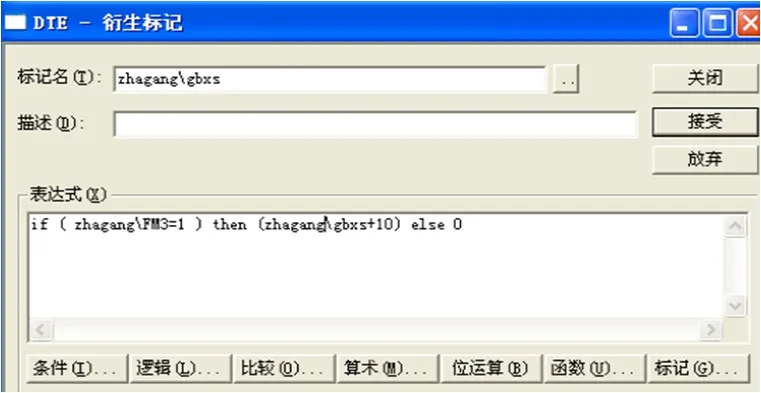
圖4:鋼坯移動衍生標(biāo)簽的建立
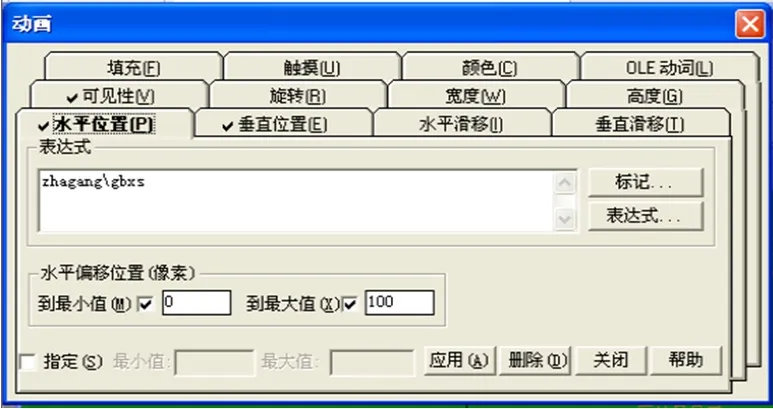
圖5:鋼坯水平位置的設(shè)置
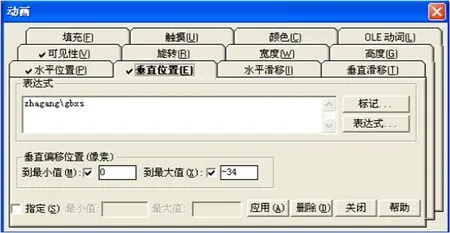
圖6:鋼坯垂直位置的設(shè)置
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16