基于脈沖渦流檢測技術的彎管沖刷減薄試驗研究
2021-04-19 02:56:26毛國均張翰林李斌彬錢盛杰
化工機械 2021年1期
毛國均 張翰林 李斌彬 錢盛杰
(寧波市特種設備檢驗研究院)
沖刷減薄是金屬表面與流體之間由于高速相對運動而引起的金屬損壞現象,是材料受沖刷和腐蝕協同作用的結果。 沖刷減薄是鍋爐、壓力容器與管道等承壓設備中常見的一種現象,主要發生在液面經常波動部位、流向改變部位、物料進口部位、截面突變部位及易受腐蝕、沖刷等部位。 本課題針對的沖刷減薄彎管為流向改變部位,介質為原油,屬于易受腐蝕和沖刷的管道。 因此,在這種工況下,容易造成沖刷減薄,特別是彎管部位的沖刷減薄。 測量彎管均勻減薄的常規方法為超聲檢測,利用一收一發的脈沖反射法能簡單高效地實現對彎管的實時檢測。 沖刷減薄則不同,由于沖刷部位會形成一個傾斜角,當沖刷達到一定角度時,會使超聲聲束隨著斜面的反射而無法被接收。 因此,無論是常規超聲還是精度高的電磁超聲都難以檢測出沖刷減薄后的厚度。 而脈沖渦流是根據電磁場的信號來反映構件的厚度和缺陷的,彎管壁厚的缺失會影響電磁場信號的大小。 因此,脈沖渦流技術能實現對沖刷減薄的檢測。 筆者對化工裝置檢驗中發現的兩條沖刷減薄的彎管分別進行了常規超聲檢測、電磁超聲檢測和脈沖渦流檢測試驗。
1 脈沖渦流檢測技術的基本原理與特點
脈沖渦流檢測技術(PEC)是近年來發展迅猛的一項新的無損檢測技術,該技術基于電磁感應原理,通過分析經過快速磁場變化后組件內部渦流場的變化情況來測量壁厚變化, 具有頻譜寬、信號穿透能力強及精確度高等優點[1,2]。
脈沖渦流檢測技術一個完整的采集周期可以分為激發、中止和接收3 個階段。 如圖1 所示,在激發階段,脈沖信號源產生有一定脈沖寬度且有周期性的方波激勵電流,同時產生可以穿透被測工件厚度的磁場, 使工件最終達到磁飽和狀態;在中止階段,脈沖信號源的激勵電流突然消失,使得外部磁場瞬間消失,此時工件中會感應到強大的脈沖渦流信號;在接收階段,渦流信號在工件中衰減,由探頭中的傳感器接收信號的衰減程度來檢測原件的厚度[3]。
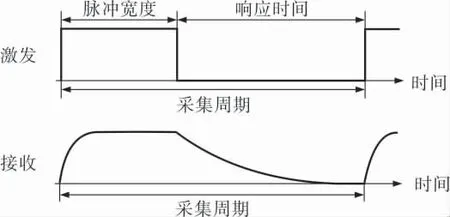
圖1 脈沖渦流檢測采集周期示意圖
脈沖渦流檢測技術與常規四大無損檢測技術相比具有明顯優勢: 射線檢測有輻射危害,而脈沖渦流檢測應用電磁感應原理, 具備安全性;超聲檢測必須使用耦合劑,而脈沖渦流檢測探頭可直接接觸工件表面,更清潔方便;磁粉檢測只限于檢測鐵磁性材料表面或近表面缺陷,滲透檢測僅限于檢測表面缺陷,而脈沖渦流檢測可應用在任何導電媒介中,且對近表面和遠表面的缺陷都很靈敏[4]。另外,基于電磁感應原理的常規渦流法采用單頻或多頻正弦信號激勵,受趨膚效應影響,滲透能力有限,信息量相對較少。 與常規渦流法相比, 脈沖渦流法采用周期性脈沖信號激勵,具有豐富的頻譜內容,在金屬材料厚度和缺陷檢測方面得到了廣泛應用[5~7]。 除上述優勢外,脈沖渦流檢測在實際應用時可保留工件外部保溫層和防護層進行檢測,操作簡便且學習周期短。
2 檢測試驗
筆者在化工裝置輸油管道的檢驗過程中發現兩條管道的彎管無法進行常規超聲波測厚。 因此,將這兩條管道切割后,利用常規超聲、電磁超聲和脈沖渦流檢測技術進行測厚研究。 將兩條管道分別編號為1#彎管和2#彎管, 規格均為160mm×6.0mm。
2.1 常規超聲測厚試驗
選取1#彎管進行常規超聲測厚,試驗結果如圖2 所示。 測厚結果表明:在未經沖刷減薄的上游部分,可以測得其厚度值,數值顯示為6.10mm;在彎管的側彎部分沖刷減薄較嚴重區域和沖刷減薄的下游部分,均無法測出厚度值。

圖2 1#彎管的常規超聲測厚
2.2 電磁超聲測厚試驗
電磁超聲技術可以通過閘門調節和測量模式的更改實現對特定工件的厚度檢測,具有比常規超聲測厚更加全面的測厚功能。 但對這兩條管道進行測厚時, 大部分區域顯示的數據跳動劇烈,只有個別的測點數據相對穩定,且檢測時信號雜波較多,難以實現對上述彎管的檢測。 為方便與常規超聲進行比較,筆者選取1#彎管的同一測厚點處進行電磁超聲測厚,試驗結果如圖3 所示。 測厚結果表明:在未經沖刷減薄的上游部分,可以測得其厚度值,數值顯示為5.984mm;在彎管的側彎部分沖刷減薄較嚴重區域,厚度值跳動劇烈, 圖3b 中顯示的1.947mm 為跳動過程中某一時刻的厚度數值; 在沖刷減薄的下游部分,沖刷所形成的斜面相對坡度較小,而電磁超聲的探頭較大,能接收到一定量的超聲回波信號,可以測出厚度值為4.976mm。 由此可見,電磁超聲技術對沖刷減薄的檢測效果優于常規超聲檢測技術,尤其是輕微沖刷減薄的區域。
2.3 脈沖渦流測厚試驗
由于電流熱效應的關系,脈沖渦流的線圈無法做得很小。 因此,脈沖渦流探頭較大,單點檢測的覆蓋長度也較大。 脈沖渦流測厚顯示的是探頭覆蓋范圍內的平均厚度,這樣就導致該方法對局部缺陷的檢測能力較弱。 一般情況下,當缺陷尺寸小于探頭覆蓋的平均區域的尺寸時,脈沖渦流檢測將低估缺陷的尺寸。 而本檢測試驗的對象為沖刷減薄的彎管,且沖刷減薄區域大于覆蓋長度。 因此,從理論上講,脈沖渦流法能實現對此類缺陷的檢測。

圖3 1#彎管的電磁超聲測厚
試驗采用的儀器為加拿大Eddyfi 公司生產的Lyft-PEC-GD 型號脈沖渦流檢測儀, 試驗儀器配置為主機一臺、中型探頭和探頭線纜一套。 根據脈沖渦流的理論分析計算,為滿足兩條壓力管道彎管檢測的要求, 采用的脈沖渦流檢測參數:探頭型號為PEC-089-G2-XXXX,提離高度為0 時的覆蓋長度為62mm, 帶保溫的覆蓋長度為75mm, 線性濾波頻率為50Hz, 最大功率為10.0W,脈沖持續時間為6.8ns。 為減少激勵信號對檢測信號的影響, 在金屬管道上覆蓋了20mm厚的保溫材料。 檢測開始前,分別在兩條彎管的側彎部分進行壁厚校準, 檢測實物照如圖4 所示。 在檢測過程中,探頭發射信號的方向始終垂直于管子的軸線進行網格映射掃查,掃查軌跡如圖5 所示。

圖4 脈沖渦流檢測實物照
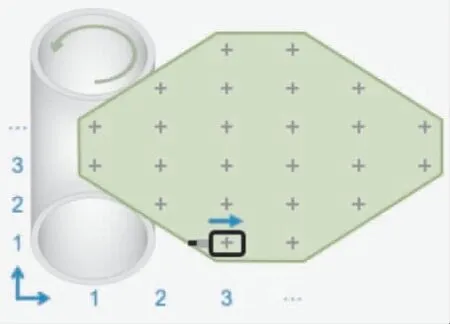
圖5 彎管掃查軌跡展開圖
為方便檢測,可將彎管檢測分為內彎、外彎和側彎3 個部分, 數據采集采用單點記錄的方式。 在檢測軟件中,設置測點數量最多的為外彎,其次是側彎,最少的為內彎。 圖6 為1#彎管的沖刷減薄彎管的檢測結果, 其中圖6a 為C 掃描檢測圖,圖6b 為厚度值顯示云圖。 圖6 中最上部和最下部區域為內彎部分, 最中間區域為外彎部分,其余區域為側彎部分。 從圖中可以發現,內彎部分幾乎無腐蝕,側彎部分從左往右的沖刷減薄程度不斷加大,外彎部分從左往右的沖刷減薄程度也不斷加大, 且外彎部分的減薄程度最嚴重,已超過壁厚的20%。

圖6 1#彎管的檢測結果
圖7 為2#彎管的沖刷減薄彎管的檢測結果,其中圖7a 為C 掃描檢測圖,圖7b 為厚度值顯示云圖。 由檢測結果可以看出,2#彎管的沖刷減薄情況基本與1#彎管的沖刷減薄情況類似,但是2#彎管的減薄程度更為嚴重, 已超過壁厚的28%。
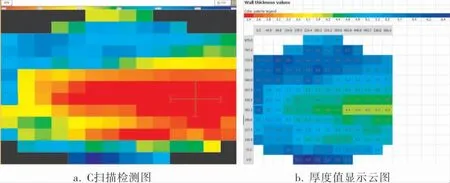
圖7 2#彎管的檢測結果
3 結論
3.1 脈沖渦流檢測技術可以對沖刷減薄的彎管進行腐蝕成像檢測,解決了常規無損檢測對此類減薄工件厚度檢測的難題,可以在工程實踐中進行推廣應用。
3.2 脈沖渦流檢測技術可以通過保溫層對導電媒介進行厚度檢測, 并能實現連續、 可記錄的C掃描圖像。
3.3 電磁超聲檢測技術對輕微沖刷減薄的測厚能力強于常規超聲檢測技術,兩種技術對沖刷減薄嚴重的部位均無法測出其厚度。 文中提到的3種測厚技術對沖刷減薄管道的測厚能力最強的是脈沖渦流檢測技術, 其次是電磁超聲技術,最后是常規超聲技術。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
