500MPa 級熱基板鍍鋅產品生產工藝的研究
2021-04-19 00:59:38魏東華唐嘉悅
世界有色金屬 2021年1期
魏東華,唐嘉悅
(承德承鋼釩鈦冷軋薄板有限公司,河北 承德 067000)
隨著公路、鐵路產業的快速發展,厚規格熱軋鍍鋅板在建筑鋼構業、制造業、倉儲等行業有著良好的發展前景。厚度2.0mm 以下規格的熱軋鍍鋅板在國內和國際都較為普遍,其生產工藝也較為成熟。但2.5 mm 以上規格的基本無經驗可以借鑒。以熱軋帶鋼為基板的熱鍍鋅產品具有生產成本低、可生產厚規格3.0mm 以上產品等優勢,且這些優勢是冷基熱鍍鋅板較難具備的。因此,在一些市場中,如建筑結構件、高速公路護欄、倉儲等領域,熱基鍍鋅占有一席之地[1],有良好的發展空間且正在逐漸取代價格較高的冷軋鍍鋅板。
1 試驗材料與研究方向
試驗材料為S500GD+Z 鋼種,鋼板厚度3.0mm,寬度1500mm,鋅層厚度為Z275,其化學成分要求和力學性能要求如表1、表2 所示。

表1 S500GD+Z 化學成分要求

表2 S500GD+Z 力學性能要求
本文以承鋼熱基鍍鋅機組為研究對象,分別從焊接工藝、退火工藝、氣刀工藝、光整鈍化工藝等方面進行了介紹和分析,對于鍍鋅生產工藝的制定具有理論指導意義。
2 焊接工藝
隨著鍍鋅工藝的快速發展,對帶鋼焊縫的質量要求也越來越高。承鋼鍍鋅線從武漢凱奇引進一臺GD-10C-1630型固體激光對接縫焊機。該焊機采用固體激光器,最大焊接功率10KW,焊接規格1.0mm~6.0mm,具有焊接速度快,焊縫質量優良,設備操作簡便,操作方式多樣化(手動、半自動和全自動方式)等特點。以S500GD+Z 鋼種為例,對其不同規格進行試焊,調整焊接功率、焊接速度、離焦量等參數,并在實際生產過程中不斷積累經驗,最后得出一套理想的焊機的工藝參數,并維護到焊機數據庫。表3 為不同規格S500GD+Z 鋼種的焊接參數設定表。
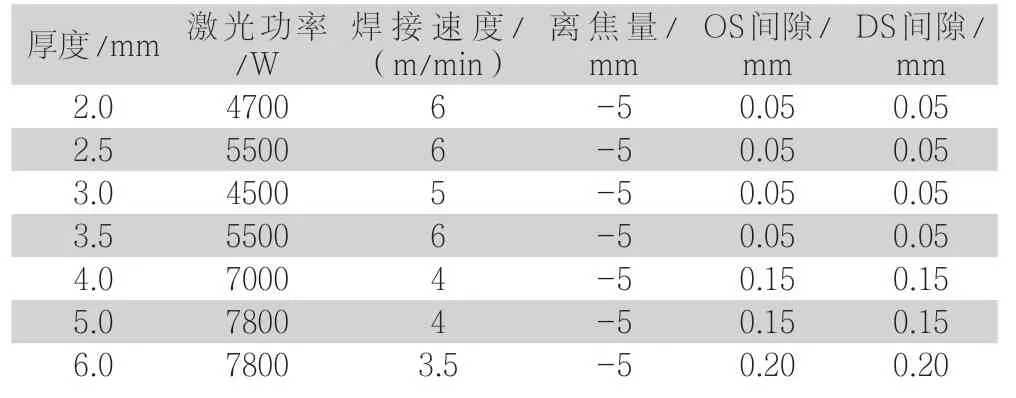
表3 焊接參數設定表
3 退火工藝
退火工藝是熱鍍鋅板生產中的核心工藝,退火工藝直接影響鍍鋅板的力學性能,而退火爐是實現退火工藝的核心設備[2]。承鋼熱基板鍍鋅線于2019 年6 月開始調試,采用斯坦因臥式退火爐,爐子總長(不包括穿帶棒平臺)接近127m;寬度7800mm;高度10m。退火爐分為無氧化加熱段(NOF)、輻射管加熱段(RTF)、輻射管均熱段(ESF)、噴射冷卻段(JCS)和帶有張緊輥的出口段(HBS)。退火爐的工藝參數要求如表4 所示。

表4 退火爐工藝參數要求

表5 SGH340+Z 退火制度
在分析了熱鍍鋅退火過程特點的基礎上,通過實驗方法得出不同鋼種退火過程作用的機理,大致確定退火工藝,然而該退火工藝制定與實際生產過程還是有一定的差距,需要在實際生產線進行不斷驗證。針對退火工藝制定與退火溫度的控制問題,通過不斷地調試積累經驗并和理論知識相結合,優化各段退火溫度,以3.0mm S500GD+Z 為例,工藝段速度48m/min,得出最佳的退火制度(如表5 所示),并實現量產。

表6 氣刀開口度調節標準
4 氣刀工藝
氣刀采用懸掛安裝于鋅鍋之上,其主要功能是應用流體沖擊學的原理,去除帶鋼從鋅鍋中帶出的多余鋅液,控制鍍層厚度[3]。主要設備有沉沒輥、穩定輥、矯正輥、氣刀等。其簡圖如圖1 所示。
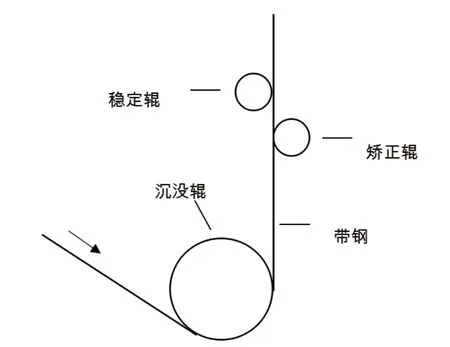
圖1 氣刀設備構造簡圖
鍍層厚度控制主要通過調節氣刀距帶鋼的距離、氣刀壓力和氣刀距鋅液面的高度來實現。其他輔助功能如鋅層邊部控制裝置、刀唇清理裝置等均是圍繞如何獲得較好的表面質量而進行的。承鋼熱基板鍍鋅線采用韓國POSJET 氣刀,噴射介質采用壓縮空氣。該氣刀不能在線進行氣刀開口度的調節,故開口度也是影響鋅層表面均勻性的重要因素。通過實際生產過程中經驗累計,氣刀開口度的不斷優化,氣刀開口度調節按表6 的數據進行調整。以3.0mm S500GD+Z,鋅層Z275 為例,氣刀控制參數如表7 所示。

表7 氣刀控制參數
5 光整鈍化工藝
本機組工藝采用四輥式光整機,傳動方式為上下支撐輥傳動,由普銳特公司設計,具體設備參數如表8 所示。
鍍鋅線光整機采用濕光整形式,在光整機入口側板面上下噴淋脫鹽水+光整液,清潔軋輥和鋼帶表面,減少軋輥光整后的輥印。光整機工作輥采用毛化輥,恒軋制力控制,軋制力2500KN~3000KN,過焊縫模式為輕開模式。
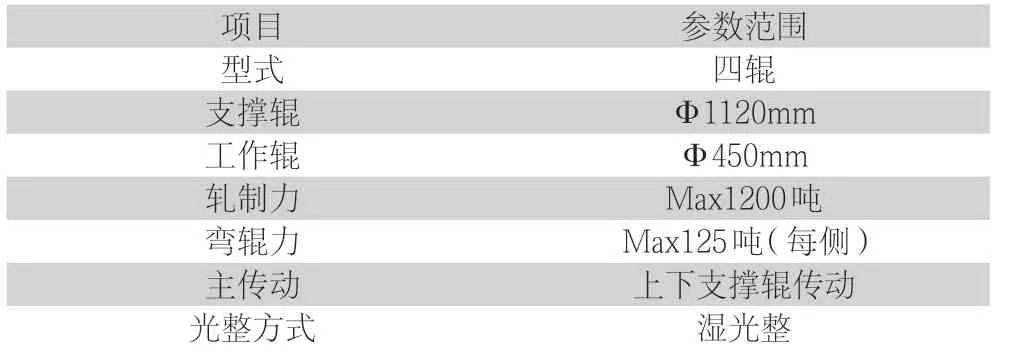
表8 四輥式光整機的相關參數
鈍化輥涂機是四輥立式輥涂式設計,輥涂機可以在垂直帶鋼運行方向正向或反向涂敷鈍化液,采用三價鉻鹽鈍化。帶有兩組安裝在獨立框架上的輥式上下涂頭,每組涂頭帶有1 個涂敷輥和1 個蘸料輥,分別由傳動電機驅動[4]。其設備構造圖如圖2 所示。涂敷輥和蘸料輥的位置和平行度調整通過步進電機驅動絲杠實現。兩組涂頭都有液壓缸驅動的快開裝置,焊縫通過時可快速打開涂頭。
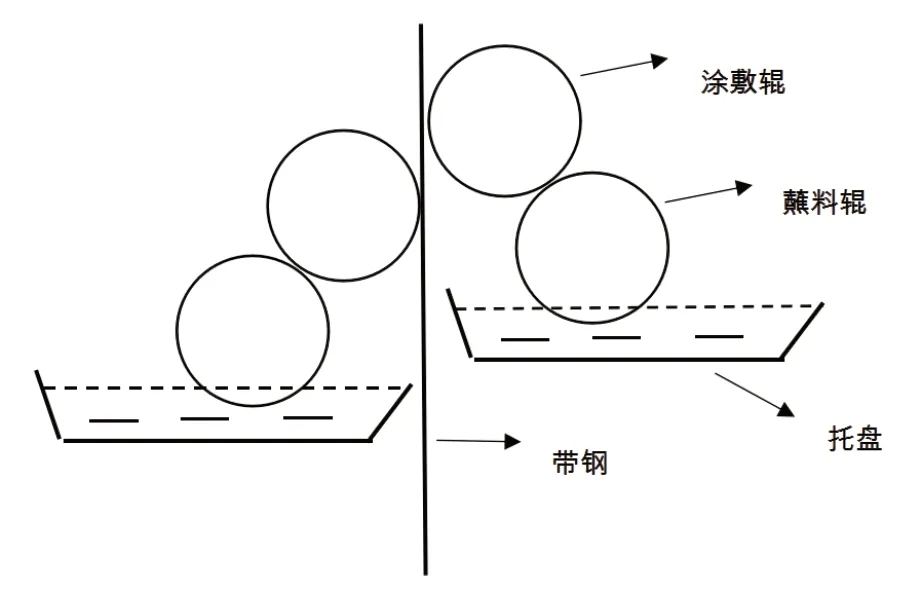
圖2 輥涂機設備構造簡圖
6 結語
本文對熱基鍍鋅機組鍍鋅工藝進行了介紹和分析。以500MPa 級S500GD+Z 鋼種為研究對象,在生產過程中不斷總結研究,對各種變量因素及其相互影響進行全面考慮和分析,制定更為優化的工藝參數,不斷提高熱基鍍鋅板的表面質量,為市場提供更為優質的鍍鋅板材。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
