硬質合金材料的電解磨削加工工藝研究
2021-04-19 01:36:56戚桓瑜
世界有色金屬 2021年2期
關鍵詞:機械
戚桓瑜
(武威職業學院,甘肅 武威 733000)
由于航空航天和國防工業對高速、機動性高、精度高等指標設備的要求,通常使用的金屬材料具有簡單的量化、薄壁和聚合等特點,如預制板,梁,肋骨等零件,這些產品主要是直接從新一代塊狀毛坯加工而成,在重量、對稱性、光面、硬度和耐力方面具有很高的優勢,對于零件有了一定的改善作用,方面機器的運行,而且對于航空工作的提升也有很大的促進作用,根據產品的條件,設計性能要求、結構重量降低、結構完整性提高是航空制造業發展的必然趨勢。薄壁零件通常是在極為復雜的條件下使用,如高溫、高壓、高負載等,以確保精確度和耐久性。對試驗和設備的可靠性提出了非常高的制造技術要求。然而,硬質合金材料的特點是尺寸大,去除率高,在生產過程中使用夾具,切割,熱切割和剩余應力,很容易產生彎曲,彎曲,結合彎曲和其他變形處理,因此,零件的準確性很難滿足設計要求,而且從某種意義上來說甚至成為廢品。因此,研究硬質合金材料加工工藝的效率和精確度對于提高國防、航空航天等行業的水平是至關重要的,目前機械加工和研究中心的重點和困難[1]。
1 硬質合金材料的電化學特性研究
電化學反應是指在一定附加電壓下,發生兩個電極之間氧化反應的電化學過程,注不含電解液,并且在發生還原反應的陽極/電解液界面之間。所謂的電化學處理是用電解陽極溶解法去除零件的方法。在電化處理中,對陽極/電解液接口和電解液/陰極接口的反應在一定程度上取決于電量,這中間存在一定的關系,通過電路,即法拉第定律。法拉第二定律可被解釋為與溶解物質的電化學當量成正比;當它通過一定數量的電荷通過表面的材料。
2 電化學作用影響規律研究
2.1 電化學作用原理
電化學處理(Electrochemical Machining,ECM),這是一種用電解中的金屬溶解的電化學陽極處理零件的方法,其尺寸和表面粗糙度有一定的精確度。在電解加工過程中,反應電流大,工具陰極與饋電負極、工件饋電正極相結合,同時,技術差距依然存在,電解液進入高速流。大間隙位置電流密度小,陽極溶解處理零件慢,間隔小,電流密度大,待加工零件的陽極可快速溶解,且工具陰極的固定進給和加工產品的陽極處理表面的溶解;這最終導致產品形成與工具陰極相同的輪廓。當陽極金屬在鈍化電解液中時,這中間會產生一定的化學反應,也就是氧化反應,而且從某種程度上來說還比較激烈,因此而形成不溶的氧化物,這些不溶性物質在陽極表面形成一層稠密的氧化物和基底結構,我們稱之為腐蝕層。根據材料的特性,腐蝕層的厚度可以從幾納米到幾十微米不等。正是由于外殼的密度作用,這種情況可能導致電子傳輸的不好,從而導致在腐蝕層內的金屬基體不能繼續參與反應,而電化學反應則很困難,因此,如果正確去除腐蝕層,就可以獲得整個基底表面,并在必要時進一步去除材料,這將繼續電化學反應。因此,研究陽極金屬層的腐蝕性形成機制以及根據需要調整腐蝕性層特性是確定電解研磨技術的重要條件[3]。
2.2 電流密度對腐蝕層特性的影響
材料表面在電流密度不同的情況下,在電化學作用后有一層黑色的腐蝕層。從縱向上來看,即電流變化方向,當電流密度比較小時,試樣表面只有淺灰色腐蝕層,并且表面光滑,沒有可見的剝離痕跡。當電解液的質量為10%,電流密度為25a/cm2試樣a4的兩端開始腐蝕,而當電解液的質量分數為20%,也可能產生較大的反應,當電流密度為10a/cm2時,c2試樣的兩端已經有剝離的跡象,因為電解液的質量越高,材料表面的電化學腐蝕越強,腐蝕層的氧化物含量越大,腐蝕層越松,越容易打開。在實際處理過程中,這種不均勻的腐蝕會使試樣表面粗糙度降低。從橫向上來看,隨著電解液質量的增加,表面的腐蝕樣品會出現更深層的顏色,說明電化學反應更為強烈,低電流密度的試樣表面會更容易剝離。
3 電解磨削加工工藝研究
3.1 電解磨削加工研究方法
電解磨削是一種加工方法,在一些領域中還是比較常見的,可將金屬材料與電解法和機械磨削相結合,在加工零件表面連續進行電解,鈍化,機械刮削后活化等過程中,在這種情況下,所處理的材料將被永久刪除,直到它們得到一個精確的尺寸和質量表的產品。不同于電解加工硬質合金材料,電解磨削加工硬質合金材料中的工具陰極是一個導電的圓圈,電解液中的間隙與所處理的產品相接觸。在加工過程中砂輪與加工零件所用電源的負極相聯系,用于加工零件的電源的正極性和砂輪的恒定旋轉。陽極鈍化膜快速凈化旋轉導電砂輪,在產品表面再次出現矩陣金屬并繼續進行電解溶解過程。產品在電解和機械磨削的作用下連續加工,最終達到加工要求。金屬的電解溶解率為95%~98%,機械研磨率為2%~5%。
3.2 電解磨削加工與傳統加工方式對比
比較電解磨削與傳統磨削的區別,參數包括表面粗糙度、殘余應力、磨削力。通過這些方面的比較,進一步闡明了電解磨削與傳統機械磨削相比的優越性。
3.2.1 表面粗糙度對比
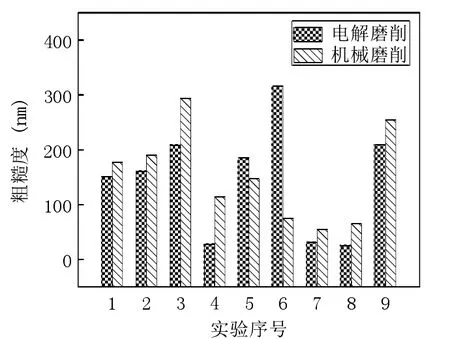
圖1 正交實驗下電解磨削與機械磨削后試件粗糙度對比
圖1是電解磨削與機械磨削后試件粗糙度對比情況,同樣采用正交試驗中的參數,可以看到幾乎所有的參數下,電解磨削粗糙度均小于機械磨削,并且電解磨削的最佳值低于機械磨削最佳值的50%,說明了電解磨削加工在粗糙度方面的優勢。
3.2.2 殘余應力對比
圖2是電解磨削與機械磨削后試件殘余應力對比情況,樣件在加工前均經退火處理,采用電解磨削優選出的機械加工參數。
根據前期的實驗探索,不論是電解磨削還是機械磨削,其殘余應力層的深度均為40μm左右,所以在打孔時,前40μm深度的打孔步長設定為5μm,40~80μm深度范圍,步長設為10μm,這樣兼顧了測量的精度與效率。在相同的機械參數下,還是有一些相似的,電解磨削和機械磨削的殘余應力有相似的狀態,均表現為壓應力,可以認為深度40μm以后二者殘余應力均為零;電解磨削后殘余應力最大值約225 MPa,機械磨削后殘余應力最大值約463 MPa,殘余應力減小約50%,效果比較明顯,證明了電解磨削在殘余應力方面優于傳統機械磨削。
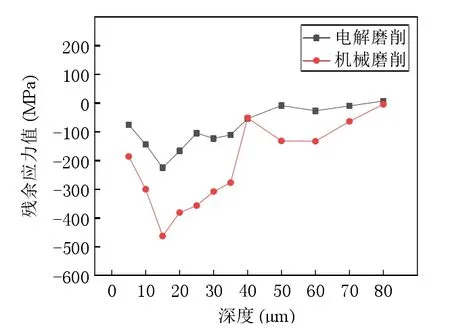
圖2 相同機械參數下電解磨削與機械磨削試件殘余應力對比
4 結語
綜上所述,由于對切削敏感性,剩余應力過大,硬質合金磨削嚴重,提出的電解磨削加工技術不同于機械加工,在表面粗糙度、剩余強度和砂輪磨損方面具有更大的優勢。對于硬質合金磨削加工技術,工作方法從選擇電解液的合適鈍化,研究最終,結合機械磨削工藝的首選參數,在硬質合金表面的電化學反應機制,獲得高質量的硬質合金材料。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
