翻車機(jī)端環(huán)磨損修復(fù)技術(shù)研究和應(yīng)用
2021-04-14 05:45:32王傳飛
中國設(shè)備工程 2021年7期
王傳飛
(河北港口集團(tuán)港口機(jī)械有限公司,河北 秦皇島 066000)
秦皇島港煤二期的B2F翻車機(jī)出口端環(huán)與軌道之間磨損較大,針對(duì)該問題曾在近8年進(jìn)行過五次維修,第一次和第二次維修采用增加普通鐵墊板,兩年后發(fā)現(xiàn)墊板銹蝕變薄甚至竄出來,第三次和第四次采用不銹鋼板作為墊板,第五次由于間隙存在使得軌道接頭開裂。2020年4月發(fā)現(xiàn)端環(huán)和軌道之間的間隙仍變大,并且端環(huán)軌道產(chǎn)生多處裂紋,甚至有兩處軌道底板貫穿斷裂。隨后又對(duì)其他翻車機(jī)端環(huán)進(jìn)行深入檢查,B2F翻車機(jī)入口端環(huán)與軌道存在間隙,B1F翻車機(jī)入口和出口端環(huán)也出現(xiàn)間隙并伴隨著軌道產(chǎn)生裂紋,之前幾次進(jìn)行端環(huán)維修就發(fā)現(xiàn)一個(gè)規(guī)律:中間磨損嚴(yán)重,兩側(cè)磨損較輕。2020年,在對(duì)端環(huán)軌道及墊板拆除后發(fā)現(xiàn),磨損情況更加嚴(yán)重。
兩臺(tái)翻車機(jī)兩側(cè)端環(huán)磨損,中間端環(huán)基本不磨損的異常情況急需查找具體原因以便后續(xù)設(shè)備管理,同時(shí),端環(huán)磨損修復(fù)技術(shù)需要重新研究,以便較好地解決端環(huán)不均勻磨損情況。
1 總體思路
(1)從理論分析兩臺(tái)翻車機(jī)都出現(xiàn)兩側(cè)端環(huán)磨損而中間基本不磨損的異常情況,查找到問題癥結(jié)以及采取必要的預(yù)防措施。
(2)針對(duì)端環(huán)磨損呈現(xiàn)“中間嚴(yán)重,兩側(cè)較輕”現(xiàn)象,研究一種經(jīng)濟(jì)、安全、可靠的修復(fù)技術(shù),以降低端環(huán)磨損維修頻次,提高端環(huán)的使用壽命。
2 詳細(xì)內(nèi)容
2.1 不同端環(huán)受力分析
煤二期兩臺(tái)翻車機(jī)結(jié)構(gòu)基本相同,以B2F翻車機(jī)端環(huán)為研究對(duì)象,共有4個(gè)端環(huán),從左到右以次為端環(huán)1、2、3、4,根據(jù)查詢技術(shù)資料,兩節(jié)翻車機(jī)自重約154.9t,其中,單個(gè)端環(huán)重量約26.4t,每節(jié)翻車機(jī)箱型梁自重約24.6t。火車車型以C80B為研究對(duì)象,表1為C80B車型的基本參數(shù)。

表1 C80B車型的基本參數(shù)
考慮兩節(jié)翻車機(jī)關(guān)于中心對(duì)稱,我們只研究一節(jié)翻車機(jī)端環(huán)受力情況。假設(shè)第一個(gè)端環(huán)承受托輥支撐力為F1,第二個(gè)端環(huán)承受托輥支撐力為F2,單個(gè)端環(huán)重量為G1,箱型梁重量為G2,火車皮連同煤炭總重為G3,畫出翻車機(jī)等效簡力圖如圖1、2所示,loc=5460mm,lbc=7000mm,lob=1540mm。
根據(jù)力系平衡條件可知

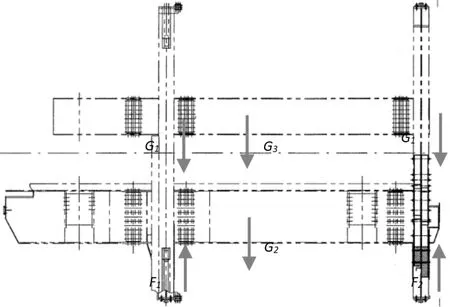
圖1 一節(jié)翻車機(jī)端環(huán)受力示意圖
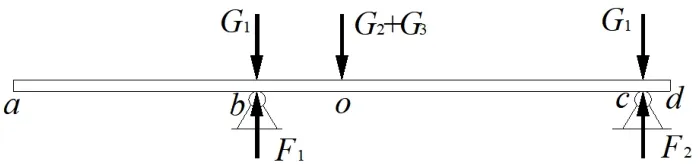
圖2 一節(jié)翻車機(jī)等效簡力圖
把相關(guān)參數(shù)代入可求得F1=123.6t,F(xiàn)2=53.8t。
根據(jù)計(jì)算結(jié)果可以清楚看出,第一個(gè)端環(huán)承載力為第二個(gè)端環(huán)承載力的2.3倍。理論計(jì)算結(jié)果很好解釋翻車機(jī)兩側(cè)端環(huán)磨損嚴(yán)重的異常現(xiàn)象;同時(shí),通過對(duì)不同端環(huán)受力結(jié)果分析,也為今后的設(shè)備管理工作提供有效的理論支撐以及采取必要的預(yù)防措施。
2.2 已有技術(shù)對(duì)比
根據(jù)現(xiàn)有修復(fù)主要幾種技術(shù):一是簡單測(cè)算不同區(qū)域端環(huán)磨損的深度,然后,在上面鋪設(shè)鐵板或者不銹鋼板;二是使用一種鐵基橡膠組合的墊板,依靠橡膠彈性來補(bǔ)償磨損;三是整體更換端環(huán)。
第一種技術(shù)存在問題分析:首先,翻車機(jī)端環(huán)不同區(qū)域磨損量不同,添加的墊板很難做到不同區(qū)域適應(yīng)性的厚度,因此,軌道與端環(huán)之間必然存在間隙,隨著使用時(shí)間增加,原磨損位置會(huì)更加嚴(yán)重見圖3。
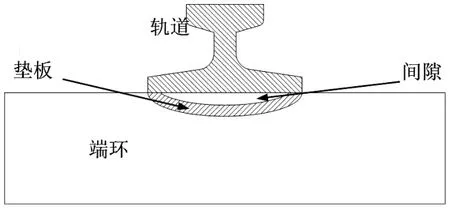
圖3 添加墊板后端環(huán)與軌道示意圖
B2F翻車機(jī)在2013年磨損初期就采用該技術(shù),當(dāng)時(shí),端環(huán)磨損呈現(xiàn)“中間嚴(yán)重,兩側(cè)較輕”“水平位置處磨損最大,往兩側(cè)遞減”,根據(jù)使用效果來看,基本一年多需要更換一次墊板。2020年,發(fā)現(xiàn)端環(huán)軌道存在多處裂紋,主要原因就是中間磨損嚴(yán)重,軌道腹板與底板往復(fù)疲勞斷裂。因此,該技術(shù)不適用于現(xiàn)在的B2F翻車機(jī)端環(huán)磨損修復(fù)。
第二種技術(shù)存在問題分析:相較于第一個(gè)技術(shù),使用鐵基橡膠復(fù)合材料,能夠依靠橡膠的彈性填充軌道與端環(huán)之間的間隙。但根據(jù)其他公司和港口使用情況來看,使用橡膠墊板存在以下幾個(gè)問題:首先,橡膠必須為進(jìn)口材質(zhì),價(jià)格昂貴;其次,考慮橡膠最小厚度問題,對(duì)于磨損較少的地方不太適用,否則,影響端環(huán)直徑;再者,橡膠墊板使用壽命1~2年,只是減緩端環(huán)磨損;最后,為采購合適橡膠墊板,需要提前測(cè)量端環(huán)磨損,這就要求把軌道拆除測(cè)量,而由于端環(huán)軌道已經(jīng)斷裂,急需處理,因此,從工期上也不符合要求。
第三種技術(shù)存在問題分析:該技術(shù)主要成本高,并且周期長,再者翻車機(jī)整體端環(huán)鋼結(jié)構(gòu)并無大礙,還不到報(bào)廢階段,因此,該技術(shù)也不適用。
2.3 新技術(shù)提出
分析已有端環(huán)磨損修復(fù)技術(shù)基礎(chǔ)上,在秦皇島港甚至其他港口翻車機(jī)端環(huán)修復(fù)中,首次提出一種新的翻車機(jī)端環(huán)磨損修復(fù)技術(shù):選取與母材相同焊條,在制定的焊接工藝下在端環(huán)磨損處補(bǔ)焊,選取合適的檢測(cè)基準(zhǔn)面,使用直尺靠在兩側(cè)的檢測(cè)基準(zhǔn)面上粗打磨,然后,再精打磨,基本上達(dá)到原有的尺寸精度。新的技術(shù)涵蓋翻車機(jī)多次定位、檢測(cè)基準(zhǔn)的選取、焊接工藝選定以及合理利用好廢舊軌道來降低成本。
(1)檢測(cè)基準(zhǔn)的選取。端環(huán)截面尺寸均為φ8000mm,而磨損的只是于軌道接觸的區(qū)域,其他區(qū)域涂抹防銹漆,基本上保持了原有的機(jī)加工面,因此,對(duì)該區(qū)域的防銹漆進(jìn)行打磨,露出加工面,作為后序檢測(cè)的依據(jù)。
(2)焊接工藝的選定。根據(jù)技術(shù)文件查詢,端環(huán)采用Q345D材質(zhì),為防止低合金鋼熱影響區(qū)脆化,本次焊接工藝措施主要是采用小的線能量分段跳焊,減少高溫區(qū)停留時(shí)間。為提高工作效率和焊接質(zhì)量,采用氣體保護(hù)焊,藥芯焊絲,具體參數(shù)見表2。

表2 焊接工藝參數(shù)
煤二期B2F翻車機(jī)端環(huán)磨損修復(fù)運(yùn)行以后,狀態(tài)良好。之后,又把該修復(fù)技術(shù)又應(yīng)用于B1F翻車機(jī)兩個(gè)磨損的端環(huán)。新的翻車機(jī)端環(huán)磨損修復(fù)技術(shù),可以應(yīng)用于同工況下的翻車機(jī)端環(huán)維修。