7050鋁合金孔板開縫襯套擠壓強(qiáng)化研究
2021-04-12 12:02:26杜永華聶利
航空維修與工程 2021年2期
杜永華 聶利
摘要:針對(duì)目前航空裝備延壽修理設(shè)計(jì)需求,通過有限元分析和疲勞試驗(yàn),研究了7050鋁合金孔板結(jié)構(gòu)開縫襯套擠壓強(qiáng)化技術(shù),對(duì)比分析了不同的相對(duì)擠壓量對(duì)于試驗(yàn)件殘余應(yīng)力及疲勞壽命的影響,結(jié)果表明:開縫襯套擠壓強(qiáng)化能夠在孔邊危險(xiǎn)截面引入一定范圍的殘余壓應(yīng)力,隨著相對(duì)擠壓量的增加,殘余壓應(yīng)力呈增大趨勢,疲勞壽命也顯著增加。
關(guān)鍵詞:有限元分析;疲勞;開縫襯套;擠壓強(qiáng)化;殘余應(yīng)力
Keywords:finite-element analysis;fatigue;split-sleeve;cold-expansion;residual stress
0 引言
飛機(jī)結(jié)構(gòu)連接主要以機(jī)械連接為主,而機(jī)械連接孔是典型的應(yīng)力集中結(jié)構(gòu),在交變載荷的作用下極易產(chǎn)生疲勞裂紋,降低整機(jī)的安全性、可靠性及使用壽命[1]。因此,提高飛機(jī)構(gòu)件連接孔的疲勞壽命,對(duì)于保證飛機(jī)的高壽命尤為重要。目前,提高連接孔疲勞性能的主要方法是對(duì)孔進(jìn)行擠壓強(qiáng)化。孔擠壓強(qiáng)化能夠使得孔邊產(chǎn)生塑性應(yīng)變區(qū),非塑性區(qū)回彈對(duì)塑性應(yīng)變區(qū)形成擠壓,從而形成有利的殘余壓應(yīng)力分布,這種殘余壓應(yīng)力能有效降低孔邊在外載荷作用下的拉應(yīng)力峰值[2-3]。
常用擠壓強(qiáng)化工藝有球擠壓、無襯套擠壓、開縫襯套擠壓。開縫襯套擠壓相比于其他擠壓工藝,避免了擠壓棒與孔壁直接接觸,能夠減小對(duì)孔壁的損傷,因而可以采用較大的擠壓量[4]。研究表明,采用開縫襯套擠壓強(qiáng)化工藝可以提高孔類結(jié)構(gòu)2倍以上的疲勞壽命[5]。
當(dāng)前,我國航空維修領(lǐng)域面臨迫切的修理延壽需求,因此有必要研究連接孔的開縫襯套擠壓強(qiáng)化技術(shù),以保障后續(xù)飛機(jī)修理延壽工作。本文通過有限元仿真研究了不同的相對(duì)擠壓量下的孔邊殘余應(yīng)力分布情況,同時(shí)通過疲勞試驗(yàn)驗(yàn)證分析了不同相對(duì)擠壓量對(duì)疲勞壽命的影響,為開縫襯套擠壓強(qiáng)化技術(shù)在航空維修領(lǐng)域應(yīng)用提供一定的技術(shù)依據(jù)。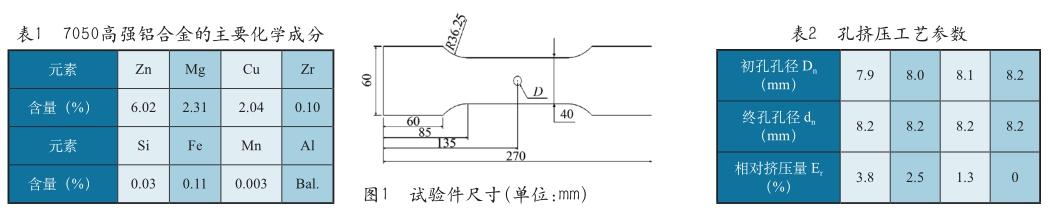
1 試驗(yàn)件
試驗(yàn)件材料選取航空用7050高強(qiáng)鋁合金,其化學(xué)成分見表1。試驗(yàn)件尺寸如圖1所示,其中初始孔徑D按照不同擠壓量設(shè)計(jì),分別為7.9mm、8.0mm、8.1mm,試驗(yàn)件厚度8mm。擠壓芯棒工作段直徑d=7.8mm,開縫襯套厚度h=0.2mm。
2 試驗(yàn)設(shè)計(jì)
工程中對(duì)擠壓量有兩種表達(dá)形式,即絕對(duì)擠壓量E和相對(duì)擠壓量Er,其換算關(guān)系如下: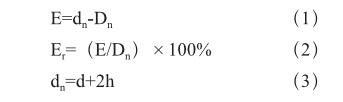
其中,dn為終孔孔徑,Dn為初孔孔徑。各類試驗(yàn)件的相對(duì)擠壓量如表2所示。
按表2擠壓量對(duì)試驗(yàn)件進(jìn)行開縫襯套擠壓強(qiáng)化,然后按照HB5287-1996對(duì)試驗(yàn)件進(jìn)行軸向加載疲勞試驗(yàn),應(yīng)力峰值σMAX=255MPa,應(yīng)力比R=0.1,加載頻率為15Hz,采用等幅正弦波加載。
3 有限元建模
本文采用ABAQUS軟件對(duì)試驗(yàn)件開縫襯套擠壓強(qiáng)化過程進(jìn)行三維仿真模擬。考慮模型外觀尺寸具有對(duì)稱性,有限元建模時(shí)對(duì)模型進(jìn)行1/4簡化,以減小計(jì)算量,有限元模型如圖2所示。襯套、芯棒及試驗(yàn)件網(wǎng)格全部采用C3D8R六面體單元,對(duì)于需重點(diǎn)關(guān)注的試驗(yàn)件孔邊區(qū)域、擠壓芯棒和襯套的網(wǎng)格進(jìn)行細(xì)化。邊界條件和約束參考實(shí)際擠壓過程設(shè)置,芯棒、襯套及試驗(yàn)件之間的摩擦系數(shù)取0.1。試驗(yàn)件材料為7050高強(qiáng)鋁合金,彈性模量為69GPa,泊松比0.33,抗拉強(qiáng)度σb=510MPa,屈服強(qiáng)度σ0.2=441MPa,延伸率=10%。芯棒和襯套均為高強(qiáng)度不銹鋼,彈性模量為210GPa,泊松比0.3。
4 有限元分析結(jié)果
連接孔經(jīng)過擠壓強(qiáng)化之后會(huì)在孔邊產(chǎn)生徑向、切向以及板厚三個(gè)方向的殘余應(yīng)力,而對(duì)受軸向拉伸疲勞載荷作用下孔板結(jié)構(gòu)的疲勞壽命影響最大的是切向殘余應(yīng)力。因此,本文主要關(guān)注模型最小截面(危險(xiǎn)截面)孔邊切向殘余應(yīng)力,并對(duì)其分布規(guī)律進(jìn)行研究。對(duì)于本文中的有限元模型,S11方向(X方向)的殘余應(yīng)力即為最小截面處的切向殘余應(yīng)力。
圖3為3.8%擠壓量下孔邊切向殘余應(yīng)力分布云圖,圖4為3.8%擠壓量下切向殘余應(yīng)力分布規(guī)律。從中可以看出,開縫襯套擠壓強(qiáng)化后,試驗(yàn)件孔壁附近引入較大殘余壓應(yīng)力,在擠出端孔壁附近殘余壓應(yīng)力達(dá)到極值-747MPa,同時(shí)試驗(yàn)件擠入面孔邊存在1mm深度左右的殘余拉應(yīng)力,殘余拉應(yīng)力極值為491MPa,但是殘余壓應(yīng)力作用范圍遠(yuǎn)大于殘余拉應(yīng)力作用范圍,且殘余壓應(yīng)力極值遠(yuǎn)大于殘余拉應(yīng)力極值。
圖5為不同擠壓量下擠出面切向殘余應(yīng)力分布規(guī)律。從中可以看出,隨著擠壓量的增大,殘余壓應(yīng)力極值明顯提高,且孔壁附近引入殘余壓應(yīng)力深度也有明顯增加。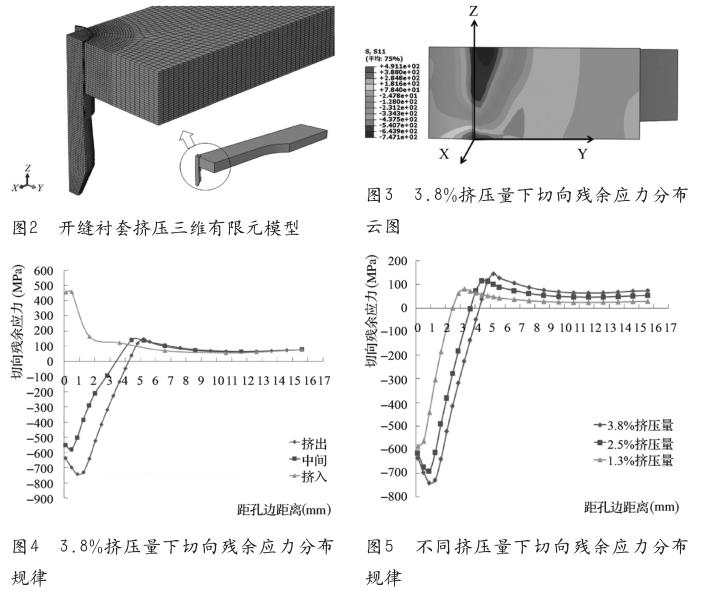
5 試驗(yàn)結(jié)果
圖6所示為不同擠壓量下7050鋁合金試驗(yàn)件的軸向拉伸疲勞壽命試驗(yàn)結(jié)果,隨著擠壓量的增加,試驗(yàn)件疲勞壽命明顯提高。未進(jìn)行開縫襯套擠壓強(qiáng)化的試驗(yàn)件的疲勞壽命僅有15330次,1.3%擠壓量下試驗(yàn)件的疲勞壽命為20026次,2.5%擠壓量下試驗(yàn)件的疲勞壽命為25362次,當(dāng)擠壓量為3.8%時(shí),試驗(yàn)件的疲勞壽命達(dá)到37789次,是未進(jìn)行擠壓強(qiáng)化試驗(yàn)件的2.5倍。其中值得關(guān)注的是,隨著擠壓量的增加,疲勞壽命的提高幅度逐漸增加,當(dāng)擠壓量從0%~1.3%時(shí),疲勞壽命提高了4696次,當(dāng)擠壓量從1.3%~2.5%時(shí),疲勞壽命提高了5336次,而當(dāng)擠壓量從2.5%~3.8%時(shí),疲勞壽命提高了12427次。
6 結(jié)論
本文通過疲勞試驗(yàn)驗(yàn)證了開縫襯套擠壓強(qiáng)化工藝,采用ABAQUS有限元軟件對(duì)開縫襯套擠壓強(qiáng)化過程進(jìn)行了仿真模擬,分析了擠壓強(qiáng)化后鋁板的殘余應(yīng)力分布,得出以下結(jié)論:
1)開縫襯套擠壓強(qiáng)化能夠在孔壁附近引入一定范圍的殘余壓應(yīng)力,同時(shí)也會(huì)在孔壁擠入端引入小范圍殘余拉應(yīng)力,殘余壓應(yīng)力極值及范圍遠(yuǎn)大于殘余拉應(yīng)力。
2)隨著相對(duì)擠壓量的增加,孔壁一定范圍內(nèi)引入的殘余壓應(yīng)力大小及范圍都有明顯增加。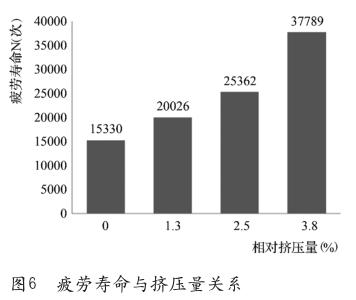
3)開縫襯套擠壓強(qiáng)化工藝能夠明顯提高7050鋁合金孔板結(jié)構(gòu)的疲勞壽命,且隨著擠壓量的增加,疲勞壽命明顯提高,與有限元分析結(jié)果相符。
參考文獻(xiàn)
[1]郁大照,陳躍良,高永.螺栓連接單搭接件疲勞特性試驗(yàn)與全壽命估算方法研究[J].中國機(jī)械工程,2013,24(20):2747-2752.
[2]范娟,李付國,李江,王少剛.7050高強(qiáng)鋁合金孔板的擠壓強(qiáng)化與拉伸試驗(yàn)研究[J].稀有金屬材料與工程,2012,41(6):978-982.
[3]王洪達(dá).TC4孔的帶開縫襯套冷擠壓殘余應(yīng)力分布有限元仿真[D].南京:南京航空航天大學(xué).2010.
[4]陳明,傅仕偉,王珉.帶切縫襯套冷擠壓強(qiáng)化工藝研究[J].新技術(shù)新工藝,1997(6):27-28.
[5]葛恩德,蘇宏華等.TC4板孔冷擠壓強(qiáng)化殘余應(yīng)力分布與疲勞壽命[J].中國機(jī)械工程,2015,26(7):971-976.
作者簡介
杜永華,助理工程師,碩士,主要從事殲強(qiáng)機(jī)結(jié)構(gòu)修理、復(fù)合材料結(jié)構(gòu)修理等研究。
聶利,助理工程師,碩士,主要從事殲強(qiáng)機(jī)結(jié)構(gòu)修理研究。