MS1300超高強鋼點焊焊接工藝研究
2021-04-09 05:07:14牛月鵬張龍柱楊西鵬王連軒
四川冶金 2021年1期
關鍵詞:工藝
牛月鵬,張龍柱,楊西鵬,王連軒
(河鋼集團邯鋼公司技術中心,河北 邯鄲 056015)
近年來,汽車工業的飛速發展給我們的交通提供了便利,但也產生了三大不可避免的社會問題:能源消耗、尾氣排放和安全問題。為解決這些問題,發現優質的能實現汽車輕量化的材料顯得尤為重要[1-2]。先進高強鋼可以實現用較輕的質量就能達到所需要的甚至更高的強度要求,并且還具有防撞性能好的優勢,因此先進高強鋼是目前汽車行業所急需的車身材料,一定程度上解決了輕量化問題,滿足了當前的要求。隨著超高強鋼的強度增加,碳含量也隨之升高,這樣一來對焊接的可行性提出了更高的要求。因此對先進高強鋼點焊工藝進行探究,已成為急需解決的問題。
1 試驗材料與方法
1.1 試驗材料
試驗材料為邯寶生產的超高強鋼CR1030/MS1300,厚度1.0 mm,主要化學成分及力學性能如表1所示。圖1為CR1030/MS1300母材顯微組織,主要由板條馬氏體組成。
1.2 試驗設備
本試驗選用中頻逆變式點焊機作為試驗設備,焊接設備型號為MDZ-32,電極頭前端直徑設計為Φ8 mm,拉伸力使用CMT5305電子萬能試驗機進行檢測,接頭顯微組織使用MEF3光學顯微鏡觀測,接頭硬度使用HVS-1000型數顯顯微硬度計測得。

表1 CR1030/MS1300主要化學成分及力學性能

圖1 CR1030/MS1300母材顯微組織
1.3 工藝參數設定
參照SMTC5 111 003-2014標準,基于CR1030/MS1300厚度1.0 mm板材厚度處于0.80~1.09 mm范圍內,點焊試驗采用表2所示參數規范。
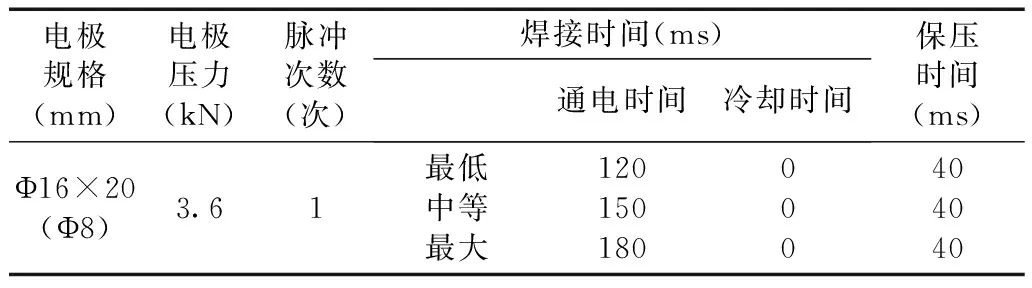
表2 焊接試驗參數表
2 試驗結果及分析
2.1 點焊工藝參數窗口試驗
在表2規定焊接工藝參數條件下,通過剝離拉伸法,獲取焊點直徑隨焊接電流的變化規律(設定焊接電流步長值為0.1 kA)。依據SMTC5 111 003-2014,若在某電流值條件下連續3件試樣焊點直徑不小于4 mm,則認定此電流為對應時間條件下的可焊電流區間左邊界點。確定左邊界點后,繼續增大焊接電流(步長值改為0.2 kA),當首次發生飛濺后,以0.1 kA步長降低電流,若降低至某電流下連續3件試樣無飛濺,則認定此電流為可焊電流區間右邊界點,試驗結果如表3所示。
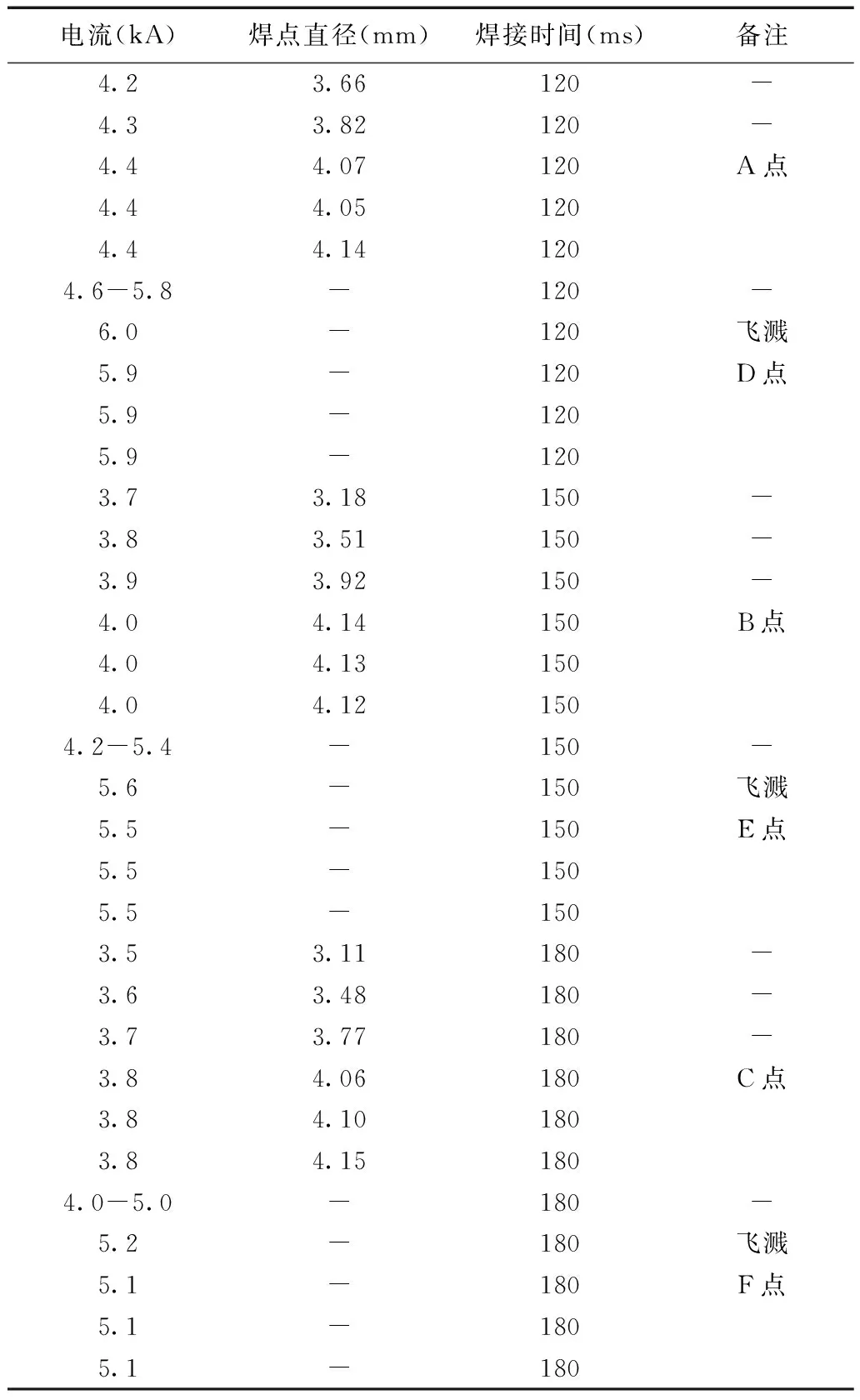
表3 CR1030/MS1300板材點焊工藝參數窗口試驗結果
CR1030/MS1300板材在不同焊接時間條件下的可焊電流左右邊界點如表4所示,焊接電流區間窗口如圖2所示。可以看出CR1030/1300MS板材在指定時間點條件下所對應的可焊電流區間范圍均不小于1.0 kA。
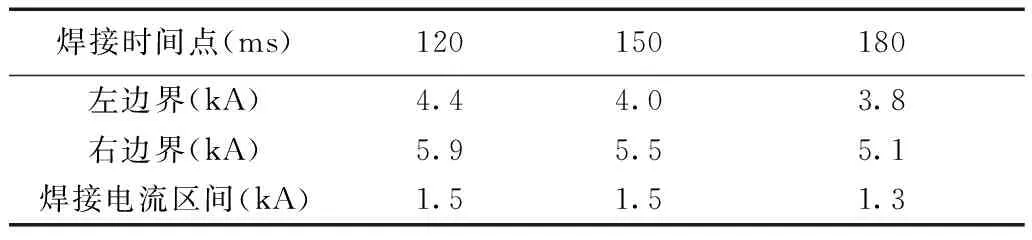
表4 CR1030/MS1300板材在不同焊接時間條件下的可焊電流左右邊界點
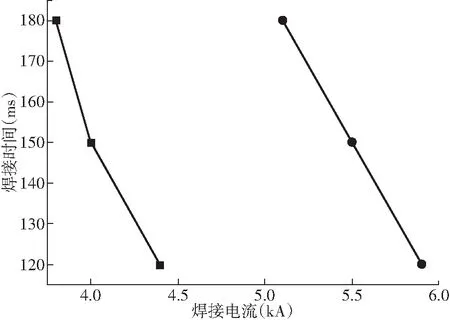
圖2 CR1030/MS1300板材焊接電流區間窗口
2.2 拉伸結果分析
JIS-Z-3140-1989《點焊焊接縫的檢驗方法》中規定,薄板厚度為1.0 mm 時,其A級、AF級點焊接頭的抗剪力最小值為4.19 kN,平均值為4.9 kN。針對A~F各點,每組工藝參數點焊3組試樣,取其平均值作為此參數下接頭的力,結果見表5,表中所有工藝參數下的接頭力均滿足標準要求。
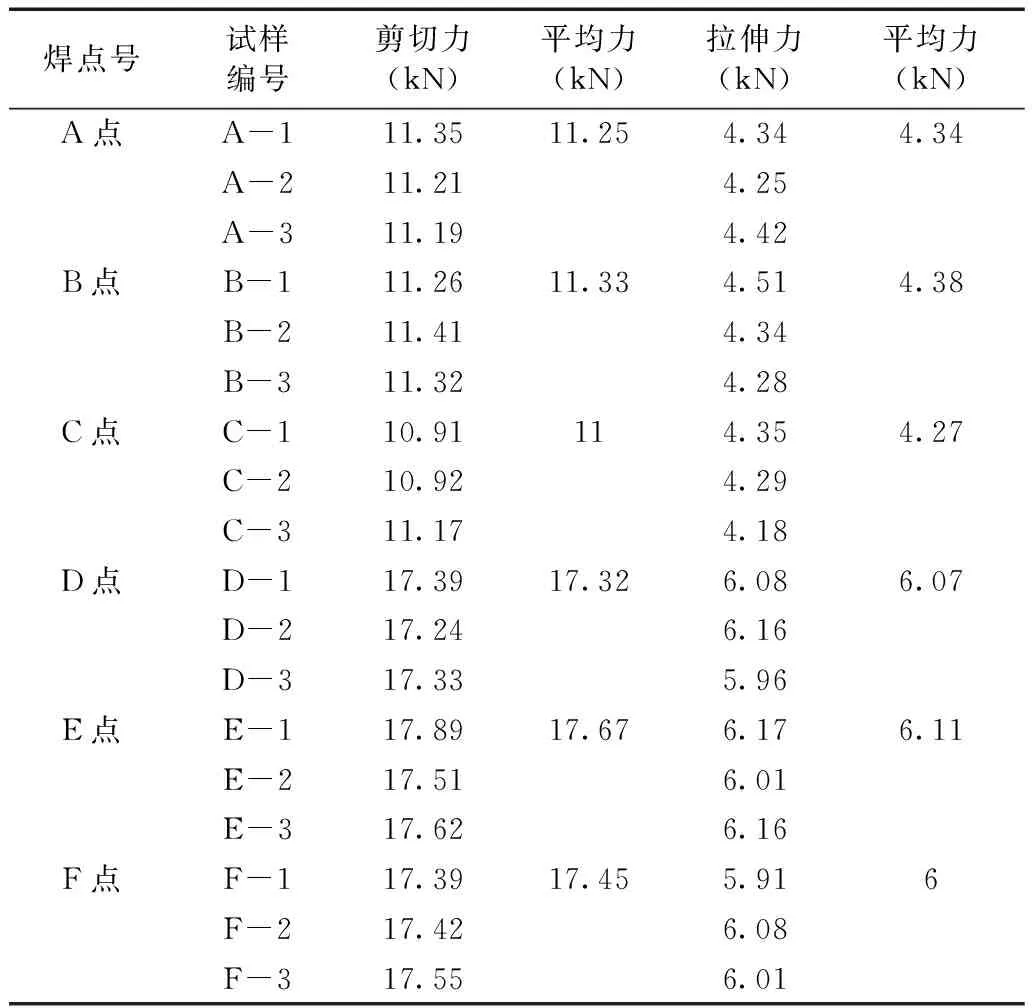
表5 CR1030/MS1300板材焊點剪切/十字拉伸試驗結果
2.3 顯微組織分析
圖3(a)為焊核中心顯微組織,主要由馬氏體組成,與母材相比馬氏體有粗化現象;電阻點焊加熱的特點是焊核內部加熱溫度較高,冷卻速度較大,馬氏體鋼點焊時會在焊核內部形成粗大的馬氏體,強度增加,但塑性和韌性卻下降。圖3(b)為靠近焊核熱影響區顯微組織,也由馬氏體構成,但與焊核中心相比,馬氏體尺寸要細小。
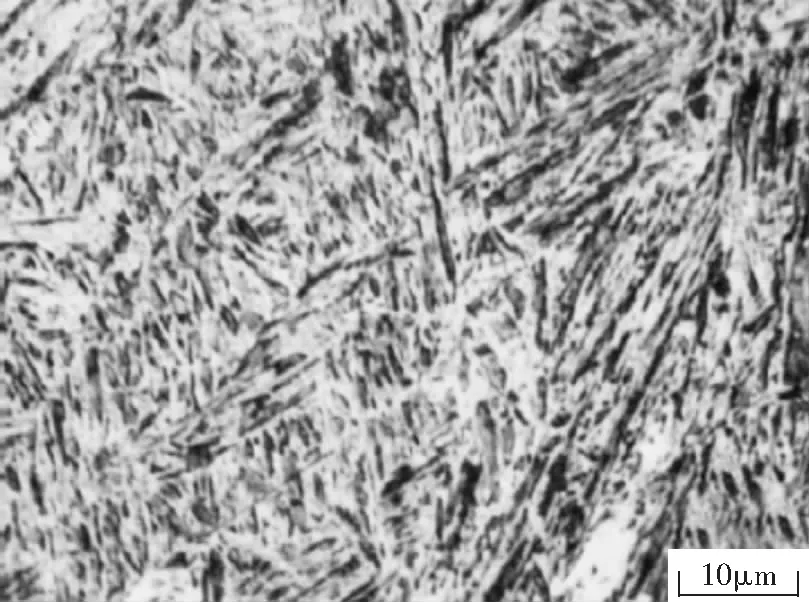
(a)熔核區顯微組織
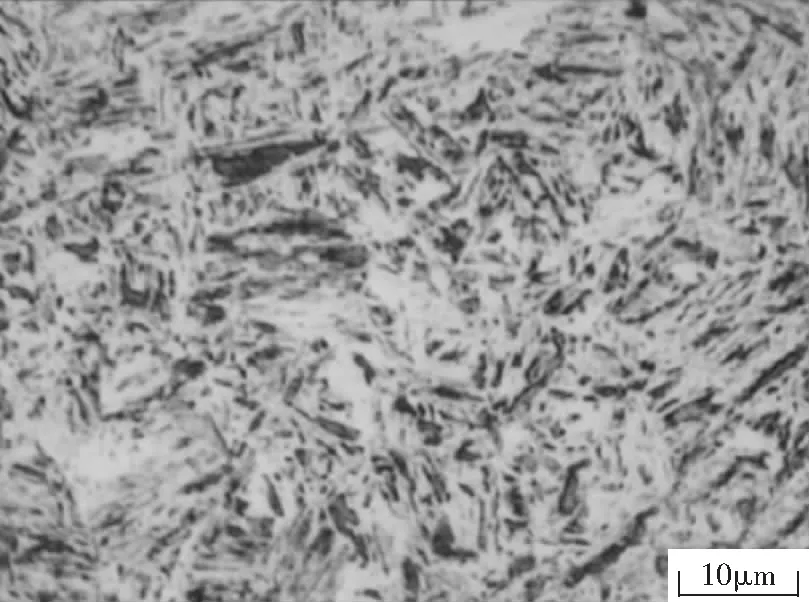
(b)熱影響區顯微組織 圖3 CR1030/1300MS板材點焊金相組織
2.4 硬度結果分析
對板材按照母材→熱影響區→熔核→熱影響區→母材順序進行顯微硬度試驗(載荷大小為9.8 N,壓痕間距為0.4 mm),測試位置如圖4所示,顯微硬度曲線如圖5所示。
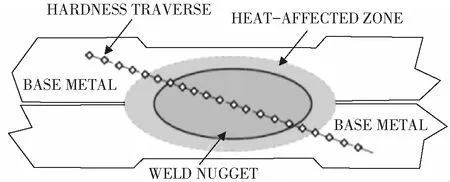
圖4 顯微硬度測試位置示意圖
從圖5可以看出,在不同焊接時間點所對應的可焊電流區間左右邊界電流條件下,其焊點部位顯微硬度的變化規律一致,均為先逐漸增大,而后趨于穩定,再逐漸降低。焊區內未出現嚴重脆化點。

A點 B點 C點
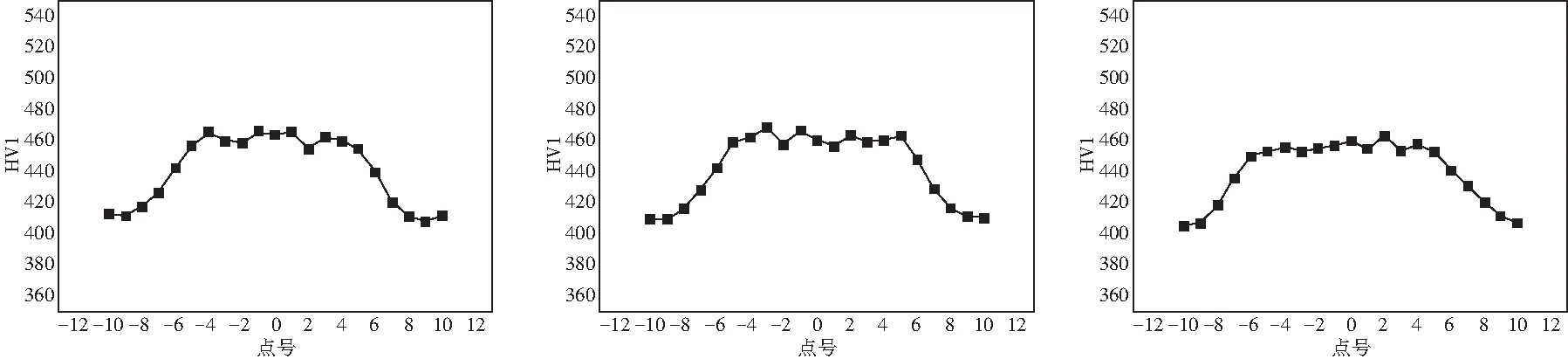
D點 E點 F點 圖5 CR1030/MS1300板材左右邊界點焊試樣顯微硬度曲線
3 討論
焊接電流、焊接時間等點焊工藝參數對焊接力學性能有很大的影響[3]。電流是保證熱輸入的重要因素,電流過大時會引起飛濺,過小時又不易形成熔核。合適的電流才能夠保證合適的熔核直徑,得到較好的力學性能。焊接時間與焊接電流作用結果相似,焊接時間過短不易形核,焊接時間過長則會影響焊接接頭承受動載的能力。
從本研究的結果可以看出,在試驗所選用的工藝參數范圍內,焊接電流和焊接時間對于焊接接頭剪切力的影響更為顯著。兩者對于剪切力的影響也是趨同的,都是隨著其增大,剪切力增大。這是因為,焊接電流和焊接時間是共同影響焊接熱輸入的重要因素,隨著熱輸入和焊接電流的不斷提高,熔核尺寸也就會隨之增大,產生的界面結合力也就不斷提高,因而剪切力就不斷提高。但是從試驗中可以發現,隨著焊接時間的延長也就代表著焊接熱輸入的增加,熔核尺寸增加的趨勢是在放緩的,這說明熔核尺寸不會隨著熱輸入的增加無限制的增加。同樣有研究[4-5]表明,隨著焊接時間的延長,剪切力變化趨勢其實是先增加后減小的,這是因為當焊接時間過長時,母材表面過熱、壓痕過深,焊件表面質量會降低。焊接電流過大時,同樣會因為焊接接頭處的飛濺出現,而使剪切力出現降低的情況。因此,可以說,只有適中的焊接電流與焊接時間的選擇才能既符合工業化生產對于效率與成本的要求,也可以得到良好的焊接接頭性能。
4 試驗結論
(1)厚度為1.0 mm的CR1030/MS1300板材的點焊性能良好。當電極壓力取3.6 kN定值時,焊接時間取120 ms,焊接電流可取4.4-5.9 kA;焊接時間取150 ms,焊接電流可取4.0-5.5 kA;焊接時間取180 ms,焊接電流可取3.8-5.1 kA。
(2)試驗條件下最優工藝參數為焊接電流5.5 kA,焊接時間150 ms,電極壓力2.6 kN,此時點焊接頭抗剪力為17.67 kN。
(3)熔核區顯微組織為粗大馬氏體組織,熱影響區組織為細小馬氏體。
(4)受馬氏體形態及其含量影響,母材硬度為410 HV,熔核區硬度為462 HV。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
