防過燒及質(zhì)量跟蹤系統(tǒng)在炭素焙燒中的應(yīng)用
2021-04-06 03:16:22李曉輝
輕金屬 2021年3期
李曉輝,郭 力
(1.洛陽萬基炭素有限公司,河南 洛陽 471800;2.北京華索科技股份有限公司,北京 102200)
陽極焙燒是預(yù)焙陽極生產(chǎn)的重要工序,近年來預(yù)焙陽極的生產(chǎn)、控制技術(shù)得到了快速發(fā)展,許多節(jié)能降耗、提質(zhì)增產(chǎn)、延長焙燒爐使用壽命的新技術(shù)、新設(shè)備得以推廣使用。配合自動化程度的提升,大大提高了系統(tǒng)可靠性、制品質(zhì)量和勞動生產(chǎn)率,為降低綜合生產(chǎn)成本,特別是對焙燒爐減少火道燒損,延長爐體使用壽命起到積極的作用。
本文就焙燒防過燒與質(zhì)量跟蹤系統(tǒng),結(jié)合某炭素廠焙燒爐燃控系統(tǒng)近幾年來所做的技改應(yīng)用經(jīng)驗進(jìn)行總結(jié)、分析論述,以期對今后相關(guān)技術(shù)推廣應(yīng)用提供借鑒。
1 溫度均勻的燃控系統(tǒng)控制方式優(yōu)化
某炭素廠焙燒車間為兩臺52室敞開式焙燒爐,兩臺焙燒爐均為9火道8料箱,單爐裝爐量為145.32噸,常用焙燒曲線為192小時、180小時、168小時。焙燒爐運行時間較長,運行已有14年左右。
其焙燒爐燃燒控制主要采用兩種方式,一種為燃燒器啟動后一直對焙燒爐火道噴氣,通過調(diào)整噴氣支管的球閥或調(diào)節(jié)閥,來調(diào)節(jié)不同溫度階段下氣量的大小,由于這種方法常在焙燒爐新建或大修后烘爐時使用,常稱為烘爐模式;另一種為燃燒器啟動后按照一個固定周期實現(xiàn)噴氣/停氣的控制,噴氣和停氣的總時間為一固定值即周期時間,燃燒器的使用按照周期時間循環(huán)往復(fù)進(jìn)行,每個周期內(nèi)先根據(jù)實際溫度與制定的工藝曲線目標(biāo)溫度的差值經(jīng)計算確定噴氣時間,停氣時間即為周期時間與噴氣時間的差值。燃燒器每個周期使用按照計算的噴氣時間和停氣時間執(zhí)行(稱為定周期控制)。
通過對現(xiàn)場定周期燃燒控制方法的長期觀察與分析,這種控制方式雖然可以有效提供火道及炭塊溫度的提升所需熱量,實際火道溫度可以按照設(shè)定曲線升溫,但在長期使用過程中,伴隨爐體老化,發(fā)現(xiàn)存在以下問題和缺陷:① 定周期燃燒控制方法由于噴氣時間長,瞬時噴氣量大,在焙燒爐爐體容易產(chǎn)成局部過燒現(xiàn)象,使部分預(yù)制塊和火道墻被燒的“明亮刺眼”,造成局部被燒穿或燒流,從而降低爐體使用壽命,縮短焙燒爐修理周期;② 定周期燃燒控制方法由于噴氣時間長,容易在焙燒爐火道底部堵塞并且火道負(fù)壓過大時行成火道“拉火”,使火道燃?xì)馊紵煌耆?造成火道垂直溫差增大。
通過對炭素廠焙燒爐爐況及燃控系統(tǒng)使用現(xiàn)狀進(jìn)行分析,制定出在系統(tǒng)大體框架不動的前提下,對于局部關(guān)鍵設(shè)備進(jìn)行優(yōu)化改造,配合生產(chǎn)工藝制度調(diào)整,強(qiáng)調(diào)操作精細(xì)化等手段,對燃燒控制過程進(jìn)行系統(tǒng)優(yōu)化。優(yōu)化方案是在現(xiàn)有焙燒爐燃燒控制系統(tǒng)基礎(chǔ)上,通過長時間觀察燃控系統(tǒng)采集到的火道溫度、壓力等現(xiàn)場工況數(shù)據(jù),分析不同火焰長度在各升溫段的升溫效果,通過總結(jié)歸納,建立預(yù)設(shè)數(shù)學(xué)模型,計算出最佳噴氣時長,調(diào)整范圍為0.5~4秒,再將噴氣時長帶入燃燒器均勻脈沖控制模型中,通過計算出各火道在不同燃燒狀況、不同模式下、不同功率的停氣時間及控制周期的數(shù)據(jù)集,按照這些數(shù)據(jù)集控制燃燒架各火道燃燒器,實現(xiàn)將控制周期由傳統(tǒng)固定周期模式,改為自適應(yīng)可變周期(稱為變周期控制),通過低至秒級的燃?xì)饷}沖輸出周期,與燃燒器配合,可使火道溫度場分布均勻,均勻升溫。改造前后炭素廠焙燒爐控溫對比數(shù)據(jù)見表1所示。
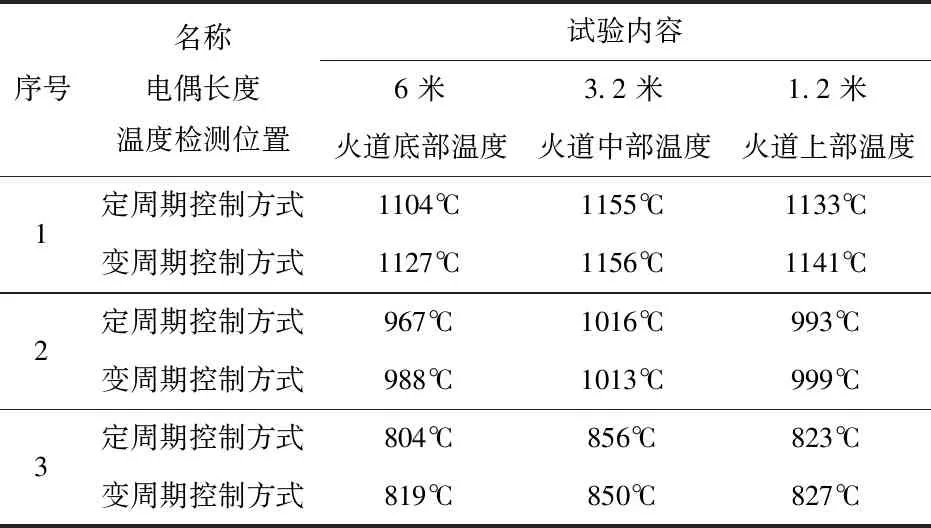
表1 現(xiàn)場兩種控溫方式對比數(shù)據(jù)
通過不同溫度曲線觀測,統(tǒng)計前后1小時內(nèi)同一火道的上中下溫度(采用多測點熱電偶來檢測)變化。數(shù)據(jù)表明,采用變周期控制方式后,焙燒火道水平、垂直溫差可控制在±30 ℃范圍內(nèi),實現(xiàn)焙燒均質(zhì)性,噴氣時長固定,可保持最佳燃燒狀態(tài),不受負(fù)荷變化影響,火道煙氣氧含量避免出現(xiàn)大幅波動,可在保證燃?xì)狻]發(fā)分充分燃燒的基礎(chǔ)上,有效降低焙燒爐煙氣排放,提升系統(tǒng)環(huán)保節(jié)能能力。
優(yōu)化改造后的燃控系統(tǒng)在保證焙燒爐產(chǎn)品質(zhì)量和焙燒工藝溫度曲線的有效執(zhí)行的同時,降低了燃燒器噴氣時長,有效改善現(xiàn)有焙燒爐燃燒區(qū)溫度控制效果,降低天然氣消耗,通過長時間觀察火道局部過燒現(xiàn)象大大減少。通過燃控系統(tǒng)優(yōu)化改造,可避免爐況條件不好的情況下,燃?xì)庠诨鸬谰植块L時間持續(xù)燃燒,形成局部過燒、損壞火道的現(xiàn)象,使火道保溫溫度降低20~40 ℃,有效降低火道燒損,達(dá)到延長火道使用壽命,延長大修周期的效果。同時由于控制了火焰長度,有效避免了“拉火”的產(chǎn)生,避免了由于天然氣燃燒不完全后被排入煙道,造成煙道著火而引發(fā)的安全事故。優(yōu)化改造3個月后,對爐室邊料箱上中下溫度進(jìn)行檢測所收集到的溫度數(shù)據(jù)曲線如圖1所示。

圖1 爐室邊料箱溫度曲線
2 防過燒與減排的焙燒預(yù)熱區(qū)控制優(yōu)化
2.1 焙燒預(yù)熱區(qū)控制難點及存在問題
某炭素廠焙燒車間現(xiàn)有焙燒爐預(yù)熱區(qū)炭塊溫度的提升所需熱量主要由兩部分提供,一部分為上游煙氣所帶來的煙氣熱,另一部分為炭塊自身揮發(fā)分逸出后燃燒所產(chǎn)生的熱量。由于焙燒爐預(yù)熱區(qū)揮發(fā)分不是均勻逸出,造成焙燒爐預(yù)熱區(qū)升溫各階段波動較大,溫度場分布不均勻。再加上爐體使用多年,爐體內(nèi)裂較多且散熱量大。當(dāng)預(yù)熱區(qū)溫度跟不上工藝設(shè)定溫度時,傳統(tǒng)操作方式只能提高火道負(fù)壓,增大上游來的熱煙氣量進(jìn)行傳熱升溫,而當(dāng)煙氣量大時,稀釋了揮發(fā)分濃度,更容易造成揮發(fā)分濃度過低而無法燃燒,在排煙架、煙道總管、電捕焦油器形成焦油并大量積存,造成安全隱患,而火道內(nèi)揮發(fā)分僅少量燃燒的惡性循環(huán)。這種預(yù)熱區(qū)溫度控制方式不僅能耗高,且無法保證預(yù)熱區(qū)溫度滿足工藝升溫要求,大量煙氣帶走大量熱,從而使加熱區(qū)溫度不升,同時“大量下氣”,容易造成火道過燒,還直接影響到炭素制品的焙燒質(zhì)量的均勻性,而且排煙系統(tǒng)形成大量揮發(fā)分所凝結(jié)的焦油和灰渣結(jié)合的混合物,清理困難還容易引起煙道著火,引發(fā)安全事故。
2.2 焙燒預(yù)熱區(qū)控制優(yōu)化方案及效果
通過現(xiàn)場人員與技術(shù)專家的配合,考慮到焙燒預(yù)熱區(qū)揮發(fā)分的燃燒直接關(guān)系到焙燒能耗、質(zhì)量及環(huán)保指標(biāo),但當(dāng)前卻缺乏對預(yù)熱區(qū)火道內(nèi)燃燒狀況的采集和分析手段,缺少有效的預(yù)熱區(qū)揮發(fā)分監(jiān)測及溫度控制方法。其它廠常采用的是煙氣分析和人工觀察相結(jié)合的方法,這種方法存在的問題是影響因素多,受人工經(jīng)驗影響大,調(diào)整控制不及時,影響炭素制品焙燒質(zhì)量。
通過上述分析,決定采用新型測溫測壓燃燒控制架解決。新型測溫測壓燃燒控制架采用預(yù)熱區(qū)揮發(fā)分監(jiān)測及溫度控制新技術(shù),通過在現(xiàn)有焙燒爐火焰控制系統(tǒng)功能基礎(chǔ)上,在預(yù)熱區(qū)增加一套檢測控制裝置,通過插入火道中的測溫元件實時監(jiān)測預(yù)熱區(qū)溫度,通過與插入火道中的取壓管連接的壓力變送器實時監(jiān)測預(yù)熱區(qū)火道負(fù)壓,并通過專業(yè)設(shè)備監(jiān)測火道內(nèi)揮發(fā)分燃燒情況,在該裝置的控制下,在一定的負(fù)壓范圍內(nèi),通過調(diào)整排煙架風(fēng)門開度,來控制火道溫度,當(dāng)負(fù)壓達(dá)到范圍限值時,預(yù)熱區(qū)溫度還未達(dá)到目標(biāo)值時,則通過插入火道中的帶點火、火檢的自吸式脈沖燃燒器,實現(xiàn)預(yù)熱區(qū)火道按照工藝設(shè)定溫度曲線升溫的目的。由于設(shè)有安全火檢,保證了天然氣不燃燒自動關(guān)閉燃?xì)忾y,大大提高了燃?xì)獾娜紵踩?自吸式脈沖燃燒器可以在焙燒爐火道缺氧的條件下,通過射吸的原理有效補(bǔ)充燃燒所需氧氣,從而逐步提升預(yù)熱區(qū)溫度。經(jīng)過炭素廠焙燒車間長期使用情況來看,上述新技術(shù)應(yīng)用后,電捕焦油器所收集的焦油明顯減少,排煙架執(zhí)行器“掛油”情況明顯改善。該方案的應(yīng)用在線實時、準(zhǔn)確地對焙燒爐預(yù)熱區(qū)溫度實施有效控制,從而保證預(yù)熱區(qū)焙燒工藝溫度曲線的順利執(zhí)行,有效改善現(xiàn)有焙燒爐預(yù)熱區(qū)溫度控制效果,提高焙燒產(chǎn)品質(zhì)量,降低天然氣消耗。
3 質(zhì)量跟蹤系統(tǒng)在預(yù)焙陽極焙燒生產(chǎn)上的應(yīng)用
炭素生產(chǎn)信息化建設(shè)是未來炭素廠重點發(fā)展方向,而形成數(shù)字化生產(chǎn)管理體系是其不可或缺的基礎(chǔ)。因此,我們嘗試將質(zhì)量跟蹤系統(tǒng)應(yīng)用到焙燒生產(chǎn)管理過程中,在焙燒自動控制系統(tǒng)的基礎(chǔ)上,將所有關(guān)系到焙燒過程質(zhì)量控制的數(shù)據(jù)信息與化驗分析系統(tǒng)連成網(wǎng)絡(luò),建立數(shù)據(jù)共享平臺。
炭素廠焙燒車間質(zhì)量跟蹤系統(tǒng)應(yīng)用過程中,通過引入化驗分析數(shù)據(jù),進(jìn)行生產(chǎn)過程質(zhì)量跟蹤和質(zhì)量控制。通過對每批次制品數(shù)據(jù)的分析匯總,完成質(zhì)量監(jiān)測、質(zhì)量報警、質(zhì)量分析的功能,實現(xiàn)產(chǎn)品生產(chǎn)質(zhì)量的實時控制和事后分析。
該系統(tǒng)由兩級管控網(wǎng)絡(luò)系統(tǒng)組成,分為管理層和現(xiàn)場控制層。管理層實現(xiàn)整個炭素生產(chǎn)過程中各工序所有實時過程數(shù)據(jù)、化驗室分析數(shù)據(jù)、檢斤數(shù)據(jù)、視頻監(jiān)控數(shù)據(jù)的共享及控制。在此網(wǎng)絡(luò)平臺上,實現(xiàn)生產(chǎn)工藝及指標(biāo)的優(yōu)化、生產(chǎn)關(guān)鍵工藝技術(shù)參數(shù)實時調(diào)整、生產(chǎn)工藝控制參數(shù)追溯分析,并通過對過程數(shù)據(jù)、化驗數(shù)據(jù)及檢斤數(shù)據(jù)等信息的分析,實現(xiàn)對現(xiàn)場控制層控制參數(shù)的調(diào)整。
現(xiàn)場控制層是各種生產(chǎn)信息的來源。各種生產(chǎn)工藝、生產(chǎn)設(shè)備運行情況,通過現(xiàn)場控制器,利用現(xiàn)場總線進(jìn)行通訊,完成現(xiàn)場設(shè)備檢測和控制。通過對焙燒現(xiàn)場燃燒情況的監(jiān)控,進(jìn)行手動/自動的調(diào)節(jié)控制,優(yōu)化溫升速率、焙燒溫度場的控制等,實現(xiàn)焙燒炭塊質(zhì)量指標(biāo)的均一性。2019年對炭素廠焙燒車間現(xiàn)場控制軟件進(jìn)行升級,升級后界面更加簡潔清晰,功能更加完善,操作更加合理,并且在原有智能燃燒控制算法的基礎(chǔ)上,綜合了整個火焰系統(tǒng)的燃燒情況,不但可以智能調(diào)整各火道的溫升情況,還可以通過整個火焰系統(tǒng)的聯(lián)控來實現(xiàn)燃燒控制下的均質(zhì)化生產(chǎn)。
同時,在應(yīng)用后的平臺上開發(fā)了手機(jī)APP,實現(xiàn)將焙燒爐實時數(shù)據(jù)、歷史數(shù)據(jù)、化驗指標(biāo)、能耗數(shù)據(jù),實時傳輸給用戶。通過設(shè)立不同的用戶級別,使管理人員和操作人員通過手機(jī)遠(yuǎn)程實時了解焙燒爐工藝變化,掌握焙燒爐運行情況,為管理及安排生產(chǎn)提供了很好的工具。
從上述炭素廠焙燒車間使用效果看,質(zhì)量跟蹤系統(tǒng)通過整合生產(chǎn)過程控制信息和質(zhì)量化驗分析信息,可集中有效地監(jiān)督管理和控制整個炭素焙燒從生塊直至最終制品性能指標(biāo)的關(guān)鍵工藝參數(shù),進(jìn)而保障整個炭素焙燒生產(chǎn)過程穩(wěn)定可靠運行,達(dá)到保質(zhì)降本的目標(biāo)。
4 技改應(yīng)用效果
通過幾種技術(shù)在炭素廠焙燒車間焙燒爐的綜合應(yīng)用后效果明顯。在保證陽極制品溫度的前提下,有效降低了火道最終焙燒溫度,使天然氣充分燃燒、熱量合理利用,避免了火道局部過燒及燃燒不完全的現(xiàn)象,陽極制品合格率、一級品率同步提升,同時焙燒爐月度單耗明顯降低。技改應(yīng)用前后炭素廠焙燒爐火道最終溫度、陽極制品溫度及月度單耗對比數(shù)據(jù)如表2、表3所示。

表2 改造前焙燒爐數(shù)據(jù)

表3 改造后焙燒爐數(shù)據(jù)
5 結(jié) 語
綜上所述,變周期燃燒控制方式是有效降低焙燒爐火道過燒、延長焙燒爐使用壽命,實現(xiàn)經(jīng)濟(jì)運行的有效途徑。預(yù)熱區(qū)智能控制技術(shù)是焙燒爐有效利用揮發(fā)分、減少煙氣中焦油量,消除生產(chǎn)安全隱患的有效方式。質(zhì)量跟蹤系統(tǒng)應(yīng)用是焙燒生產(chǎn)過程精細(xì)化、智能化管理進(jìn)行的有效嘗試。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(shù)(2018年2期)2018-12-09 09:00:52
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
當(dāng)代化工研究(2016年9期)2016-03-20 16:22:15
汽車觀察(2016年3期)2016-02-28 13:16:26
中國資源綜合利用(2016年2期)2016-01-22 07:27:41