硬質(zhì)合金刀具前刀面粘結(jié)破損形貌的自由能分析
2021-04-02 00:54:46鄭敏利陳保良陳金國(guó)
機(jī)械設(shè)計(jì)與制造 2021年3期
關(guān)鍵詞:模型
鄭敏利 ,陳保良 ,陳金國(guó) ,2,張 為
(1“.哈爾濱理工大學(xué)高效切削及刀具”國(guó)家地方聯(lián)合工程重點(diǎn)實(shí)驗(yàn)室,黑龍江 哈爾濱 150080;2.莆田學(xué)院機(jī)電工程學(xué)院,福建 莆田 351100)
1 引言
2.25CrlMo0.25V 鋼是常見(jiàn)的難加工材料,由于其具有高硬度、加工硬化嚴(yán)重、熱導(dǎo)率低、材料親和性大、含有硬質(zhì)點(diǎn)等特點(diǎn),切削時(shí)刀具粘結(jié)破損嚴(yán)重。國(guó)內(nèi)外很多學(xué)者對(duì)刀具粘結(jié)破損進(jìn)行了研究。文獻(xiàn)[1]在仿真分析與試驗(yàn)分析的基礎(chǔ)上對(duì)極端重載切削條件下刀-屑粘結(jié)失效進(jìn)行分析,發(fā)現(xiàn)切削區(qū)域的波動(dòng)熱-機(jī)械耦合是引起刀-屑粘結(jié)失效的主要因素。同時(shí)從原子間的擴(kuò)散和再結(jié)晶的角度研究切削2.25CrlMo0.25V 鋼時(shí)刀-屑間的粘焊破損機(jī)理,并指出選用超細(xì)晶粒硬質(zhì)合金刀具是解決粘刀問(wèn)題的途徑之一。以研究刀-屑粘結(jié)形成實(shí)質(zhì)為目的,在元素?cái)U(kuò)散試驗(yàn)的基礎(chǔ)上對(duì)硬質(zhì)合金刀具粘結(jié)破損機(jī)理進(jìn)行研究與分析。在粘結(jié)破損試驗(yàn)的基礎(chǔ)上,建立了溫度與粘結(jié)破損深度之間的數(shù)學(xué)理論模型,分析溫度與粘結(jié)破損之間的關(guān)系。從溫度的角度對(duì)銑刀片溫度場(chǎng)進(jìn)行有限元分析,通過(guò)對(duì)溫度場(chǎng)的模糊綜合評(píng)判,預(yù)測(cè)了波形刃銑刀片抗粘結(jié)破損的優(yōu)越性能[1-5]。文獻(xiàn)[6]應(yīng)用有限元分析法分析了粘結(jié)破損時(shí)熱—力耦合后的等效合成應(yīng)力,并指出改變槽型是提高抗粘結(jié)破損的有效方法。同時(shí)分析了不同條件下粘結(jié)破損的發(fā)生情況,揭示了銑刀片發(fā)生粘結(jié)破損的主要原因[6-7]。Slter 和Gulpak 建立了熱通量分布回歸模型,通過(guò)正交實(shí)驗(yàn)發(fā)現(xiàn)刀具的粘結(jié)破損絕大多數(shù)發(fā)生在高溫高壓的環(huán)境下,并且熱通量不僅取決于熱量值,也取決于切削過(guò)程中的切削速度和切削深度[8]。這些研究都證實(shí)了硬質(zhì)合金刀具與切屑之間發(fā)生粘結(jié)破損的條件是復(fù)雜的,切削過(guò)程中力-熱溫度耦合作用是影響硬質(zhì)合金刀具粘結(jié)破損的重要因素。
在切削加工過(guò)程中,粘結(jié)破損是一種非正常的磨損。對(duì)粘結(jié)破損進(jìn)行研究,就是對(duì)非平衡態(tài)和不可逆過(guò)程進(jìn)行分析,為了延伸經(jīng)典熱力學(xué)的概念和方法,使其能夠用于研究分析非平衡態(tài)和不可逆過(guò)程,需要對(duì)經(jīng)典熱力學(xué)做出一些假設(shè)。因此用熱力學(xué)理論和方法對(duì)其進(jìn)行研究是合理可行的。國(guó)內(nèi)外不少學(xué)者從吉布斯自由能的角度對(duì)材料的熱變形與磨損進(jìn)行研究。文獻(xiàn)[9]利用吉布斯自由能判據(jù)分析硬質(zhì)合金刀具在切削過(guò)程中擴(kuò)散反應(yīng)的發(fā)生規(guī)律,發(fā)現(xiàn)WC 含量較多的硬質(zhì)合金刀具更適合于高速切削,在一定程度上減輕刀具的擴(kuò)散磨損。文獻(xiàn)[10]針對(duì)涂層刀具切削性能和失效機(jī)理進(jìn)行研究,利用吉布斯自由能函數(shù)計(jì)算可涂層刀具材料和鎳基合金在切削過(guò)程中可能發(fā)生的反應(yīng),結(jié)果表明刀具材料和工件材料在切削過(guò)程中都有不同程度的氧化反應(yīng),刀具材料組份和鎳基合金基體元素Ni 在800K 不會(huì)發(fā)生化學(xué)反應(yīng),相容性較好。文獻(xiàn)[11]基于不可逆過(guò)程熱力學(xué)的基本理論,建立了固體損傷理論,為從熱力學(xué)角度研究刀具磨損破損提供了的基礎(chǔ)。文獻(xiàn)[12-14]在拉格朗日-吉布斯理論基礎(chǔ)上提出均勻、各向同性有限熱變形本構(gòu)理論,并指出自由能不等式外部場(chǎng)僅存在于空間C 的有限區(qū)域中,文獻(xiàn)[15]利用粒狀材料吉布斯自由能來(lái)確定梯度內(nèi)的數(shù)量,解決了平衡狀態(tài)下粒狀介質(zhì)連續(xù)模型的可積性問(wèn)題。文獻(xiàn)[16]運(yùn)用改進(jìn)的吉布斯準(zhǔn)化學(xué)模型,精確計(jì)算了鋼液中溶質(zhì)的吉布斯自由能。文獻(xiàn)[17]建立了TiC 涂層反應(yīng)和切削過(guò)程中物質(zhì)相變的自由能模型,運(yùn)用Matlab 軟件分析了TiC 涂層自由能變化與溫度曲線。目前,相關(guān)學(xué)者在自由能的研究方面較少涉及到刀具的粘結(jié)破損,應(yīng)用熱力學(xué)理論,建立刀-屑接觸區(qū)熵變、焓變的理論模型,并將其進(jìn)行整合建立刀-屑接觸區(qū)粘結(jié)自由能理論模型。結(jié)合實(shí)驗(yàn)數(shù)據(jù),將理論模型的計(jì)算結(jié)果進(jìn)行數(shù)據(jù)擬合,在不同切削參數(shù)的條件下,分析粘結(jié)自由能和刀具粘結(jié)破損之間的關(guān)系,在自由能的角度對(duì)刀具的粘結(jié)破損進(jìn)行研究。
2 粘結(jié)自由能模型的建立
2.1 刀-屑接觸區(qū)熵理論模型
熵在熱力學(xué)中是反應(yīng)物質(zhì)系統(tǒng)混亂度的一種物理量,能夠反映熱量傳遞的方向。熵與能量在空間中分布的均勻程度有關(guān),熵越大,能量分布越均勻。在金屬切削過(guò)程中,刀具會(huì)受到較高的機(jī)械應(yīng)力、熱應(yīng)力和熱沖擊。在這種力-熱耦合的作用下,刀-屑接觸區(qū)發(fā)生粘結(jié)破損。同時(shí)在刀具與工件組成的系統(tǒng)中,能量隨著切削過(guò)程的進(jìn)行是不斷變化的。因此,熵可以用來(lái)描述硬質(zhì)合金刀具切削2.25Cr1Mo0.25V 時(shí)刀-屑粘結(jié)破損的程度及粘結(jié)破損進(jìn)行的方向。同時(shí),熵也是自由能模型組成的一部分,其基本定義式為:

式中:J—熱力學(xué)流(J);
X—熱力學(xué)力(N)。
由于粘結(jié)破損發(fā)生在刀具前刀面,因此需要對(duì)第一變形區(qū)的剪切面進(jìn)行受力分析,第一變形區(qū)剪切面受力圖,如圖1 所示。分析后可得前刀面的摩擦力Fγ的表達(dá)式為:

單位時(shí)間內(nèi)切削金屬產(chǎn)生摩擦功Pλ表達(dá)式:

式中:vc—切屑沿前刀面流出速度(m/s)。
將單位時(shí)間內(nèi)切削金屬產(chǎn)生的摩擦功定義為熱力學(xué)流J,前刀面的摩擦力Fγ定義為熱力學(xué)力X,則可以建立出單位時(shí)間內(nèi)刀-屑接觸區(qū)熵理論模型為:

式中:β—摩擦角(°);γ0—刀具前角(°);φ—剪切角(°)。
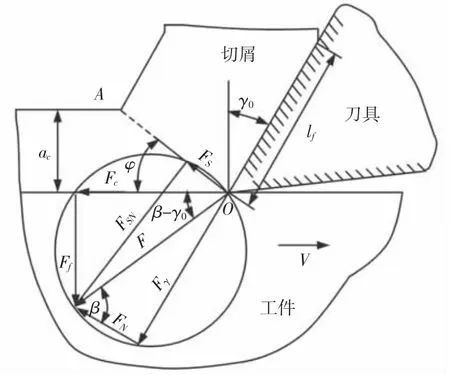
圖1 第一變形區(qū)剪切面受力圖Fig.1 Force Diagram of the Shear Plane of the First Deformation Zone
2.2 刀-屑接觸區(qū)焓理論模型
焓是表征物質(zhì)系統(tǒng)能量的狀態(tài)參數(shù),是由狀態(tài)參數(shù)壓力P與體積V的乘積以及系統(tǒng)內(nèi)能U組成的復(fù)合量。焓本身是一個(gè)客觀存在的狀態(tài)參數(shù),是一個(gè)具有能量屬性的狀態(tài)參數(shù)。系統(tǒng)的焓變與路徑無(wú)關(guān),只與系統(tǒng)的始末狀態(tài)有關(guān)。并且焓也是自由能模型組成的一部分,其基本定義式為:

式中:U—系統(tǒng)內(nèi)能(J);P—系統(tǒng)壓力(MPa);V—系統(tǒng)體積(m3)。
硬質(zhì)合金刀具切削2.25CrlMo0.25V 時(shí),隨著刀-屑接觸區(qū)的內(nèi)能的動(dòng)態(tài)變化,前刀面的粘結(jié)破損體積也在發(fā)生變化。刀-屑接觸區(qū)的內(nèi)能由三部分構(gòu)成:切屑與前刀面相互摩擦產(chǎn)生的熱量、剪切滑移區(qū)剪切產(chǎn)生的熱量和后刀面與已加工表面相互摩擦產(chǎn)生的熱量。單位時(shí)間內(nèi)各區(qū)產(chǎn)生熱量的表達(dá)式為:
式中:Qc—前刀面接觸區(qū)產(chǎn)生的熱量(J);
Qs—剪切區(qū)產(chǎn)生的熱量(J);
Qf—后刀面接觸區(qū)產(chǎn)生的熱量(J);
vs—剪切面的剪切速度(m/s);
Fs—剪切力(N);
Ff—后刀面摩擦力(N);
Fc—主切削力(N)。
刀-屑接觸區(qū)內(nèi)能的表達(dá)式為:

則刀具前刀面接觸區(qū)焓的表達(dá)式為:

式中:λs—剪切區(qū)熱流比;λc—前刀面接觸區(qū)熱流比;λf—后刀面接觸區(qū)熱流比;Af—刀-屑接觸區(qū)面積(mm2)。
2.3 刀-屑接觸區(qū)粘結(jié)自由能理論模型
自由能是能夠表征系統(tǒng)狀態(tài)的狀態(tài)函數(shù),系統(tǒng)的自由能隨著體系狀態(tài)的變化而變化。自由能在不同的應(yīng)用領(lǐng)域具有不同的含義。硬質(zhì)合金刀具切削2.25Cr1Mo0.25V 時(shí),刀-屑接觸區(qū)的自由能絕對(duì)值可以反映刀-屑接觸區(qū)中粘結(jié)破損驅(qū)動(dòng)力的大小,從而反映前刀面的粘結(jié)破損程度。刀-屑接觸區(qū)粘結(jié)破損自由能函數(shù)的表達(dá)式為:

式中:U—刀-屑接觸區(qū)內(nèi)能(J);P—刀-屑接觸區(qū)正壓力(MPa);V—粘結(jié)破損體積(m3);T—刀-屑接觸區(qū)溫度(K);H—刀-屑接觸區(qū)焓變(J);S—刀-屑接觸區(qū)熵變(J)。
將熵、焓理論模型進(jìn)行整合推導(dǎo),可得出刀-屑接觸區(qū)粘結(jié)自由能理論模型:
3 粘結(jié)破損實(shí)驗(yàn)
3.1 實(shí)驗(yàn)材料與設(shè)備
實(shí)驗(yàn)刀具采用硬質(zhì)合金YT15 方刀片,工件為2.25CrlMo0.25V鋼,工件規(guī)格為圓棒料,車(chē)削加工,切削方式為干切削。實(shí)驗(yàn)過(guò)程中,對(duì)X、Y、Z軸三個(gè)方向的切削力和與刀屑溫度進(jìn)行采集,同時(shí)利用高速攝影機(jī)對(duì)粘結(jié)過(guò)程進(jìn)行實(shí)時(shí)拍攝。實(shí)驗(yàn)裝置,如圖2 所示。實(shí)驗(yàn)儀器設(shè)備,如表1 所示。
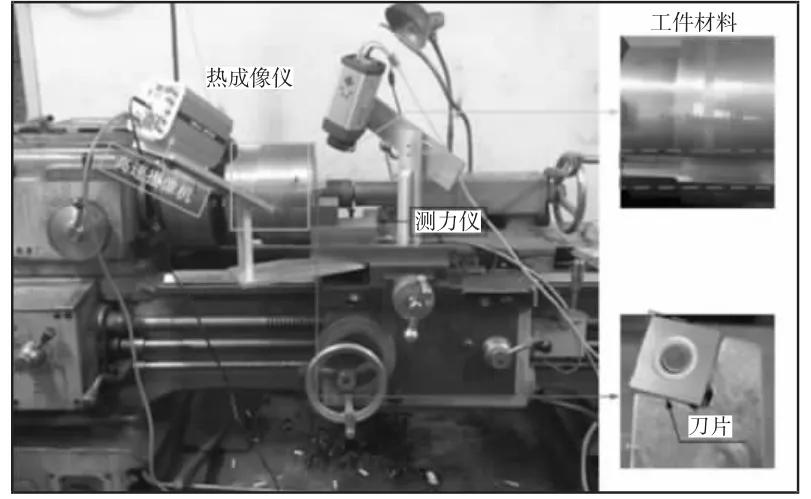
圖2 實(shí)驗(yàn)裝置示意圖Fig.2 Schematic Diagram of Experiment Device

表1 儀器設(shè)備信息Tab.1 Instruments and Models
3.2 實(shí)驗(yàn)方法與結(jié)果
為了獲取切削速度、進(jìn)給量和背吃刀量單個(gè)因素下刀具粘結(jié)破損形貌的數(shù)據(jù),進(jìn)行了單因素實(shí)驗(yàn),單因素實(shí)驗(yàn)分別測(cè)量了切削力、切削溫度、粘結(jié)體積、粘結(jié)深度和粘結(jié)面積。切削用量參數(shù)范圍,如表2 所示。利用超景深顯微鏡對(duì)切削后的刀片進(jìn)行粘結(jié)體積、粘結(jié)深度和粘結(jié)面積的測(cè)量。將測(cè)量獲取的粘結(jié)形貌數(shù)據(jù)與切削實(shí)驗(yàn)獲得的相應(yīng)數(shù)據(jù)進(jìn)行整合。實(shí)驗(yàn)獲得的數(shù)據(jù)結(jié)果,如表3~表5 所示。超景深顯微鏡,如圖3 所示。
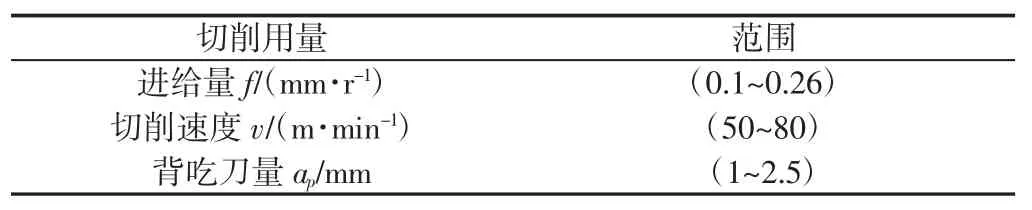
表2 切削用量取值范圍Tab.2 Range of Cutting Parameters
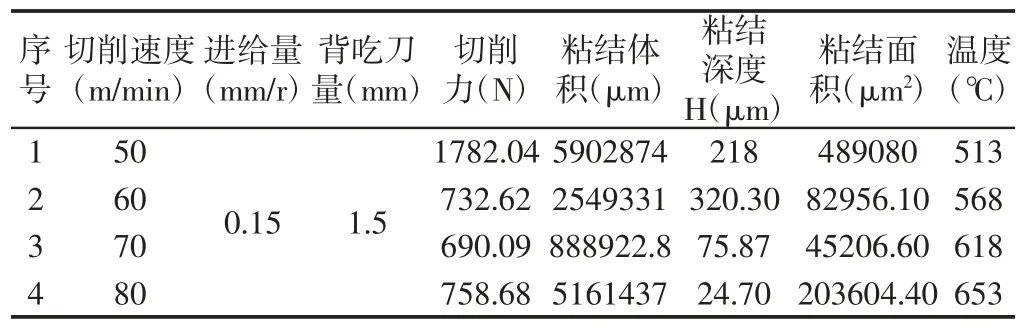
表3 不同切削速度下力、熱及粘結(jié)破損形貌實(shí)驗(yàn)結(jié)果Tab.3 Experimental Results of Force、Heat and Bond Breakage Morphology Under Different Speed
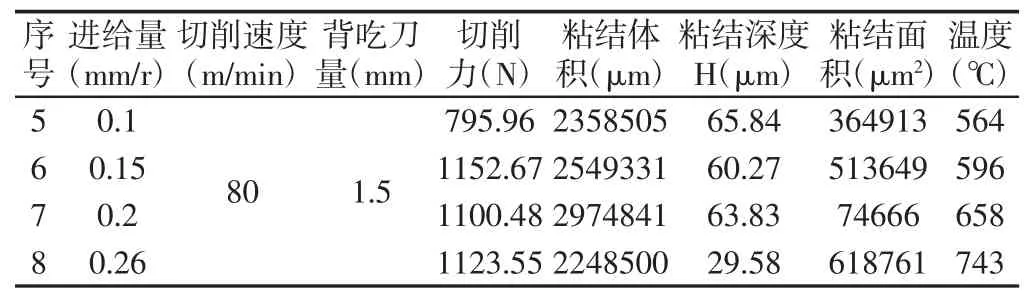
表4 不同進(jìn)給量下力、熱及粘結(jié)破損形貌實(shí)驗(yàn)結(jié)果Tab.4 Experimental Results of Force、Heat and Bond Breakage Morphology Under Different Feed
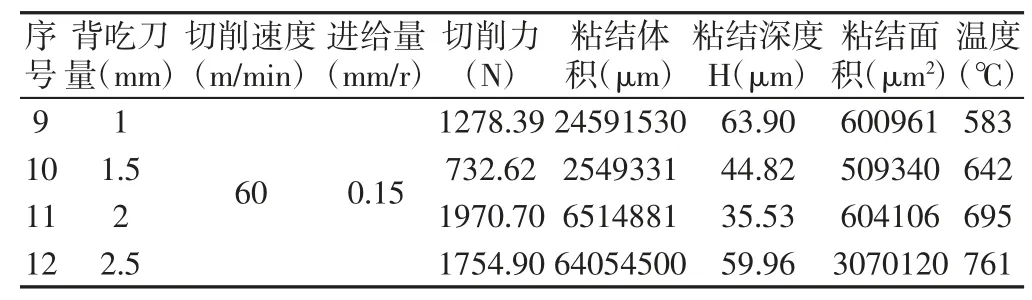
表5 不同背吃刀量下力、熱及粘結(jié)破損形貌實(shí)驗(yàn)結(jié)果Tab.5 Experimental Results of Force、Heat and Bond Breakage Morphology Under Different Cutting Depth

圖3 超景深顯微鏡Fig.3 Optical Microscope with Large Depth of Field
4 粘結(jié)破損形貌的自由能分析
4.1 不同切削速度下粘結(jié)破損形貌自由能分析
粘結(jié)自由能的絕對(duì)值能夠反映粘結(jié)破損驅(qū)動(dòng)力的大小,粘結(jié)破損過(guò)程的驅(qū)動(dòng)力隨著粘結(jié)自由能絕對(duì)值的增大而增大,粘結(jié)破損驅(qū)動(dòng)力越大,粘結(jié)破損越容易發(fā)生或粘結(jié)破損越嚴(yán)重;粘結(jié)破損過(guò)程的驅(qū)動(dòng)力隨著粘結(jié)自由能絕對(duì)值的減小而減小,粘結(jié)破損驅(qū)動(dòng)力越小,粘結(jié)破損越不容易發(fā)生或粘結(jié)破損的程度越輕。
利用Matlab 軟件對(duì)不同切削參數(shù)下刀具粘結(jié)破損三維形貌自由能絕對(duì)值進(jìn)行分析,自由能隨切削速度的變化規(guī)律,如圖4所示。其中,在切削過(guò)程中不同切削速度的自由能,分析可知,自由能隨切削速度ν 先增大后減小,在ν=70 m/min 時(shí)自由能G達(dá)到最大值,之后自由能G呈現(xiàn)減小的趨勢(shì),粘結(jié)驅(qū)動(dòng)力越小,粘結(jié)破損量越小,前刀面粘結(jié)破損程度越輕,如圖4(a)所示。不同切削速度ν 和不同粘結(jié)面積S下自由能G的三維擬合曲面,由圖4(b)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨切削速度和粘結(jié)破損面積的增大呈現(xiàn)先增大后減小的趨勢(shì),且三維曲面呈U 型,自由能有最小值無(wú)最大值,如圖4(b)所示。不同切削速度ν 和不同粘結(jié)體積V下自由能G 擬合的三維曲面,由圖4(c)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨切削速度和粘結(jié)破損體積不斷增大的呈現(xiàn)出先增大后減小的變化,但變化率與圖4(b)比較相對(duì)平緩,且三維曲面呈S 型,自由能有最小值和無(wú)最大值,如圖4(c)所示。不同切削速度ν 和不同粘結(jié)破損深度H 下自由能G擬合的三維曲面,研究圖4(d)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨切削速度和粘結(jié)破損深度的增大呈現(xiàn)先增大后減小的變化,且三維曲面呈S型,自由能有最大值無(wú)最小值,如圖4(d)所示。
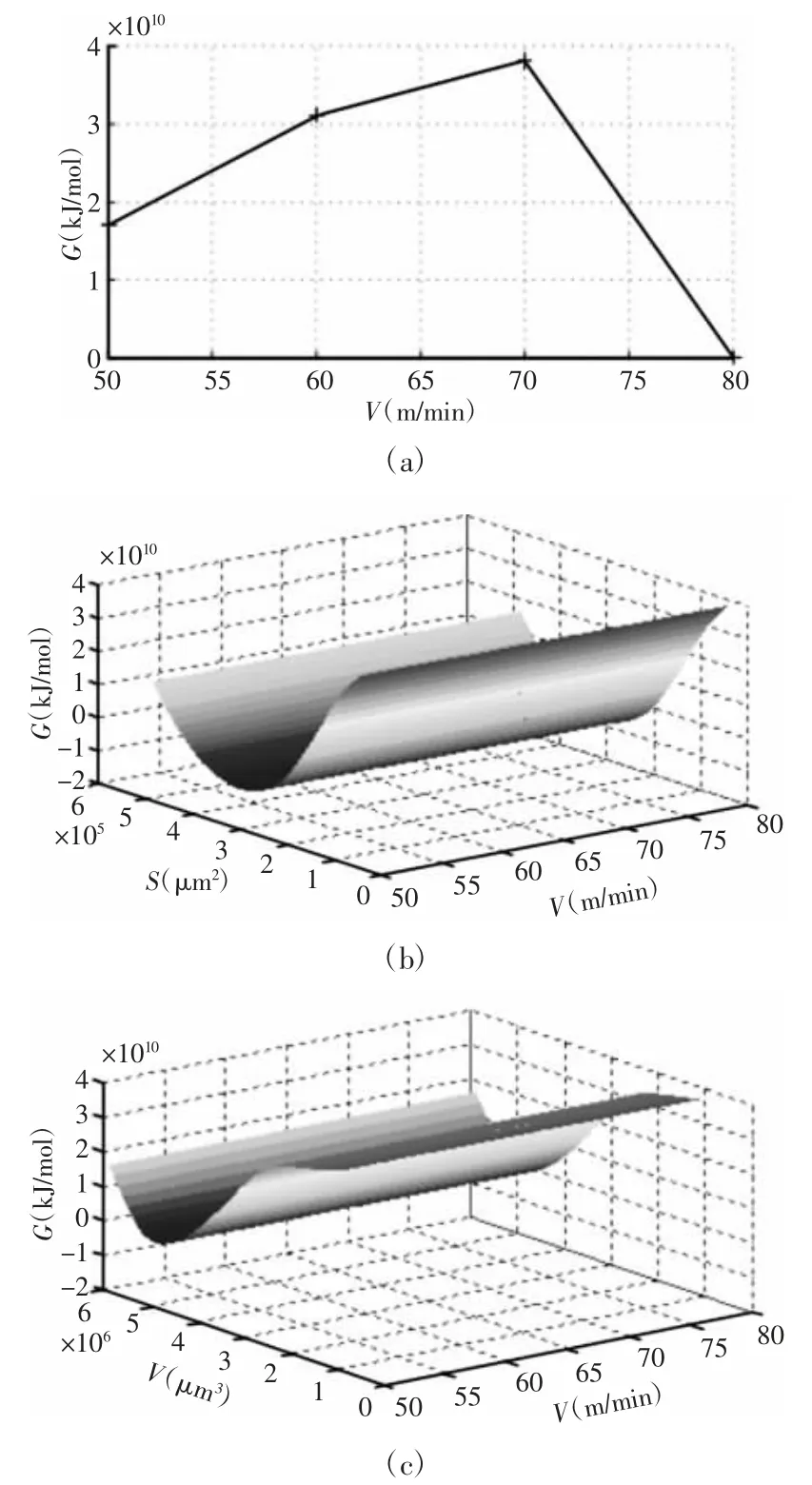
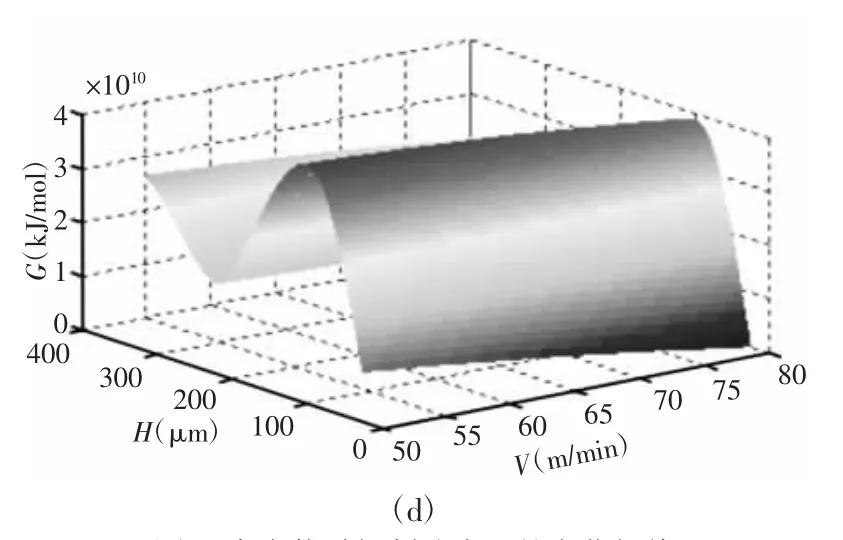
圖4 自由能隨切削速度ν 的變化規(guī)律Fig.4 The Variation Law Between Free Energy and Cutting Speed v
4.2 不同進(jìn)給量下粘結(jié)破損形貌自由能分析
自由能G隨進(jìn)給量f的變化規(guī)律,如圖5 所示。
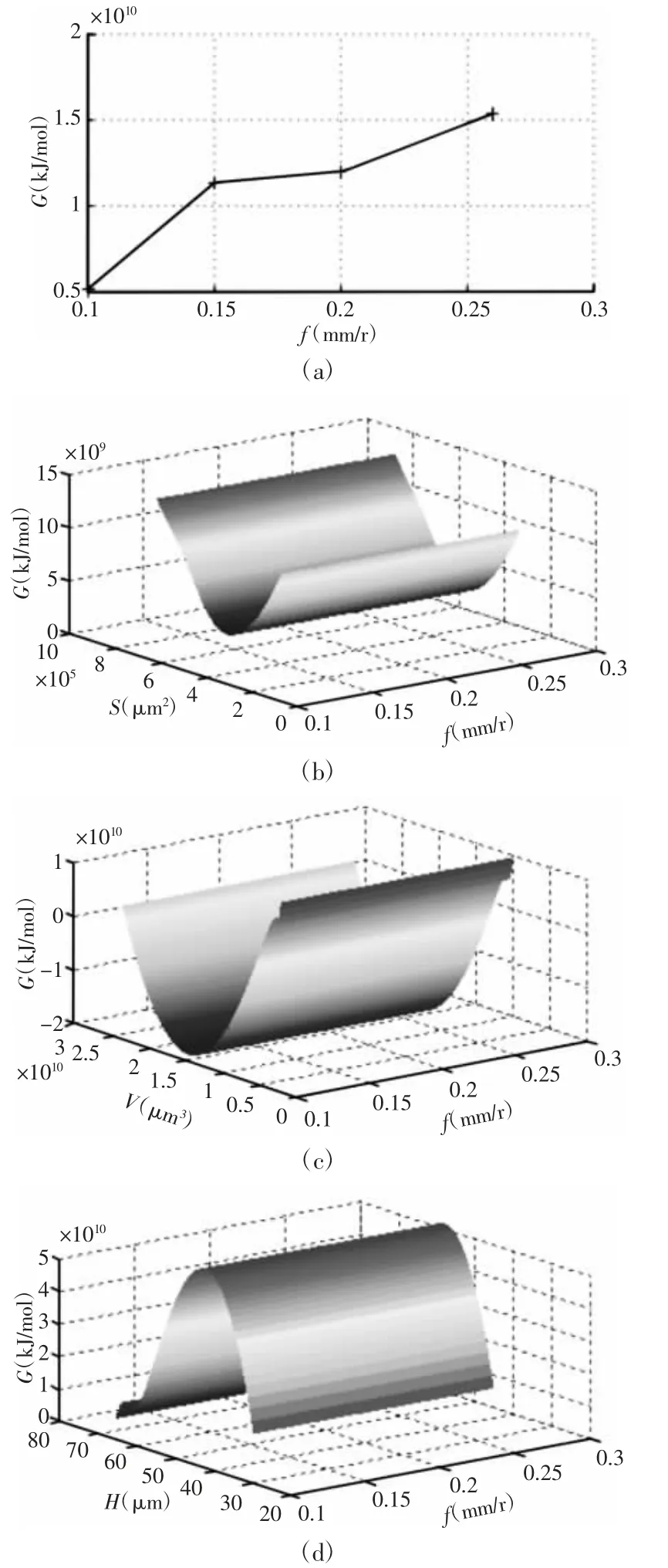
圖5 自由能隨進(jìn)給量f 的變化規(guī)律Fig.5 The Variation Law between Free Energy and Feed f
其中,在切削過(guò)程中不同進(jìn)給量f的自由能G,分析可知,自由能隨進(jìn)給量的增大而增大,粘結(jié)破損越嚴(yán)重,如圖5(a)所示。不同進(jìn)給量f和不同粘結(jié)面積S下自由能G的三維擬合曲面,由圖5(b)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能G隨進(jìn)給量f和粘結(jié)破損面積S的變化規(guī)律為先遞減后遞增,有最小值無(wú)最大值,且三維擬合曲面呈傾斜L型,如圖5(b)所示。不同進(jìn)給量f和不同粘結(jié)體積V下自由能G的三維擬合曲面,由圖5(c)研究發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨進(jìn)給量f和粘結(jié)破損體積V不斷增大呈現(xiàn)出先增大后減小的變化,但變化率與圖5(b)比較相對(duì)平緩,且三維擬合曲面呈U型,自由能有最小值和最大值,如圖5(c)所示。不同切削速度ν 和不同粘結(jié)破損深度H下自由能G擬合的三維曲面,研究圖5(d)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨切削速度和粘結(jié)破損深度的增大呈現(xiàn)先增大后減小的變化,且三維曲面呈弓型,自由能有最小值和最大值,如圖5(d)所示。粘結(jié)破損面積、粘結(jié)破損體積對(duì)自由能的影響是先促進(jìn)后抑制,粘結(jié)破損深度的影響與其相反。
4.3 不同背吃刀量下粘結(jié)破損形貌自由能分析
自由能G 隨背吃刀量ap的變化規(guī)律,如圖6 所示。其中,在切削過(guò)程中不同背吃刀量ap的自由能G,分析可知,自由能G隨背吃刀量ap的增大呈現(xiàn)出先減小后增大,如圖6(a)所示。不同背吃刀量ap和不同粘結(jié)面積S下自由能G的三維擬合曲面,由圖6(b)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能G隨背吃刀量ap和粘結(jié)破損面積S的變化規(guī)律為先遞減后遞增,有最小值無(wú)最大值,且三維擬合曲面呈U型,自由能G值最小時(shí)的粘結(jié)破損面積S為2×106μm2,如圖 6(b)所示。不同背吃刀量ap和不同粘結(jié)體積V下自由能G的三維擬合曲面,由圖6(c)研究發(fā)現(xiàn),刀-屑接觸區(qū)的自由能G隨背吃刀量ap和粘結(jié)破損體積V呈正相關(guān),自由能G無(wú)最大值和最小值,擬合曲面發(fā)散,如圖6(c)所示。不同背吃刀量ap和不同粘結(jié)破損深度H下自由能G的三維擬合曲面,研究圖6(d)可以發(fā)現(xiàn),刀-屑接觸區(qū)的自由能隨著背吃刀量ap和粘結(jié)破損深度H不斷增大呈現(xiàn)先增大后減小的變化,自由能G最大時(shí)的粘結(jié)破損深度為70μm,且三維曲面呈S型,自由能G有最大值無(wú)最小值,如圖6(d)所示。
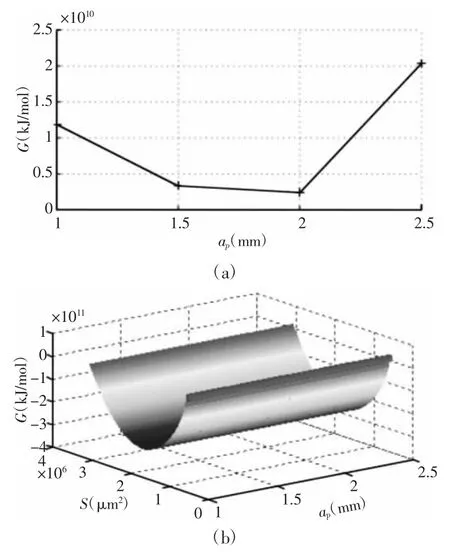
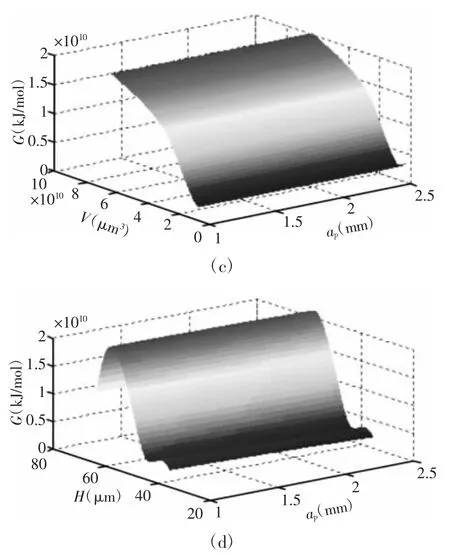
圖6 自由能隨背吃刀量ap 的變化規(guī)律Fig.6 The Variation Law Between Free Energy and Back Cutting Depth ap
5 結(jié)論
(1)以在自由能的角度對(duì)硬質(zhì)合金刀具粘結(jié)破損進(jìn)行研究為目的,在熱力學(xué)理論的基礎(chǔ)上建立了刀-屑接觸區(qū)的熵變、焓變理論模型,利用所建立的熵變、焓變模型,整合推導(dǎo)出了刀-屑接觸區(qū)的粘結(jié)自由能理論模型。
(2)利用單因素切削實(shí)驗(yàn)中獲取的粘結(jié)破損形貌的相關(guān)數(shù)據(jù),在自由能的角度對(duì)擬合的變化規(guī)律圖進(jìn)行分析,得出粘結(jié)破損在不同切削參數(shù)下的變化情況。結(jié)果表明,刀具前刀面接觸區(qū)具有不同的自由能和粘結(jié)破損形貌:自由能隨切削速度的增大呈現(xiàn)出先上升后下降的趨勢(shì),因此粘結(jié)驅(qū)動(dòng)力先增大后減小,接觸區(qū)表面粘結(jié)破損程度較輕;自由能隨進(jìn)給量增大而增大,粘結(jié)驅(qū)動(dòng)力隨之增大,接觸區(qū)粘結(jié)破損形貌較為嚴(yán)重;自由能隨背吃刀量增大呈現(xiàn)先減小后增大的趨勢(shì),粘結(jié)驅(qū)動(dòng)力先減小后增大,接觸區(qū)粘結(jié)破損最嚴(yán)重。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19