大尺寸熱壓機溫度和壓力的精確控制
2021-04-01 06:15:22孫紅杰李建云
工業加熱 2021年2期
孫紅杰,李建云
(1.西安航天動力試驗技術研究所,陜西 西安 710100; 2.西安航天弘發實業有限公司,陜西 西安 710100)
熱壓機是一種常見的工業設備,廣泛應用于橡膠、電力、電子、高鐵等多個行業。每個行業對產品尺寸、材質、性能及要求不同,對熱壓機設備的要求也有所不同。在電子及高鐵行業中,由于產品的特殊性,對熱壓機設備也提出了更高的要求。例如高鐵行業中生產復合母排用的熱壓機。
復合母排是由多層材料疊加而成,基層為厚度1~6 mm的導電材料(紫銅、黃銅或鋁合金),兩面覆蓋絕緣材料(薄膜、絕緣紙或環氧材料),將這些絕緣材料逐層疊合在導電材料上,就構成了一個多層復合結構的連接電路(如圖1所示)。

圖1 復合母排產品
1 設備簡介
復合母排熱壓機是復合母排行業的核心設備,其主要功能是將復合母排產品按工藝要求在設備上進行溫度和壓力的精確控制,使產品各層均勻粘接,性能達到產品規定的使用要求。
相比其他行業產品,復合母排行業產品不但尺寸較大,性能優良,而且對熱壓機設備的技術要求也更高,一般要求設備主要技術參數為
工作臺面粗糙度≤1.6 μm;
工作臺面平行度≤0.05 mm;
壓力控制精度≤2%;
壓力均勻度≤1%;
溫度控制精度±3 ℃;
溫度均勻度≤2 ℃。
隨著熱壓機工作臺面(熱板)尺寸的增大,這些技術參數越來越難以保證。當熱板長度尺寸超過1.5 m時,就必須在設計上采取有效的技術措施來保證技術參數。
2 技術措施
2.1 提高機械加工精度
當熱壓機熱板長度超過1.5 m時,一般熱壓機的熱板平面度、平行度、立柱導向精度等機械精度已不能滿足復合母排的工藝要求。為提高熱壓機的機械精度,移動工作臺和四個導向柱的強度需要同步加強。根據熱壓機的最大壓力,計算移動工作臺的最大變形量,原則上應控制在0.02 mm以內。導柱導套之間導向精度控制在0.02~0.05 mm。熱板安裝面平面度保證在0.02~0.03 mm,熱板上下面用大型平面磨床磨平,平面度0.01~0.02 mm。機械設計精度和加工工藝按有關標準執行,這里不再贅述。設備機械精度的提高,有利于保證產品熱壓時表面壓力均勻,溫度均勻,這是生產合格產品的基礎條件。
2.2 采用多個液壓缸同時推舉工作臺
由于工作臺面較大,如果采用一個液壓缸推舉工作臺,不但液壓缸直徑較大,而且會造成工作臺面受力不均勻,阻力大、易變形等問題。為保證工作臺受力均勻,減少變形,因此設計采用三個液壓缸,中間采用活塞雙作用液壓缸,兩邊采用柱塞單作用液壓缸(如圖2所示)。三個液壓缸缸徑相同,行程相同,采用同步閥控制,保證三個液壓缸同步升降。采用三個液壓缸能保證工作臺受力均勻,運行平穩,降低設備高度,減少機械變形,從而延長設備使用壽命。
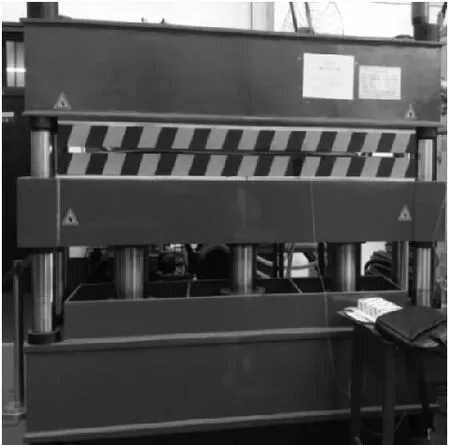
圖2 多缸推舉工作臺
2.3 采用雙進雙出密集流道結構
對于長度超過1.5 m的熱板,整個板面溫度的均勻度也不易保證。如果將加熱通道制作成單一通道,則通道較長,流阻較大,進油口和出油口距離較遠,會造成進油口和出油口溫差較大,不能滿足溫度均勻度的要求。為保證熱板溫度均勻,因此加熱通道采用雙進雙出密集流道結構(如圖3所示),兩個進油口設計在熱板中間,兩個出油口設計在熱板兩端,采用此種設計結構可大幅縮短加熱通道長度,減小進出油口的溫差。
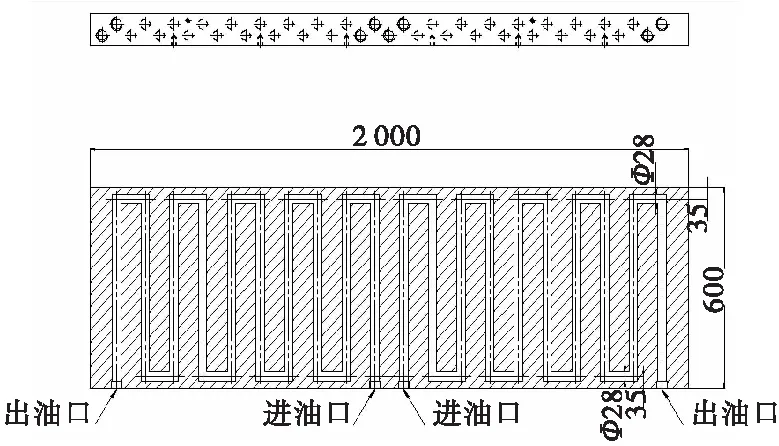
圖3 雙進雙出密集流道結構熱板
2.4 采用高精度比例溢流閥或伺服液壓系統
復合母排熱壓機對壓力精度要求較高,在熱壓過程中要求壓力波動范圍≤2%。為了實現對壓力的精確控制,建議采用高精度的流量比例溢流閥控制壓力精度。當油缸壓力掉壓達到設定壓力的2%時,高壓油泵和比例溢流閥啟動對油缸微量補壓,到達設定壓力值時,高壓油泵和比例溢流閥停止工作。可事先設定比例溢流閥的百分比,按設備要求的最小壓力流量比例來設定,保證小壓力工作時補壓過程中不會超壓。采用比例溢流閥,可精確控制熱壓機工作時的壓力精度,保證產品在恒壓下完成熱壓工藝。采用伺服液壓系統也可達到同樣的效果。
2.5 增加超壓卸荷系統
在熱壓機工作過程中存在一個現象:熱板升溫時,由于熱板和工件受熱發生體積膨脹,油缸壓力會出現不降反升的現象。如圖4所示,在升溫過程中,壓力出現超壓現象,隨著溫度逐漸穩定,壓力也會變得穩定。隨著熱板溫度的升高,油缸壓力會升高并超過設定壓力的2%,壓力設定越低這個現象就越嚴重。為解決這一問題,需要在液壓系統中增加超壓卸荷系統,當油缸壓力超過設定壓力的2%時,卸荷系統啟動工作并微量泄壓,到達設定壓力值時,卸荷系統停止工作。保證油缸壓力不會超過產品要求的使用壓力。
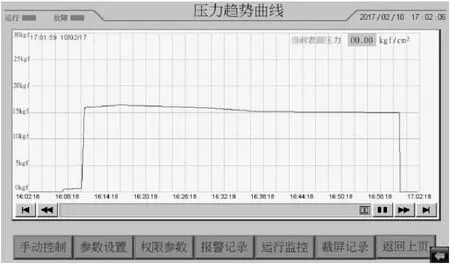
圖4 熱板膨脹引起壓力變化圖
2.6 采用加熱油間接加熱,可控硅控制油溫
目前熱壓機熱板常用的加熱方式有電加熱和導熱油加熱。
電加熱方式是直接將電熱管插入熱板上預先加工的孔中,電熱管通電對熱板直接加熱。電加熱方式優點是成本較低,缺點是加熱速度較慢,溫度精度及平穩性不易控制,且大功率加熱管的使用壽命較短,頻繁更換加熱管會影響生產效率和增加成本,因此電加熱方式在溫度精度要求較高的設備上不建議采用。
導熱油加熱是目前已知比較理想的加熱方式。導熱油加熱采用封閉式加熱循環系統,熱量損失小,熱效率較高,節能效果顯著。導熱油傳熱均勻,加熱時溫度變化小,可精確控制運行溫度,一般溫度可控制在±2 ℃以內,甚至可以達到±1 ℃。如圖5所示,中間線條為熱板溫度變化圖,直線部分表示溫度恒定,變化極小。導熱油具有良好的熱穩定性,不易揮發,不會腐蝕加熱系統,可以在規定的穩定內長期使用。導熱油加熱系統的運行費用和維修費用較低,可節約生產成本。
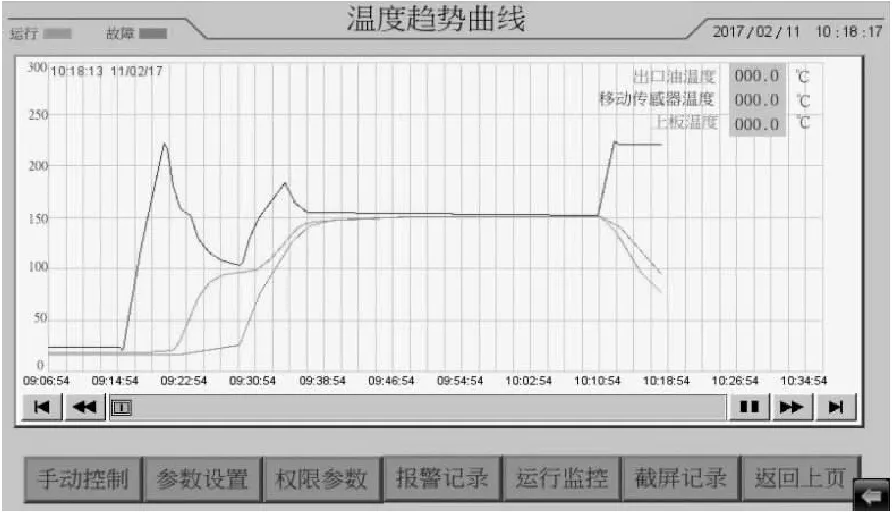
圖5 導熱油加熱 油溫及板溫變化圖
導熱油的溫度控制方式采用PID運算,可控硅控制,可控硅按百分比控制加熱功率,通過實時采集工作臺溫度不斷調節加熱功率,在接近目標溫度時按比例逐漸減小加熱功率,從而精確控制熱板的溫度。
3 小 結
工作臺長度尺寸1.5 m以上的熱壓機通過采取以上控溫控壓技術措施,可以實現對產品溫度和壓力更為精確的控制,工作臺面的壓力和溫度也更加均勻。由此種設備熱壓成型的產品表面均勻平整度高,一致性好,產品合格率顯著提高。圖6及圖7是專門為復合母排產品研制的高精度熱壓機外觀圖。

圖6 大尺寸熱壓機外觀圖1

圖7 大尺寸熱壓機外觀圖2