深孔鉆床的數控制造技術及深孔加工精度提升方法
2021-04-01 01:47:56金艷,齊威
農機使用與維修 2021年3期
金 艷,齊 威
(大連工業大學,遼寧 大連 116034)
0 引言
深孔加工在各個領域應用廣泛,尤其在汽車、工程機械、礦山機械、農業機械等領域的機械零件十分常見,傳統的深孔鉆床采用長鉆頭以人工控制機床的方式進行加工,加工過程中存在著精度不高、難度大等很多問題,使深孔零件的品質始終達不到設計的最佳要求。隨著數控技術的普及,先進的數控加工機床逐漸應用到機械生產中,傳統的深孔鉆床因不具備數控功能往往被閑置或淘汰,新購置的數控鉆床在結構和加工性能方面具有明顯的優勢,但也仍存在著傳統鉆床對深孔加工的部分難題,需要制造工藝和技術上的進一步改善。
1 深孔零件加工的難點分析
1.1 深孔加工的特點
深孔加工主要是針對普通的鉆孔加工方式而言的,相對于普通的鉆孔加工,深孔加工的孔深尺寸更大,通常為加工孔直徑的20~100倍或更大,深孔加工在傳統的機床上視孔深的不同采用不同的機床執行,對于孔深相對較小時,仍可采用搖臂鉆床進行加工,對于孔深超過孔徑的150倍或更深時,通常采用立式制造中心或增加相關輔助結構進行制造。
1.2 深孔加工的難點
(1)切屑排出問題。普通的孔加工鉆頭,采用普通的長距離螺旋排屑結構,這對于淺孔制造而言較為適宜,但在深孔加工過程中,由于鉆頭很長,深處加工時對金屬的切削產生的細屑不易排出,細屑的存在導致鉆頭變形,同時產生較大的摩擦阻力。
(2)散熱不良問題。一方面由于金屬細屑的集聚產生的摩擦阻力會引起加工溫度的升高,另一方面由于孔深較深,常規的冷卻液冷卻方式很難起到有效的輔助效果,由于冷卻液不能及時到達鉆頭的切削位置,導致加工過程散熱困難。
(3)鉆頭受力狀態不良。常規的鉆孔加工方式不能適應深孔加工的要求,其主要原因是當普通結構的鉆頭加工孔深超過自身直徑尺寸6倍以上時,鉆頭會受到較大的扭轉阻力,隨著加工深度的增加,金屬切削的能力逐漸減弱,扭矩的累計作用會導致鉆頭產生震顫問題,當深度進一步增加到鉆孔直徑的8~10倍以上時,在復雜的受力作用下,鉆頭損壞的概率不斷增加,若不采取適當的調整或處理,鉆頭將會折斷。
2 數控深孔零件鉆床加工技術
2.1 數控深孔鉆床的技術特點
數控深孔鉆床是在傳統的深孔制造技術和機械結構的基礎上發展而來的,其主要的特點是深孔制造的全自動化加工,這要求機床具備自動控制、檢測、程序編制等功能。數控深孔鉆床工作的核心部件是可編程控制器,通常是基于PLC技術實現的,技術人員可以針對深孔制造的特點輸入合理的程序控制數控鉆床進行深孔加工,程序編制內容包括了主軸轉速、鉆孔供給速度、打孔次數、加工坐標、鉆孔深度等信息,程序編制完成后,由主控制器控制機床主軸運動到適當位置,并執行縱向進給運動和切削、冷卻液的排除和供給。數控深孔鉆床相對于普通機械鉆床具有更全面的監測技術,有利于利用傳感器精確控制加工過程,減少鉆頭損壞等問題的發生概率。
2.2 設計合理的深孔加工工藝流程
深孔鉆床的加工需根據不同孔的制造要求設計多樣化的加工工藝路線,如圖1所示,為深孔加工流程設計參考,在程序執行的過程中,系統根據不同的加工過程、孔深、孔徑等特點,選擇合適的加工方案,并在此過程中進行執行程度的監控,對于執行過程可能出現的問題進行自動處理或返回上一工序重新加工,以確保深孔加工質量。
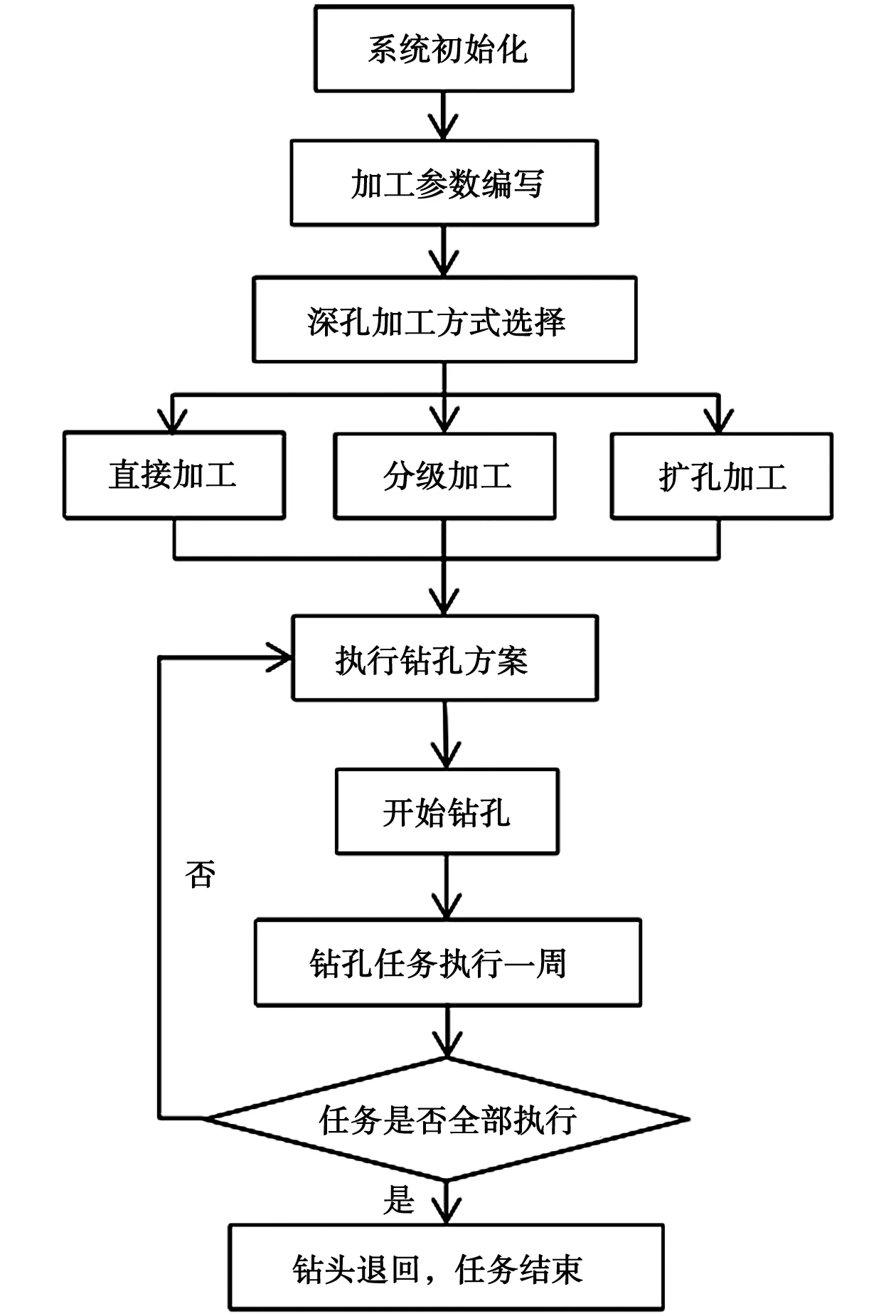
圖1 數控深孔加工流程設計
3 深孔加工精度提升方法
3.1 以多次加工代替一次成型
為減少深孔加工過程排屑不暢或受力不良問題,應采用多次加工的方式完成深孔制造過程,避免僅用一次或較少次數便完成深孔的制造,利用數控鉆床進行多次加工,相對于人工多次加工具有更好的質量保證,且有效降低深孔制造的難度。多次加工主要可從兩方面進行考慮,一是采用逐級加工的方式,即利用轉頭先加工指定深度的孔,通常深度為孔徑的5~6倍,暫停加工,清除鐵屑后補充冷卻液再繼續加工,直到深孔加工完成;二是在深孔位置預鉆粗加工孔,該孔徑適當小于圖紙孔徑,然后利用機床精加工深孔,改善加工過程的鉆頭受力情況,并減少切屑的產生量。
3.2 采用合理的排屑方案
合理選擇深孔制造專用鉆頭,現階段市場上銷售的深孔專用鉆頭依據鉆削加工的特性設計,有利于深孔排屑性能的提升,且合金鋼具有良好的散熱性能,由于特殊設計的形狀,如利用具有開放的凹槽結構的鉆頭加速切屑的排出速度,或利用寬型鉆槽提升排屑和冷卻效果。對于不采用分級鉆削加工或其他多次加工的形式下,還可考慮采用高壓冷卻液替代傳統冷卻液的輔助加工方法,由于高壓冷卻液在噴射過程中具有更高的流速,能保證冷卻液及時到達鉆頭切削位置,并具備一定的動能將金屬細屑沖出,實現鉆孔加工狀態的有效改善。此外,在進行深孔加工的過程中要盡量采用適當轉速和較小的進給量,確保深孔表面質量,并形成合理的切屑產生量與排出量比例。
3.3 注意避免深孔偏斜問題
由于深孔加工的特殊性,在加工過程中很難完全保證不產生偏斜問題,深孔偏斜問題會在一定程度影響機械零件的裝配精度。要避免深孔切削的偏斜問題,一方面應優化鉆頭的受力情況,對深孔加工零件表面進行適當的加工處理,使其具有良好的平整性,同時優化鉆頭的導向條件,采用較長的導向結構,使其在深孔切削過程的受力具有對稱性特點;另一方面,還要選擇剛性良好的鉆頭,減輕鉆頭在加工過程中的變形問題,提升深孔加工質量。
4 結語
數控深孔鉆床具有良好的深孔零件加工優勢,在機械制造過程中的精確度、制造效率方面相對于傳統人工操作機床加工提升明顯,在使用數控深孔鉆床加工深孔時,也必須要充分考慮加工工藝的合理性和刀具選擇的科學性,加工過程要確保能夠順利排屑和及時散熱,并優化鉆頭的受力狀態,確保深孔加工質量符合生產要求。