平板玻璃上下片機械手執行機構結構設計
2021-03-31 07:38:40華明明王文成石巖張鐵壁
河北農機 2021年1期
關鍵詞:分析
華明明 王文成 石巖 張鐵壁
1、河北省工業機械手控制與可靠性技術創新中心 2、滄州市工業機械手控制與可靠性技術創新中心3、河北科技師范學院 4、河北水利電力學院
引言
工業機械手現已廣泛應用在汽車、電子、半導體等行業的生產線上,已經成為自動化生產線上的重要組成部分[1,2]。機械手在生產線上有顯著的優勢,然而機械手在玻璃行業的應用較少,磨邊機的生產線自動化程度低,使用人工加工上下片玻璃,生產效率低,危險較高[3,4]。本論文設計的機械手可以自動完成上下料任務,快速定位,自動檢測,與磨邊機的對接方便穩定,提高了磨邊機的工作效率,代替人工,降低成本。
1 整體布局結構設計
根據平板玻璃輸送的工況要求,設計的機械手自動上下玻璃系統總體布局方案如圖1 所示,其主要由執行機構(抓取機構和翻轉機構)、平移機構、傳送機構、底架四部分組成。機械手的工作流程如下:抓取機構通過吸盤真空抓取待加工玻璃,然后經過平移、翻轉動作把待加工玻璃放到傳送機構上,傳送機構把玻璃準確送到磨邊機進行加工,加工完成的玻璃經過傳送機構、平移機構、執行機構放到指定位置。

圖1 總體布局方案示意圖
2 執行機構的結構設計
執行機構作為機械手的重要組成部分,是機械手完成指定動作的關鍵。機械手工作過程中,執行機構完成平移、翻轉、抓取玻璃動作,最后放到傳送機構上。執行機構結構圖如圖2 所示,其主要由大臂、小臂、翻轉架、軸承法蘭、軸、魚眼接頭、吸盤、真空發生器、雙層吸盤架組成。
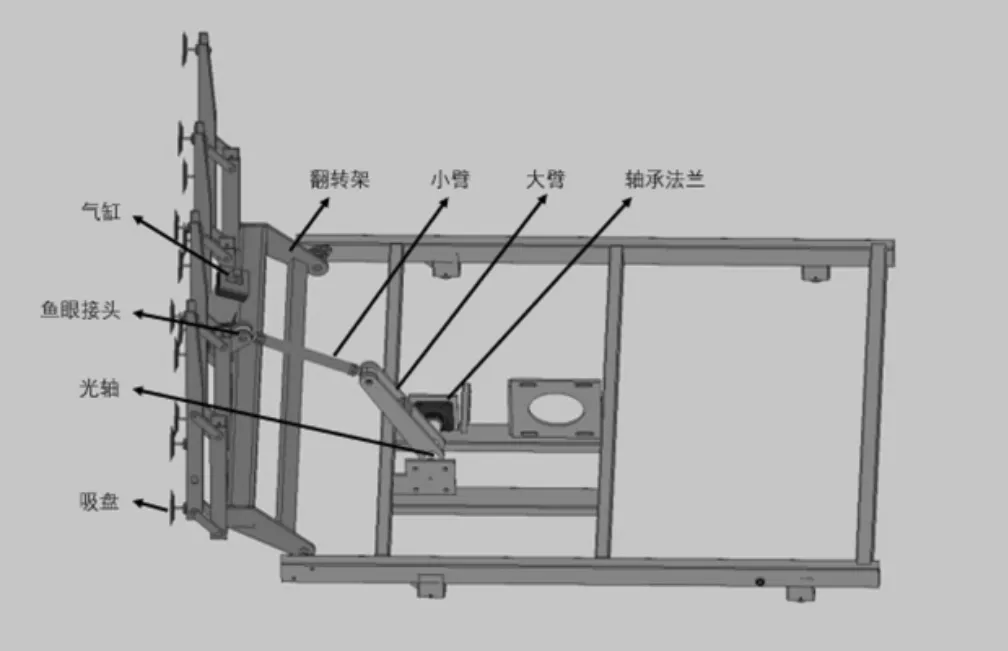
圖2 執行機構結構圖
3 基于Solidworks/Motion 的執行機構動力學分析
3.1 仿真模型創建
執行機構中形成的四桿機構是機械手的重要零部件,通過三維建模,并用Solidworks Motion 插件分析運動過程中四桿機構各支點的反作用力。首先對三維模型進行簡化,對各個零件進行材料指定,在大臂處添加旋轉馬達,使用數據點定義馬達,旋轉角度隨時間變化,0 秒到3 秒翻轉升,3 秒到6 秒翻轉降,然后添加豎直向下的引力,在吸盤架處添加豎直向下1000N 的力,均勻分布在吸盤架的表面,設定運動的時間為6s,從吸玻璃到放玻璃,即翻轉的整個過程,進行求解,得到四桿機構各支點的反作用力隨時間變化的曲線,如圖3 所示。
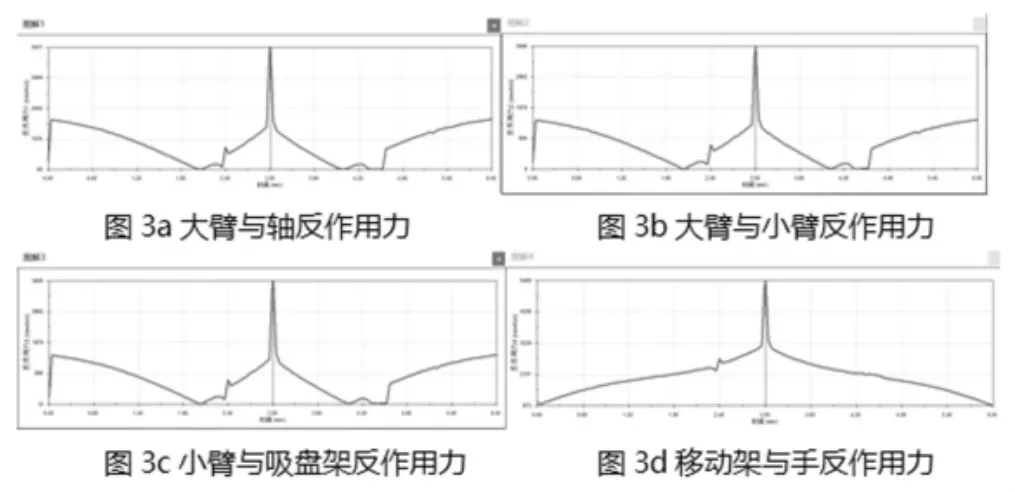
圖3 各支點反作用力隨時間變化曲線
3.2 受力最大時大臂應力仿真分析
通過對四桿機構各支點作用力和執行機構的結構分析,可以得知在3 秒時,機構受力最大,大臂是整體薄弱的零部件,使用剛柔耦合分析的方法,分析大臂在2.99 秒到3.01 秒運動過程所受到的應力、位移變化,應力和位移云圖如圖4 及圖5 所示。
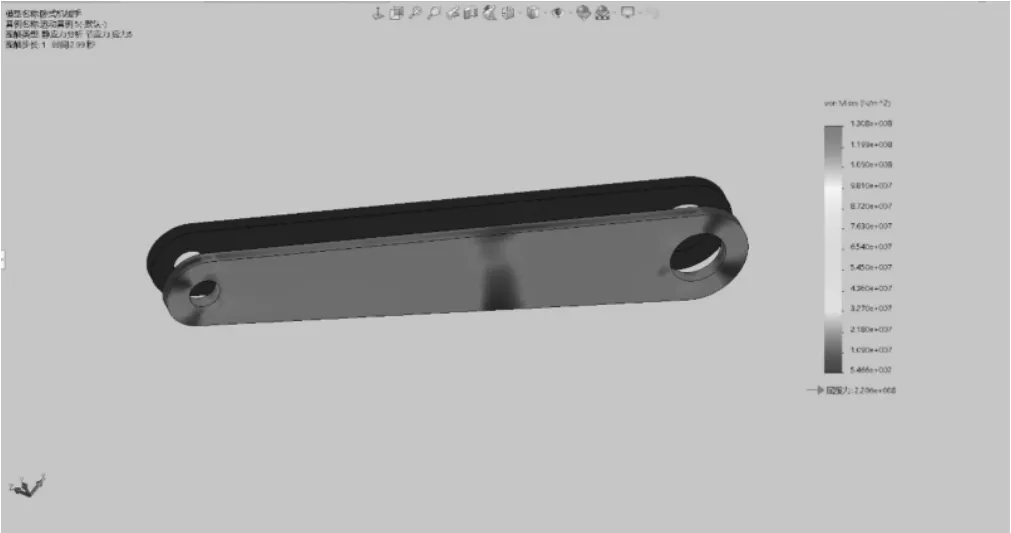
圖4 應力云圖

圖5 位移云圖
3.3 仿真結果分析
3 秒時,該執行機構和玻璃垂直于地面,此時四桿機構受力最大,分析該位置時大臂處應力云圖可以得到,最大應力分布在大臂與軸和大臂與小臂鉸接處,為1.308×108N/m2,使用的材料為普通碳鋼,其最大屈服力為2.206×108N/m2,結構強度設計滿足要求,由位移云圖可得,最大變形量為1.95mm,對整個大臂結構幾乎沒有影響,所以設計符合要求。
4 結論
設計了機械手結構并對其執行機構進行了動力學分析,結果表明,設計的機械手執行機構動作符合要求,通過仿真分析,執行機構處于3 秒時,其各部件受力最大,其中大臂受力最大,使用剛柔耦合分析的方法,得出大臂的應力云圖,數據表明,結構符合設計要求。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06