礦用自鎖式接鏈環(huán)齒型數(shù)控線切割加工工藝研究
2021-03-30 18:24:21蘇利斌
科技風 2021年8期
蘇利斌
摘 要:礦用自鎖式接鏈環(huán)是保證煤礦井下刮板輸送機正常運轉(zhuǎn)的關(guān)鍵零部件,要求具有良好的機械性能、足夠的強度和精確的齒型配合精度,因此其齒型加工工藝十分重要。針對礦用自鎖式接鏈環(huán)的特點,選擇數(shù)控線切割機床作為加工其齒型的主要設(shè)備,提出加工方案,并從加工設(shè)備、加工參數(shù)、加工前的工件及準備工作等方面進行工藝研究。
關(guān)鍵詞:數(shù)控線切割;礦用自鎖式接鏈環(huán);齒型加工工藝
數(shù)控線切割機床工作的原理是工件固定在工作臺支架上,按照程序指令工作臺絲杠帶動工作臺縱向、橫向移動,作為電極的金屬絲依靠脈沖火花放電蝕除金屬材料,切割成型。它具有許多傳統(tǒng)設(shè)備加工所不具有的優(yōu)點,其主要原因是數(shù)控線切割機床加工不受工件材料硬度和其他作用力的影響,能保證較高的加工精度和表面質(zhì)量,而數(shù)控線切割機床加工礦用自鎖式接鏈環(huán)齒型工藝很大程度上影響其質(zhì)量和使用壽命。
1 礦用自鎖式接鏈環(huán)齒型加工工藝分析
1.1 礦用自鎖式接鏈環(huán)零件圖分析
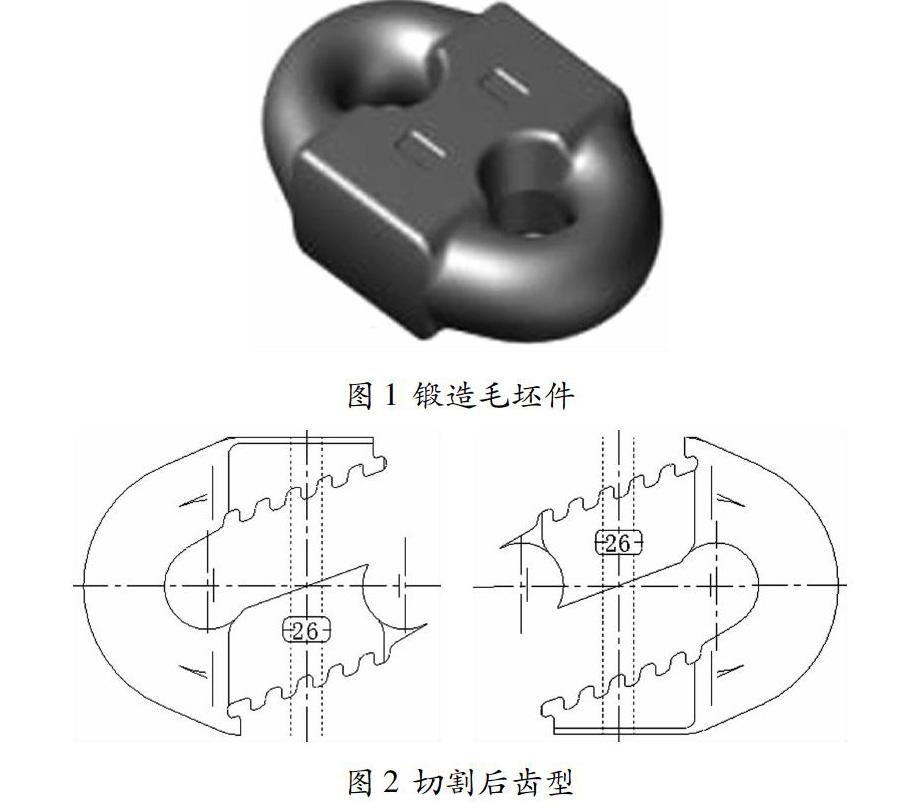
根據(jù)礦用自鎖式接鏈環(huán)圖紙、技術(shù)要求,為了保證齒型配合精度,采用整體鍛造毛坯一次加工成齒型相互嚙合的一對半環(huán)后,派對成一個礦用自鎖式接鏈環(huán),兩半環(huán)齒型配合間隙△為0.2mm。如圖1、圖2所示。
1.2 齒型表面粗糙度和加工精度分析
數(shù)控線切割機床、切割材料、脈沖放電參數(shù)、工件狀態(tài)、齒型加工工藝等是影響礦用自鎖式接鏈環(huán)齒型加工質(zhì)量的重要因素,因此在齒型加工前對以上因素進行優(yōu)化對提高礦用自鎖式接鏈環(huán)齒型質(zhì)量十分重要。
(1)數(shù)控線切割機床的影響。①數(shù)控線切割機床工作臺絲杠傳動精度。加工齒型前要認真檢查、調(diào)整工作臺縱橫滾珠絲杠間隙,縱橫方向拖板絲杠副的配合間隙,符合標準后再開始加工。②運絲裝置精度。為保證齒型加工精度和表面質(zhì)量,需要經(jīng)常檢查導電塊、導輪V型槽及貯絲筒傳動軸承磨損、拉傷、損壞情況,以便及時更換,否則會引起運絲跳動,電極絲被卡斷。利用校準器調(diào)整電極絲的垂直度,保證電極絲與工作臺面的垂直。③工作液介質(zhì)的影響。數(shù)控線切割工作液采用DX-2a型乳化液,主要特點是排屑好、切割效率高、穩(wěn)定、無毒、無刺激性氣味、易沖乳、對水的適應(yīng)性強、不會腐質(zhì)變臭、壽命較長。最佳使用濃度8%,根據(jù)工件材質(zhì)、厚度,確定具體的使用濃度。切割厚件時,濃度大些;切割薄件時,濃度小些;水質(zhì)硬時,濃度大些。
(2)脈沖放電參數(shù)的影響。脈沖放電參數(shù)主要是指電流大小(I)、寬度(ti)、間隙(t0)。齒型加工時應(yīng)選擇較小的I和ti,保證齒型精度和表面粗糙度。
(3)工件材料及狀態(tài)。礦用自鎖式接鏈環(huán)毛坯件采用富含Cr、Mo、Ni元素的高強合金鋼整體鍛造而成,采用在可控氣氛多用爐中完成滲碳熱處理工藝,具有耐磨性好、強度高,齒型加工后達到變形小、精度高的目的。
(4)制定出合理的切割路線,根據(jù)圖紙和技術(shù)要求,切割路線為兩半環(huán)齒型配合間隙中心軌跡。
2 礦用自鎖式接鏈環(huán)齒型加工工藝準備
2.1 電極絲方面
(1)鉬絲具有抗拉強度高、使用壽命長、導電性強、抗腐性好,并且適用快速走絲加工等優(yōu)點,因此根據(jù)齒型配合的要求,選用鉬絲作為齒型加工的電極絲。
(2)根據(jù)礦用自鎖式接鏈環(huán)齒型走絲軌跡、配合間隙、切割縫隙、厚度、走絲速度、單邊放電間隙等條件選取直徑為d=0.18mm的鉬絲。單邊放電間隙δ為0.01mm,齒型配合間隙△為0.2mm,故鉬絲直徑d為0.18mm,即d=△-2δ。
2.2 礦用自鎖式接鏈環(huán)準備
2.2.1 工件準備和處理
毛坯件采用Cr、Mo、Ni等元素的高強合金鋼整體鍛造而成,齒型加工前,經(jīng)下料—鍛造—正火—高溫回火—鉆銷孔—線切割加工齒型—淬火—拋丸工序。
2.2.2 加工基準的確定
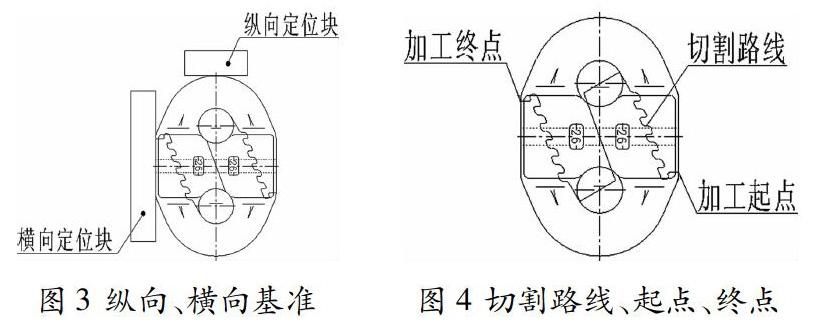
由于毛坯件外形規(guī)矩,尺寸精度高,因此以外形縱向、橫向和上下面為校正和加工基準,保證齒型的尺寸精度。如圖3所示
2.2.3 切割路線和切割起點、終點的確定
(1)切割路線。為避免齒型加工過程中因內(nèi)應(yīng)力釋放引起工件變形影響加工精度,切割路線應(yīng)遠離壓板的位置。
(2)齒型切割起點、終點的確定。切割起點是電極絲相對工件運動的起點,同時也是程序執(zhí)行的起點,所以,也稱為“程序原點”,一般選在對礦用自鎖式接鏈環(huán)性能影響較小的部位。
本次齒型切割起點、終點的確定根據(jù)圖紙和技術(shù)要求,有效保證礦用自鎖式接鏈環(huán)足夠的強度和齒型配合精度。如圖4所示。
3 礦用自鎖式接鏈環(huán)的裝夾和位置校正
3.1 礦用自鎖式接鏈環(huán)裝夾的基本要求
(1)齒型加工前應(yīng)除去工件表面的毛刺、銹跡、氧化皮并進行消磁處理,以免集中放電造成斷絲。
(2)壓板位置要合理,便于工件校正,不影響切割運動軌跡。
(3)壓板壓緊力要均勻,避免工件變形。
3.2 礦用自鎖式接鏈環(huán)的裝夾方式
根據(jù)礦用自鎖式接鏈環(huán)特點,工件裝夾時至少用兩個面固定在夾具或工作臺上,采用壓板、螺栓壓緊的裝夾方式。
3.3 礦用自鎖式接鏈環(huán)、電極絲位置的校正調(diào)整
礦用自鎖式接鏈環(huán)校正調(diào)整采用固定基面縱向、橫向兩端靠定法。電極絲位置的校正采用火花法。
4 確定礦用自鎖式接鏈環(huán)齒型加工參數(shù)
加工參數(shù)的選擇分快走絲和慢走絲選擇,根據(jù)礦用自鎖式接鏈環(huán)圖紙、工藝要求、設(shè)備情況,確定切割走絲為快走絲加工。
4.1 快走絲加工參數(shù)選擇
①脈沖波形GP。②脈沖寬度ON(10)。③脈沖間隔OF(30~50)。④率管數(shù)IP(3~4)。⑤間歇電壓SV。⑥電壓V常壓檔(75)。
4.2 間隙補償量t的確定
齒型加工采用齒形輪廓尺寸編程,鉬絲的直徑d為018mm,單邊放電間隙δ為0.01mm,鉬絲行走軌跡中心和切割齒型配合間隙中心重合,才能保證切割成型的兩半環(huán)形狀和尺寸一致且保證配合間隙△為0.2mm,即△=d+2δ,因此不存在間隙補償量t。
5 編制和調(diào)試加工程序
5.1 程序編制
(1)打開CAXA線切割V2計算機輔助自動編程軟件,進入用戶界面,根據(jù)礦用自鎖式接鏈環(huán)圖紙、工藝要求、切割路線,繪制齒型加工的軌跡圖形。
(2)生成加工軌跡。打開軌跡操作,點軌跡生成菜單條,系統(tǒng)彈出線切割軌跡生成參數(shù)表對話框,設(shè)置參數(shù),確定后,拾取齒型切割軌跡,齒型切割軌跡變成紅色,選擇鏈拾取方向為切割進給方向,點鼠標右鍵確定后,選擇齒型軌跡切割起點、終點,點擊鼠標右鍵確定。
(3)代碼生成,點擊生成3B代碼,選擇保存路徑填寫文件名,保存到U盤。
(4)軌跡仿真,打開軌跡操作,點軌跡仿真菜單,選擇齒型軌跡,按鼠標右鍵即可演示切割過程。
5.2 調(diào)試加工程序
數(shù)控線切割機床讀取保存3B代碼的U盤,根據(jù)齒型尺寸精度、表面粗糙度要求設(shè)置軌跡生成參數(shù),直到符合圖紙和技術(shù)要求。
6 數(shù)控線切割加工
6.1 操作技巧
礦用自鎖式接鏈環(huán)齒形精度要求高、表面粗糙度好。齒型切割時調(diào)節(jié)切割速度,使電流和電壓穩(wěn)定在某一值處。
6.2 注意的問題
齒型切割過程中出現(xiàn)短路時,自動按原切割軌跡回退,脫離短路后,重新切割。如果斷絲,自動停止運絲和切斷工作液供給,回到軌跡切割終點,重新穿絲,反向加工。或者在斷絲點處穿絲,繼續(xù)加工。注意加工環(huán)境的溫度,保持清潔。
7 結(jié)語
本文從以上幾個方面對礦用自鎖式接鏈環(huán)齒型數(shù)控線切割加工工藝進行研究。對提其機械性能、強度和齒型配合精度具有重要的意義。數(shù)控線切割機床加工具有精度高、快速、使用便捷,能加工外形復雜的零部件,加工對象不受材料硬度的限制,廣泛應(yīng)用于精密件、模具、超硬金屬材料的加工。
參考文獻:
[1]李萬全,張麗娜,趙汶.數(shù)控線切割編程68例精華版.北京:化學工業(yè)出版社,2013,10.
[2]李明輝,楊曉欣.數(shù)控電火花線切割加工工藝及應(yīng)用.北京:國防工業(yè)出版社,2010,8.
[3]周章添,邱建忠,戴乃.數(shù)控線切割加工技術(shù).北京:機械工業(yè)出版社,2012,6.