某燃氣聯合循環機組汽輪機振動故障診斷分析
2021-03-29 00:05:22李松波
建筑熱能通風空調 2021年2期
李松波
廣州粵能電力科技開發有限公司
某電廠為PG9171E 燃氣蒸汽聯合循環機組,蒸汽輪機為哈爾濱汽輪機廠生產的 N60-/5.6/0.56/527/255雙壓、單軸、單缸、沖動、凝汽式汽輪機,如圖 1 所示為該汽輪機軸系結構。軸承座振動最大達 60 μm,由于該機組運行年限較長,大修期間汽缸發現有40 cm 的裂紋,且汽封有多處磨損,補焊裂縫并更換了末四級隔板汽封和后三道布萊登汽封,并按照廠家要求將間隙調整至下限。啟停過程中 1 瓦軸振有一個明顯的2600 r/min 共振峰值,且初定速 2 號軸振不大,帶滿負荷后2 號軸振最大達241 μm,嚴重影響了機組地安全運行。

圖1 蒸汽輪機軸系結構圖
1 3 號軸承座振動大處理
大修前機組沖轉及初定速3000 r/min 時,軸振與瓦振均不大,帶滿負荷后軸振最大74 μm,3 瓦瓦振由26 μm 增大至60 μm,根據歷史數據軸振不大瓦振偏大的情況一直存在。
#3 瓦瓦振的主要振動分量時基頻,占通頻振幅的90%以上,因此是普通強迫振動。引起普通強迫振的原因有兩個,一是激振力過大,二是支承剛度不足[1]。
引起普通強迫振動的激振力有以下三種:一是軸系連接同心度和平直度偏差。二是不均衡電磁力。三是轉子不平衡力。軸系連接的同心度和平直度均符合制造廠的要求,故可排除這一激振力。由于振動大在帶負荷過程中與勵磁電流關系不大,故可排除不均衡電磁力。轉子瓦振大,軸振不大,且跟轉速無明顯關系,故轉子不平衡力可排除。
支承剛度包含三項,一是結構剛度。二是共振影響。三是連接剛度[2]。由結構相同的2 號機振動良好,且在3000 r/min 附近并無明顯的共振峰值,可排除由于共振或者結構剛度若等原因導致軸承座臨界轉速落入工作轉速附近導致的振動偏大。
如圖2 和表 1 所示,現場通過手持測振儀測試3號軸承座振動,3 號軸承座差別振動較大,表明連接剛度較差,特別是軸承座底板與墊片、墊片與水泥平臺等處差別振動較大,大修期間通過在3 瓦軸承座底板及水泥平臺間加注 0.5 MPa 的密封壓力膠,并重新澆筑混泥土,增強了3 號軸承的支承剛性,使得3 號軸承座振動由60 μm 降至28 μm,檢修取得良好的效果。
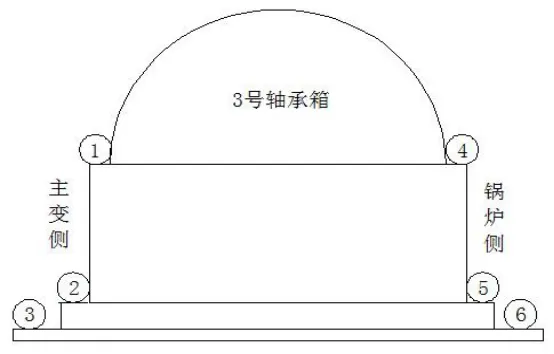
圖2 帶滿負荷后3 號軸承座振動測點布置(機頭看機尾)
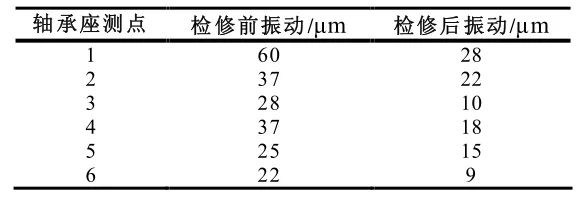
表1 帶滿負荷后3 號軸承座振動
2 軸振大原因分析及處理
2.1 1 號軸承測振桿存在橫向共振及處理
在幾次啟停過程中,1X 在2600 r/min 左右有一個明顯的共振峰值,最大峰值達到 240μm,查閱此前制造廠在平衡臺上平衡時,存在一個2800r/min不明原因共振峰,當時懷疑是轉子存在共振,但瓦振在此轉速下并未出現峰值,表明不是轉子共振,也不是支撐系統共振,而是軸振桿存在橫向共振所致,這一現象曾在其他電廠機組上出現過[3]。
首先采用在測振桿頂部加質量的方法以改變共振頻率,未見效果,后將 #1 瓦 X、Y 向的測振桿拆下,將渦流傳感器安裝在半圓環上,環的兩端固定在軸向位移和危急保安器指示器共用的支架上,該支架為門形,焊在 #1 瓦軸承座底部,門形支架用四根 60 mm×6 mm 角鐵組成平行四邊形,高約 800 mm。再次啟停過程中2600 r/min 均無明顯的振動峰值,證明原來的2600 r/min 下軸振出現的峰值是由測振桿和支架共振所致。
2.2 2 號軸承振動大分析及處理
機組大修后重新啟機,沖轉及帶負荷過程中振動不大,帶滿負荷運行 2 小時后,2 瓦軸振突然變大由90 μm 增加至 231 μm,并有繼續增大的趨勢,通過降低負荷后振動逐步回落至180 μm,如圖3 機組缸脹隨著左膨脹值和右膨脹值達到標準值 12 mm 附近的過程中機組振動發生大幅增加,應是汽封發生動靜碰磨導致的。之后經過幾次啟停,振動值一直居高不下,由于燃汽輪機聯合循環機組需要調峰,啟停頻繁,大修時更換了新的汽封且間隙調整為下限,導致機組在長時間運行無法消除碰磨。
2.2.1 頻譜特征分析
通過頻譜測試,檢修后該汽機主要表現出以下的特征[4]:

圖3 首次沖轉2X、2Y 與膨脹值的關系曲線
1)冷態啟動比熱態啟動振動小,惰走降速振動大于升速振動,說明轉子發生了熱彎曲。2)軸振增加明顯,瓦振較小。3)振動主要以工頻為主,分倍頻較小,振動增大時,均表現為一倍頻分量的增大,轉子具有不平衡的特征。4)在振動增大發散過程,軸承間隙電壓及軸承溫度變化不大,說明軸瓦的承載及工作狀態沒有惡化。5 )定速3000 r/min 振動不大,帶負荷后振動緩慢增加。6)振動每次變大過程跟汽機脹差關系較大。7)定速3000 r/min時2X:90∠256,2Y:92∠63,帶滿負荷振動穩定后2X:176∠295,振動幅值和相位均發生明顯變化。
2.2.2 2 號軸振大應對措施
在檢修時將各級汽封間隙均調至下限,在啟停過程中極易發生汽封碰磨,避免碰磨振動的根本措施是在檢修中合理確定汽封間隙,若碰磨較輕,可通過運行調整等手段消除振動[5]。
由圖4 的2X、2Y 升降速伯德圖可知,汽封發生碰磨產生臨時熱彎曲導致振幅和相位發生變化,為排除其他因素,現場進行了一些試驗,通過改變軸系狀態,以期減輕碰磨[6]:
1)調整油溫,油溫穩步下降 1.5 ℃,振動未有明顯變化。2)調整真空,真空下降后,導致負荷下降,振動略有下降。3 )調整熱井水位,將熱井水位由420 mm 升至900 mm,振動未有明顯變化。4)調整軸封溫度,后軸封溫度由112 ℃提高至 140 ℃,振動由 172 μm 下降至 159 μm,后軸封溫度由 157 ℃降至 120 ℃,振動先升高185 μm 后下降至175 μm 。
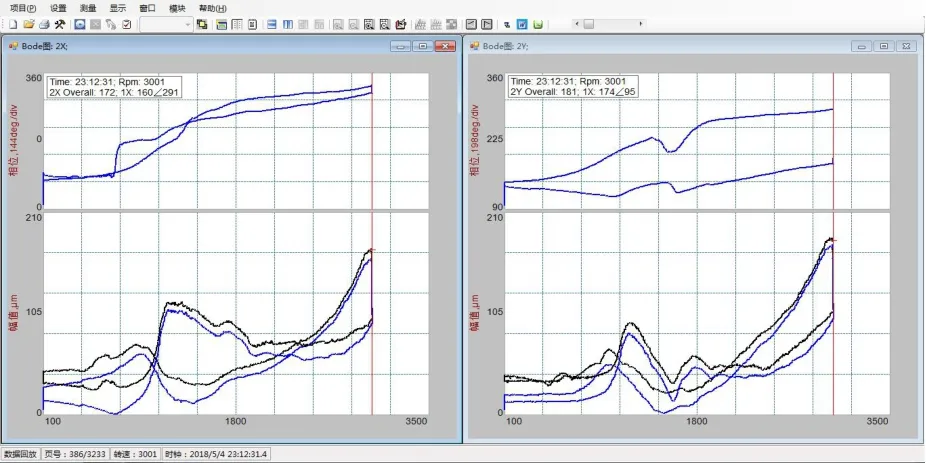
圖4 2X、2Y 升降速伯德圖
通過上述手段調整,并經過一個多月的磨合,雖然滿負荷振動由原先 200~220 μm 降至 160~170 μm之間,機組振動已經穩定但不再大幅下降。經過分析認為該機組大修后更換了新的汽封且彈簧式汽封,通過碰磨無法磨出合理間隙,后利用三天停機機會,決定對汽輪機進行動平衡。
如表 2 所示,根據相同機組影響系數進行計算配重[7],通過在盤車機處加重 650 g/40° 及汽輪機18 級葉輪 363 g/320°處兩次加重,將定速 3000 r/min 時 2X、2Y 振動降至66 μm、71 μm,帶滿負荷一段時間后,振動穩定在75 μm、77 μm 附近,表明通過精細動平衡降低了初定速振動幅值,改變了軸系狀態,動靜碰磨點脫離,帶負荷后振動也大幅降低,動平衡試驗結束,取得良好效果。
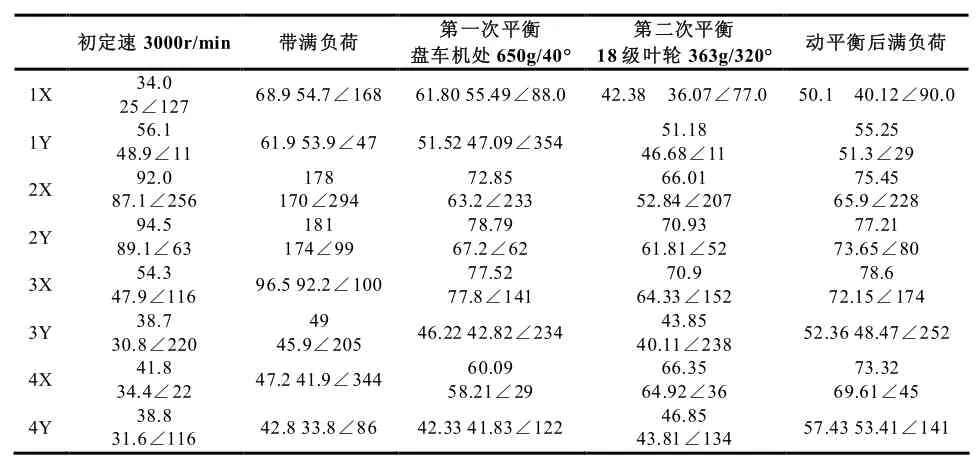
表2 汽輪機軸振數據及動平衡處理 μm/μm∠°
3 結論
本文通過對存在軸承座振動偏大,測振桿共振及軸振帶負荷后振動偏大的分析和處理,將機組振動降至優良范圍內,也為同類機組振動故障診斷提供借鑒。
1)對于坐落于凝汽器上部的汽輪機,容易出現由于支承剛度不足等原因造成的瓦振大,軸振不大的振動故障,可通過加緊軸承座地腳螺栓,改變固有頻率、加注密封壓力膠等措施增強支承剛度。
2)測振桿出現橫向振動問題往往會誤導為轉子共振,通過查閱歷史數據及制造廠出廠記錄,仔細分辨。
3)通過長期的運行,仍無法減少碰磨產生的熱彎曲,特別是對于一些斜齒汽封、彈簧式汽封或者是碰磨嚴重導致直齒點接觸變為面接觸的汽封。可通過動平衡將基礎振動值降低,同時也降低了臨時熱彎曲量。
4)對于聯合循環調峰機組,檢修時汽封間隙合理調整,發生碰磨后,不易磨出合理間隙,由于其日啟停調峰特性,往往汽封碰磨很久都無法達到理想效果,通過精細動平衡減小激振力來降低振動是一種有效的方法,如仍存在一定的碰磨,則建議在檢修時調整汽封間隙徹底處理。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
能源工程(2020年5期)2021-01-04 01:29:00
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
計算物理(2014年2期)2014-03-11 17:01:44
機械制造與自動化(2014年1期)2014-03-01 04:21:47