側圍門洞內分模線對拉延成形的影響
2021-03-29 07:24:36王朋姜長富李艷一汽大眾汽車有限公司成都分公司
鍛造與沖壓 2021年6期
文/王朋,姜長富,李艷·一汽-大眾汽車有限公司成都分公司
沖壓模具作為冷沖壓生產的重要載體,其在生產中的穩定性,對制件的質量、生產成本以及生產效率有著重要的影響。隨著轎車市場競爭的日益激烈,各個汽車生產廠家都把提高生產效率、降低生產成本作為一項主要的工作任務,本文主要介紹一汽-大眾某車型側圍外板模具拉延穩定性的優化過程。
在批量的生產過程中,模具連續的拉深成形,導致板料在流動過程中與模具壓料面之間摩擦生熱,由于熱脹冷縮造成凸凹模之間的間隙減小,增大板料的流動阻力,從而導致板料的流動速度發生變化。由于該模具門洞位置的分模線位置設置不合理,導致在拉延成形過程中板料敏感位置處于失控狀態,加劇了模具的不穩定性,造成制件B 柱立面和法蘭邊交替出現縮頸、開裂的問題。通過此次對分模線位置的更改,使板料在成形過程中一直處于受控狀態,確保模具拉延成形的穩定性,解決了零件B 立面和法蘭邊位置出現縮頸、開裂的問題。希望通過此案例可以給大家在調試過程中提供參考和借鑒。
問題描述
一汽-大眾某車型側圍外板制件B 柱立面和法蘭邊交替出現縮頸、開裂問題,平均月停臺時間178分鐘,平均月廢返品造成損失49852 元,再加上生產過程中壓機的動能浪費、模修人員調試和生產人員備模的工時浪費等等。此問題已經嚴重制約了車間的生產效率和降成本的要求。圖1 為制件B 柱立面開裂,圖2 為制件B 柱法蘭邊開裂。

圖1 側圍B 柱立面開裂

圖2 側圍B 柱法蘭邊開裂
當零件立面出現開裂時,說明成形過程中板料流入量不夠,需要增加板料的流入量。對應的方法為平衡塊墊高、增加潤滑或者減小下氣墊的壓力;當零件法蘭邊開裂時,說明成形過程中板料A、B 兩處流入過快,且走料速度不一致(A 處>B 處或者A 處<B處)。對應的調試方法為平衡塊降低或者增大下氣墊的壓力,保證A—B 之間壓料面的壓料力足夠。所以,零件此位置立面開裂和法蘭邊開裂是兩個矛盾體,在調整零件立面開裂時,平衡塊墊高會導致A、B 位置板料流入速度加快,造成法蘭邊開裂;同時調整法蘭邊開裂時將平衡塊降低,又會導致零件立面出現開裂問題。模具的穩定性不受控,很難找到平衡點,如圖3 所示。
原因分析
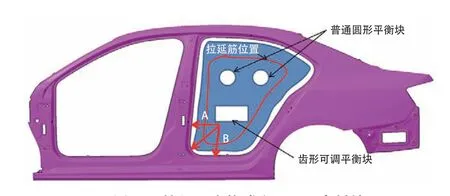
圖3 側圍B 柱門洞內構成和A、B 走料情況
產品造型R 角太小,影響該位置板料的流動,此位置與后續工藝有一定的匹配要求,所以無法對產品造型進行更改;板料的機械性能參數狀態不穩定,更換板料時導致頻繁調試(每拍板料500 張,每批次生產需要更換5 次板料),所使用蒂森板料為德國進口板料,機械性能優化難度較大,短期內也無法實現;凸模與門洞內壓邊圈分模線設置不合理,導致標識位置板料在成形過程中一直處于失控狀態(拉深高度為190mm,成形初期,門洞內壓邊圈在下氣墊的作用下頂起190mm,而成形的關鍵位置卻在整個拉伸過程中處于失控狀態),屬于模具工藝問題,可以通過數據模擬,根據模擬效果確認模具分模線需更改的合理位置(圖4)。
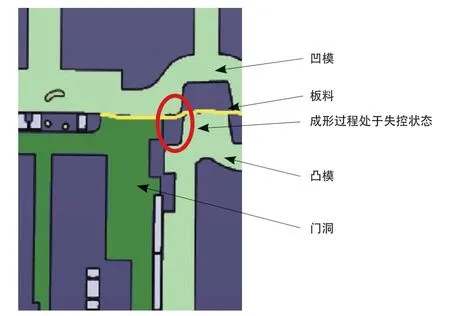
圖4 側圍B 柱門洞內拉延模擬圖
整改措施
根據拉延模擬情況,更改門洞內分模線位置,將凸模位置的分型面成形部位分給壓邊圈進行成形,使板料在成形過程中時刻處于受控狀態,如圖5 所示。
整改過程
⑴根據模擬情況,確認凸模分模線的位置,對凸模輪廓位置數控加工空開,如圖6 所示。
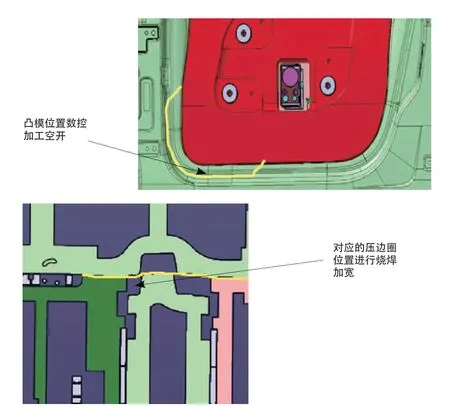
圖5 側圍B 柱門洞內分模線更改圖

圖6 凸模加工空開
⑵考慮到壓料面整體從下至上進行燒焊加寬,焊接量過大,花費時間較長,且焊接變形太大,因此對該處壓料面位置制作鑲鍵,僅對表面進行燒焊,從而縮短整改時間,減少焊接變形。鑲鍵嵌入模具基體內,并在下端增加支撐,可承受成形力,使用6×M16 的螺釘進行緊固,確保支撐的強度,如圖7 所示。
⑶對壓料面鑲鍵位置進行燒焊。為保證鑲鍵表面與原壓料面無接縫,對原壓料面整體降銑5mm,整體進行堆焊。焊條選用86FN 鑄鐵焊條,焊接前進行100 ~200℃預熱,焊接時采用短焊道30 ~50mm,并進行充分錘擊,消除焊接殘余應力。焊接過程中,注意控制好焊接位置的溫度,確保一次性完成焊接工作,中途不能長時間停息,防止冷卻后再次焊接造成剝離現象。
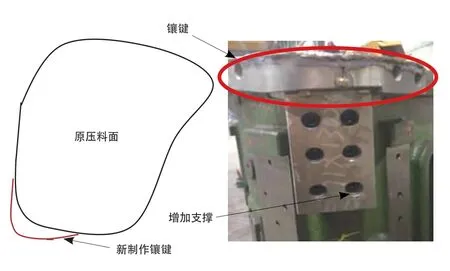
圖7 壓料面制作鑲鍵

圖8 壓料面鑲鍵位置焊接

圖9 凹模壓料面制作基準

圖10 壓料面著色研修
⑷凹模壓料面對應位置進行研修,去掉臺階,研修光順后作為基準,如圖9 所示。
⑸檢查測量凹模壓料面與下模壓邊圈之間的間隙,根據著色情況,以凹模壓料面為基準對下模壓邊圈燒焊位置進行研修,確保該位置著色均勻,如圖10 所示。
整改后效果
通過此次整改調試,模具的穩定性明顯提高,因此問題造成的停臺時間和廢返品基本消除,停臺時間減少了84%,由于縮頸開裂造成的廢返品損失下降了92%,達到預期的效果。
結束語
通過此次對大眾速騰車型側圍外板模具分模線的更改,驗證了拉延模在成形過程中分模線的位置對制件成形的影響,對后續在模具工藝設計時分模線位置的設置具有一定的參考價值,同時也給以后解決同類問題提供了新的思路和方向。