數控加工過程刀具使用防錯法
2021-03-27 11:52:00萬景元張忠海尹超甄祥
金屬加工(冷加工) 2021年3期
關鍵詞:程序
萬景元,張忠海,尹超,甄祥
中車唐山機車車輛有限公司 河北唐山 064000
1 序言
隨著軌道交通市場的迅猛發展,其產品種類、數量與日俱增。針對不同的需求,生產制造了不同種類的產品,在產品生產制造過程中,數控加工發揮著重要的作用。一般情況下,數控加工中心的刀具配備量少則幾把,多則上百把,而刀具數量、種類的增加,使得各種類型、規格的刀具并存,刀具在機床與刀具庫之間的交換也變得更加頻繁。
2 刀具使用現狀
1)刀具需要更換時,操作人員首先使用對刀儀(紅外探測器)測量出刀具的長度、半徑,并記錄,然后人工將測量數值輸入到加工中心刀具補償寄存器中,以補償刀具在長度、半徑上的數值。在人為輸入眾多刀具參數的過程中,常出現以下問題:①數字設置正確,但刀具補償值中的小數點輸入錯誤。②刀具補償本身的數字輸入錯誤。這些問題帶來的后果是機床碰撞、加工錯誤等質量問題,并伴隨著巨大的經濟損失。同時,數控加工作業的環境會使刀具參數記錄表污損,不利于保存。
2)在進行手動更換刀具時,將刀具參數預先輸入到刀具補償器中,然后將本工序所需要的刀具直接安裝到主軸上,最后進行加工。但此過程未對換取的刀具進行檢測,易出現刀具號與實際刀具參數不一致的情況,造成質量問題。
3 刀具使用防錯方法
通常情況下,操作人員需將對刀儀測量的刀具參數輸入加工中心中,然后完成手動更換刀具,最后通過加工中心編制刀尖與基準塊之間距離的程序,待程序運行完畢后,測量其距離,完成刀具號及刀具參數的驗證。但面對眾多刀具時,此方法花費時間較長,不利于操作。
針對上述現狀,并結合加工中心數控系統程序控制方法,研究出刀具使用防錯程序。此程序需放置在當前有效的刀具參數之后,加工程序段運行之前,通過程序的調用,對刀具參數進行檢測。程序流程如圖1所示。
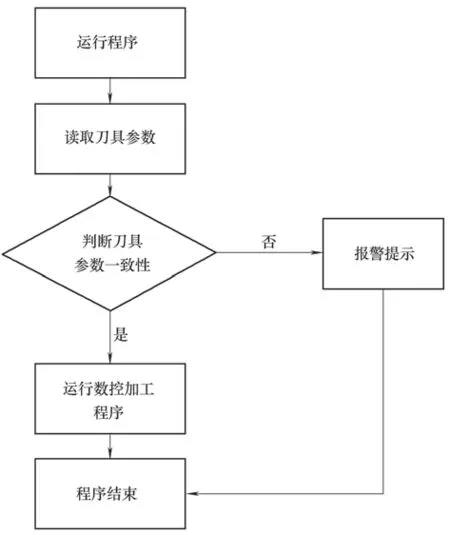
圖1 程序流程
(1)運行程序 人工輸入刀具參數值,然后運行主程序。
(2)讀取刀具參數 機床讀取程序中刀具號(TX),調用此刀具預先輸入的刀具參數。讀取刀具參數主要通過讀取系統變量的途徑來獲取。在數控系統中,$TC_DP6[T,D]系統變量代表某一指定刀具幾何半徑值,$TC_DP3[T,D]系統變量代表某一指定刀具幾何長度值。(T為刀具號,D為刀具補償地址號)。
(3)判斷刀具參數一致性 數控單元通過程序判定人工輸入的刀具參數與機床預存的刀具參數的一致性,滿足判定條件,程序繼續執行,直至程序結束。
(4)報警提示 當不滿足判定條件(即人工輸入刀具參數有誤)時,機床停機,不再執行加工程序,同時報警提示操作人員出現錯誤信息(即由數控單元將錯誤信息顯示在機床顯示器上)。
4 防錯程序
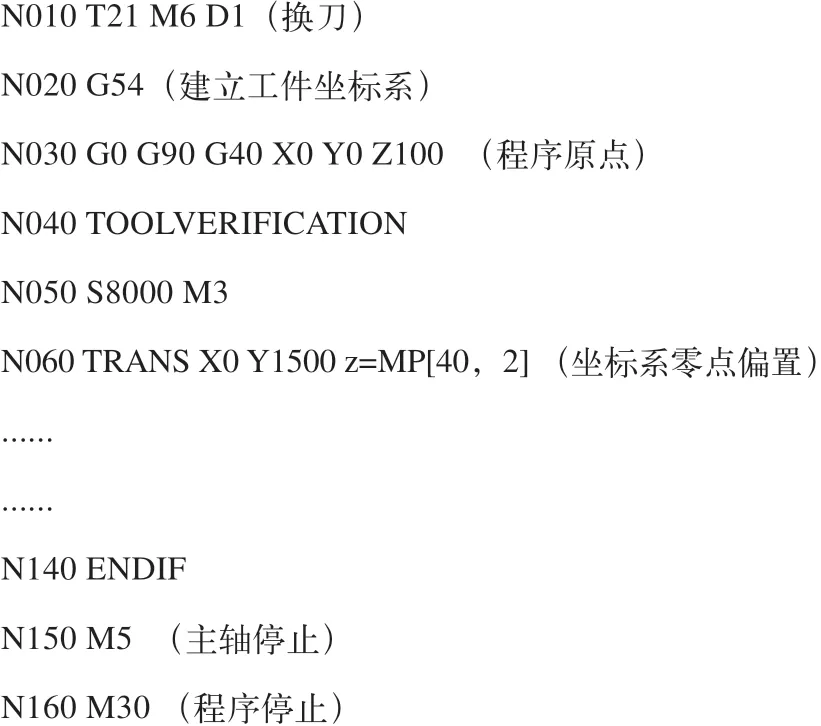
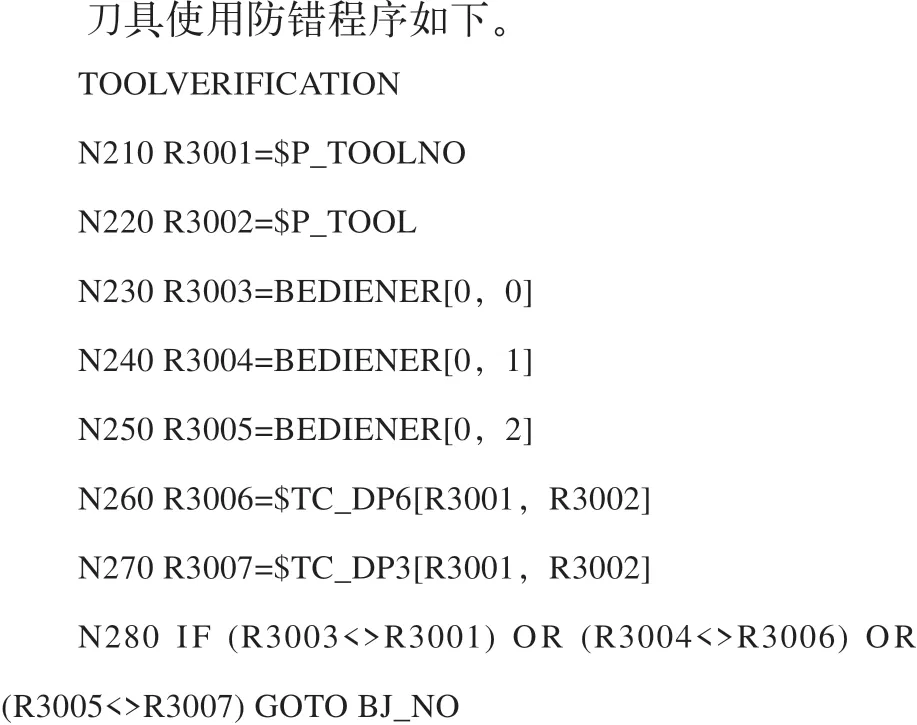

刀具使用防錯程序調用過程:啟動主程序后,自動運行N010、N020……N040步后,進入刀具使用防錯程序TOOLVERIFICATION。
N210 讀取當前主軸有效的刀具號并賦值給參數R3001。
N220 讀取當前主軸有效的刀具值并賦值給參數R3002。
N230 通過人工輸入當前所使用刀具的刀具號賦值給參數R3003。
N240 通過人工輸入當前所使用刀具的刀具半徑值賦值給參數R3004。
N250 通過人工輸入當前所使用刀具的刀具長度值賦值給參數R3005。
N260 將讀取的當前主軸有效刀具號的刀具半徑補償值賦值給R3006。
N270 將讀取的當前主軸有效刀具號的刀具長度補償值賦值給R3007。
N280 將人工輸入的刀具號、刀具半徑值及刀具長度值與機床內設置的刀具號、刀具半徑值及刀具長度值進行比較,如果比對結果不一致,則跳轉到N290(在操作面板上顯示“輸入刀具信息與程序不符,請查正后重新輸入”信息),并直接退出程序,然后重新編輯刀具參數,再重新運行程序;如果輸入的信息與機床內信息一致,則會跳出子程序,繼續執行主程序N050后面的程序內容,直至程序運行結束。
5 實用案例
加工中心如圖2所示,此加工中心無刀具庫,只能通過手動方式實現刀具更換。
在使用上述機床加工車體磨耗板時,預存的刀具參數與所用刀具不一致,將φ16mm孔加工成φ28mm孔,造成質量問題,如圖3所示。

圖2 加工中心
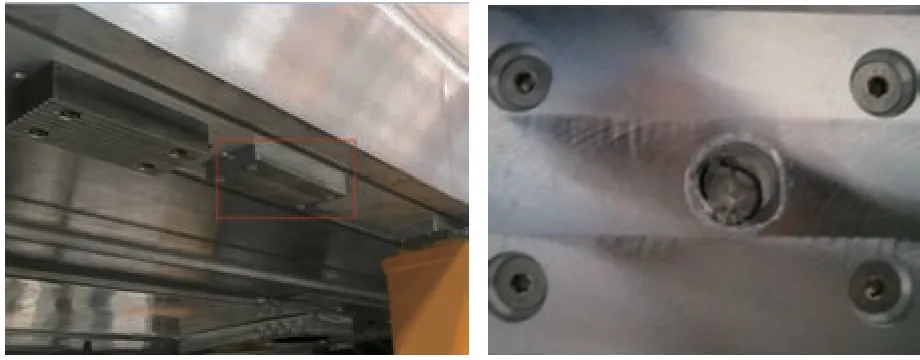
圖3 車體磨耗板
針對上述問題,引用數控加工刀具防錯程序,具體如下。
首先,將更換的刀具從刀具柜中取出,并將刀具號、刀具長度值、刀具半徑值人工輸入至機床中,如圖4所示。
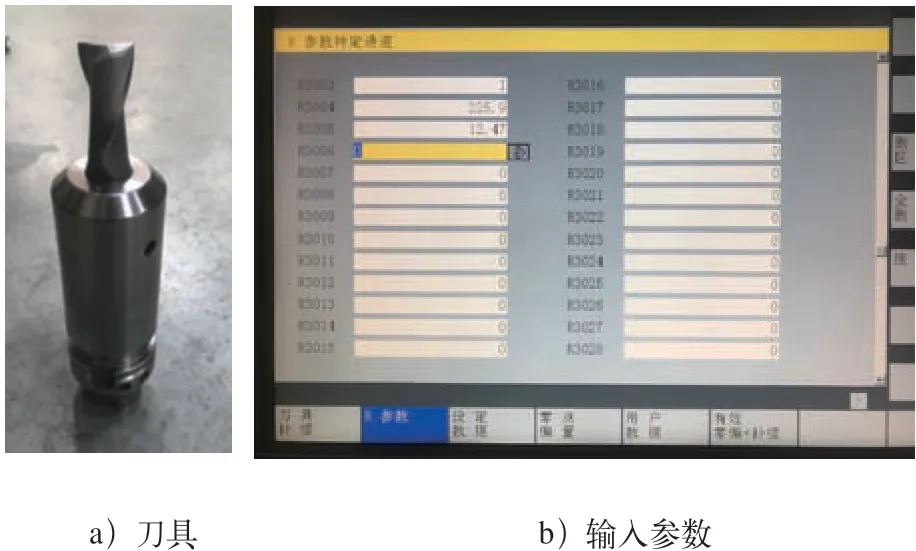
圖4 輸入刀具參數
其次,運行數控加工程序,執行數控加工刀具防錯子程序,通過子程序判斷此刀具在機床中預存的刀具參數與人工輸入的刀具參數的一致性,如圖5所示。
最后,通過對比發現人工輸入的刀具參數與機床預存的刀具參數不一致,在機床顯示屏幕上出現報警信息時,如圖6所示,程序結束。
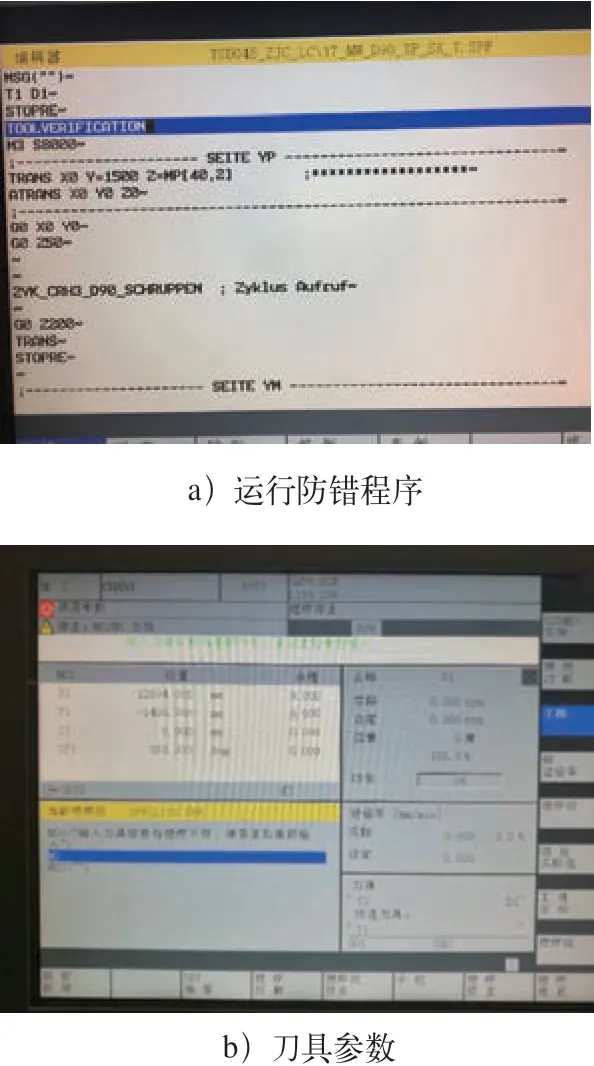
圖5 防錯程序及機床中刀具參數值
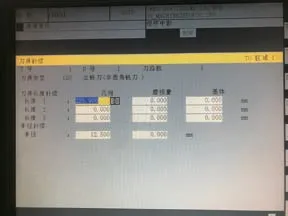
圖6 機床報警信息
6 結束語
通過問題分析,結合現有資源,編制防錯程序,降低人為因素出錯的風險,加強了使用刀具的規范性。在生產現場,數控加工過程使用刀具防錯程序后,降低了數控加工過程中因刀具參數人工設置錯誤造成的質量問題,減少了因上述操作失誤所造成的經濟損失,提升了產品合格率。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40