API 油管螺紋數控車床加工方法及加工缺陷簡析
2021-03-23 03:19:58李卓昱
現代制造技術與裝備 2021年2期
關鍵詞:數控車床
劉 琪 王 澤 李卓昱
(長慶油田分公司機械制造總廠,西安 710201)
1 API 油管螺紋的數控車床加工
1.1 API 油管螺紋特點
API 油管螺紋相對普通螺紋具有自密封、拆性好、連接強度高等特點[1]。在1:16 的圓錐體上分布著它的牙型,技術要求高加工難度較大。以生產常用2 7/8″TBG 油管螺紋為例:牙型角60°,螺距2.54mm,原始三角形高度2.2mm,牙型高度1.412mm。常加工產品材料硬度HB260 ~320,硬度較高,加工難度大。通過壓力試驗驗證API 油管螺紋可靠性,試驗過程中需要使用規定的螺紋密封脂,緊固后在規定時間內最小靜水壓試驗壓力下無滲漏現象。常用試驗壓力為25 ~70MPa,在30min 內無滲漏。
1.2 API 油管螺紋加工尺寸分析、計算
以加工油管短接(圖1)為例,使用沈陽機床廠CW6163數控車床和FANUC 數控操作系統。
由圖1 可知,此零件兩頭均是2 7/8″TBG 油管螺紋,它的加工工藝可以定為先加工外圓、內孔到圖示尺寸,車1:16 外錐留適量余量,最后使用專用梳刀在數控車床上加工API 油管螺紋。由于數控加工采用的是螺紋末端尺寸編程,需查油管圓螺紋牙型尺寸(如表1 和表2 所示),獲得相關的參數進行程序編輯。其中,hn(hs)為牙型高度;Srn(Srs)為牙型截底高;Scn(Scs)為牙型截頂高;P 為螺距;D 為油管螺紋中徑;Q 為油管孔直徑;L4為油管螺紋加工長度;d2為油管端面螺紋大徑;d3為油管端面螺紋小徑;D4為接箍端面螺紋大徑;D5為接箍端面螺紋小徑。查表1 和表2 可得:螺紋大端大徑D4=73.02mm,螺紋長度L=52.40mm,螺紋小端大徑d4=D4-L/16=69.7450mm,牙型高h=1.4122mm,螺紋底徑d=D4-2h=73.02-2×1.4122=70.1956mm。
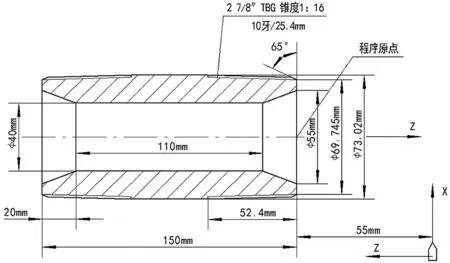
圖1 油管短接示意圖

表1 油管圓螺紋牙型高度尺寸

表2 平式油管螺紋尺寸表
螺紋加工的起刀點一般設在螺紋端面外3 ~5mm 處。由于采用三齒梳刀片加工,因此用三齒螺距長度+3mm 設為起刀點,取整數為10mm。起刀點處的尺寸為:

用R 表示螺紋加工徑向起始端尺寸與螺紋徑向終端尺寸的一半,即:

車削分刀時,進刀量第一刀可以大一些,以后逐步減小[2]。第一刀進刀量為0.8 ~1.5mm,最后一刀進刀量不應小于0.1mm。每層背車刀量根據加工情況可適當調整,據經驗數據得出第一刀為ΔD,第二刀為,第n 刀為,吃刀量依次遞減(此法僅供參考)。圖2 為用3 齒梳刀車削2 7/8″TBG 油管螺紋的切削分層圖。
油(套)管圓螺紋牙型及手緊上緊基本尺寸如圖3 所示。其中,牙型傾斜角為ψ=1°47′24″=1.79°,圓錐度為2tanψ=0.0625。
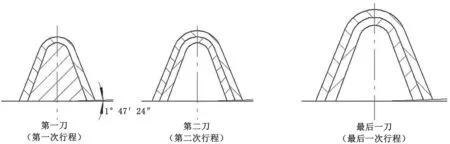
圖2 用3 齒梳刀車削2 7/8″TBG 油管螺紋的切削分層圖
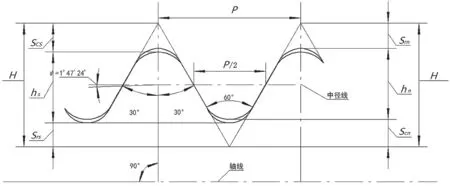
圖3 油(套)管圓螺紋牙型
1.3 編制數控加工程序
在2 7/8″TBG 油管螺紋加工過程中,只有每刀加工尺寸發生變化,其余參數均未發生改變,所以可以編成一個車螺紋的子程序。循環過程如圖4 所示。
螺紋加工過程中,每次切削的余量逐漸減少。為了保障API 油管螺紋加工表面粗糙度,最后一刀為精車,余量最小[3]。
2 7/8″TBG 油管螺紋車削數控程序如下:
M44
M03S420
T0101
G00X69.12Z10
G01X73.02Z-52.4F0.35
G00Z3.0

圖4 循環過程
G00X63.0
G01X72.0Z-8.5F0.2
G00Z200.0
G00X200.0
M03S400
T0303
G00X100.0Z10.0
G92X72.3Z-52.40R-1.95F2.54
X71.745
X71.345
X71.045
X70.8
X70.55
X70.35
X70.196
G00X200.Z200.0
M05
M30
2 API 油管螺紋常見缺陷及解決方法
在API 油管螺紋加工過程中,數控系統錯誤、刀具磨損和機床磨損等因素會造成工件與刀具間的相對運動,影響螺紋的加工質量,影響生產進度,需要得到及時解決。
2.1 扎刀
2.1.1 刀具安裝不合適
當刀具安裝過高加工到一定深度時,刀具后刀面會與加工面接觸,使摩擦力增大,嚴重時會造成零件變形出現扎刀情況;當刀具安裝過低時,會出現排屑不暢,刀具受力方向是零件的中心,如果橫進絲杠與螺母的間隙過大,會導致加工深度不斷變深,零件被抬起出現扎刀。出現以上兩種情況時需要及時調整刀具的高度,保障刀尖與零件的軸線高度相同。在粗加工和半精加工時,刀尖高度比零件中心高出1%的零件直徑較為適宜。
2.1.2 零件未裝夾牢固
零件未裝夾牢固會導致切削力超出自身剛性承受能力,撓度過大,導致零件被抬高,造成加工深度突然增大出現扎刀現象,這時應該增加工件剛性,將零件裝夾牢固,必要時可以使用頂尖、尾座等輔具。
2.1.3 刀具磨損嚴重
刀具磨損嚴重會增大刀具與零件的摩擦力,降低切削性能,進而導致零件變形出現扎刀,此時應及時更換刀片。
2.1.4 切削用量不合理
刀具切削量和切削速度過大,會出現扎刀現象,因此需要根據零件剛性和API油管螺紋螺距選擇適當的加工量。
2.2 亂扣
2.2.1 數控車床主軸編碼器同步傳動皮帶磨損
當數控車床主軸編碼器同步傳動皮帶磨損時,數控系統不能檢測到真實的轉速。由于主軸轉速恒定不變,X 軸或Y 軸的移動速度是按照加工螺距大小和主軸轉速來調整的,在加工時會出現X軸或Y軸的移動速度與主軸不同步[4]。刀具移動的距離不是一個螺距,加工到第二刀車削時,螺紋會出現亂扣,需要及時更換主軸同步皮帶。
2.2.2 數控程序編制不正確
數控車床是通過數控程序來保障螺紋加工過程中刀具的移動。在加工過程中必須使后一刀的起刀點與前一刀的起刀點位置重合,確定數控程序每段的導程相同,才不會出現亂扣。實際生產中,會出現前后導程不一致而導致亂扣[5],這就要求編制數控程序人員加工前反復核對,保證數控程序的正確率。
2.2.3 X 軸或Y 軸絲杠磨損嚴重
刀具移動的距離與數控程序給出數據不同步,將導致產生亂扣的現象,此時需要及時更換X 軸或Y 軸絲杠。
2.3 螺紋表面粗糙度超差
2.3.1 刀尖產生積屑瘤
積屑瘤可以代替刀尖切削,但切削過程不穩定,會導致工件表面高低不平,增大表面粗糙度。合理選擇刀具的加工參數,同時選用合適的切削液,可以降低積屑瘤的產生。
2.3.2 刀桿剛性不足
加工會產生刀具顫動,降低表面粗糙度。這時應該選用剛性更好的刀桿,同時盡量減少刀桿的伸出長度。
2.3.3 車刀徑向前角過大
徑向前角過大會使徑向阻力增大而產生振動,使表面粗糙度值變大。適當減小車刀徑向前角,可以提高螺紋表面粗糙度。
2.3.4 加工量不足或排屑方向不對
在高速鋼刀具加工螺紋時,加工量小于0.1mm 會出現壓不住刀的情況,導致表面粗糙度降低。排屑接觸已加工螺紋表面時,會拉毛已加工螺紋表面,加工最后一刀加工量一定要大于0.1mm,并使切屑沿垂直軸線方向排出。
2.3.5 加工量過大
當加工量過大時,刀具在加工過程受力超過刀桿承受能力時,將導致刀具震動,使表面粗糙度值變大,應該根據待加工零件的剛性選擇合理的切削用量。
2.4 牙型不正確
2.4.1 刀具選擇錯誤
選用加工刀具時,應選擇標準的符合加工螺紋螺距的螺紋梳刀進行加工。例如,當選用傳統刃磨式刀具時,應使用磨床正確刃磨車刀刀尖,以保證加工質量。
2.4.2 刀具安裝方法不正確
裝夾刀具時應使用樣板對刀,或使用百分表找正刀桿。
2.4.3 刀具磨損
根據零件的加工硬度和加工量,合理選擇加工參數,實時檢測螺紋加工情況,及時更換成型螺紋梳刀或刃磨刀具。
3 結語
數控車床常用插補原理來加工API 油管螺紋,提高螺紋加工精度和加工效率。形成螺紋缺陷的因素有刀具、設備和操作人員等,在生產實踐中要根據具體缺陷進行分析,找出癥結所在,采用正確的處置措施,才能保證API 油管螺紋的加工質量和使用性能。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
