三相異步電機裝配軸承異音分析
2021-03-23 03:19:52廖廣剛陳禮俊陳超玉殷芳青楊朋飛劉廣鵬
現代制造技術與裝備 2021年2期
關鍵詞:工藝
廖廣剛 陳禮俊 陳超玉 殷芳青 楊朋飛 劉廣鵬
(中車株洲電機有限公司,株洲 412000)
三項異步電機裝配是電機檢修過程中的必要工序,作用是定位和固定轉子與定子的裝配,使三相異步電機保持平穩運行。由于電機裝配工藝的差別和外部可變因素的影響,裝配電機運行的平穩度會出現異常,且電機運行伴隨著“咚咚咚”的雜音,稱此現象為電機異音[1-3]。三相異步電機安裝在不同運行交通工具上時,由于電機異音的存在會產生難以預估的后果,嚴重時甚至會導致軸承斷裂使電機轉子運行故障,即整體報廢。
正確的裝配工藝是消除電機運行異音的最直接手段。在實際生產與制造過程中,定子與轉子合裝的裝配工藝常采用臥式裝配。而消除電機裝配異音最關鍵的工藝參數是轉子裝配時的水平量、定子與轉子裝配時固定螺栓的定位順序、保持轉子的垂直度以及定子和轉子的相對定位。實際裝配作業中,臥式裝配具有裝配工具簡單、可操作性強以及裝配效率較高的特點,因此常被采用。但是,因為臥式裝配的可控因數具有多變性,所以電機裝配的異音率較高。
本文主要根據裝配工藝的研究,提出了一種輔助臥式裝配的工藝方法。該裝配工藝方法是對原有裝配工藝的優化,工藝簡單且經濟,操作面廣且易于調整,能有效消除電機裝配異音,節約生產成本。
1 軸承異音工藝分析
對于軸承在安裝后進行運轉試驗中出現的異音,應結合實物與模型進行分析。電機裝配過程中,轉子進入定子內部時相對水平度超差,同時伴隨有大沖擊力矩,造成軸承滾柱與軸承內圈相互劃傷,隨即出現軸承損傷。
1.1 定子和轉子裝配受力分析
三相異步電機定子與轉子在臥式合裝過程時,轉子與定子的受力源于相對運動。轉子在吊裝工具的配合下,以近似勻速運動的方式進入定子傳動端止口面。當轉子到達定子傳動端固定位置后,定子非傳動端以一定力矩拉裝轉子,以實現傳動端端蓋與中間端蓋的固定、非傳動端與軸承座的固定以及轉子與定子的固定[4]。電機轉子進入定子內部的受力情況,如圖1 所示。
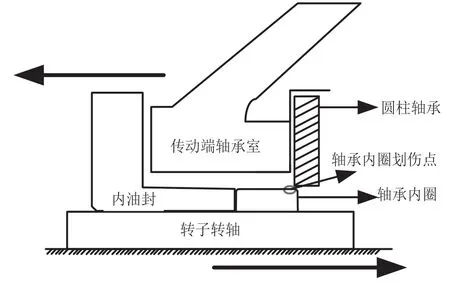
圖1 電機轉子與定子裝配受力示意圖
1.2 裝配異音分析
當定子與轉子合裝過程中出現受力不均勻的情況時,某一固定角度或區域出現大力矩而相對180°處的受力部分反而缺失,即出現定子與轉子裝備過程中軸承內圈與軸承滾柱的相對滑動,將造成軸承內圈傷痕使電機運行出現異音。軸承內圈劃傷實物圖和示意圖,分別如圖2 和圖3 所示。
2 裝配工藝優化
三相異步電機采用臥式裝配方式進行定子與轉子合裝時,為避免軸承內圈與滾柱軸承發生相對傾斜而劃傷軸承內圈,采用輔助臥式裝配的工藝方法進行優化,如圖4 所示。輔助臥式裝配工藝方法通過固定軸承滾柱與軸承內圈以及轉軸與傳動端端蓋的相對運動,確保定子與轉子合裝中受力均勻,而不會發生相對傾斜運動。
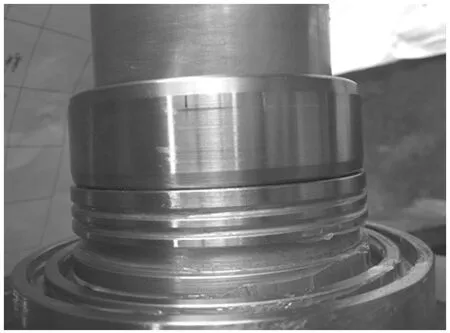
圖2 軸承內圈劃傷實物圖
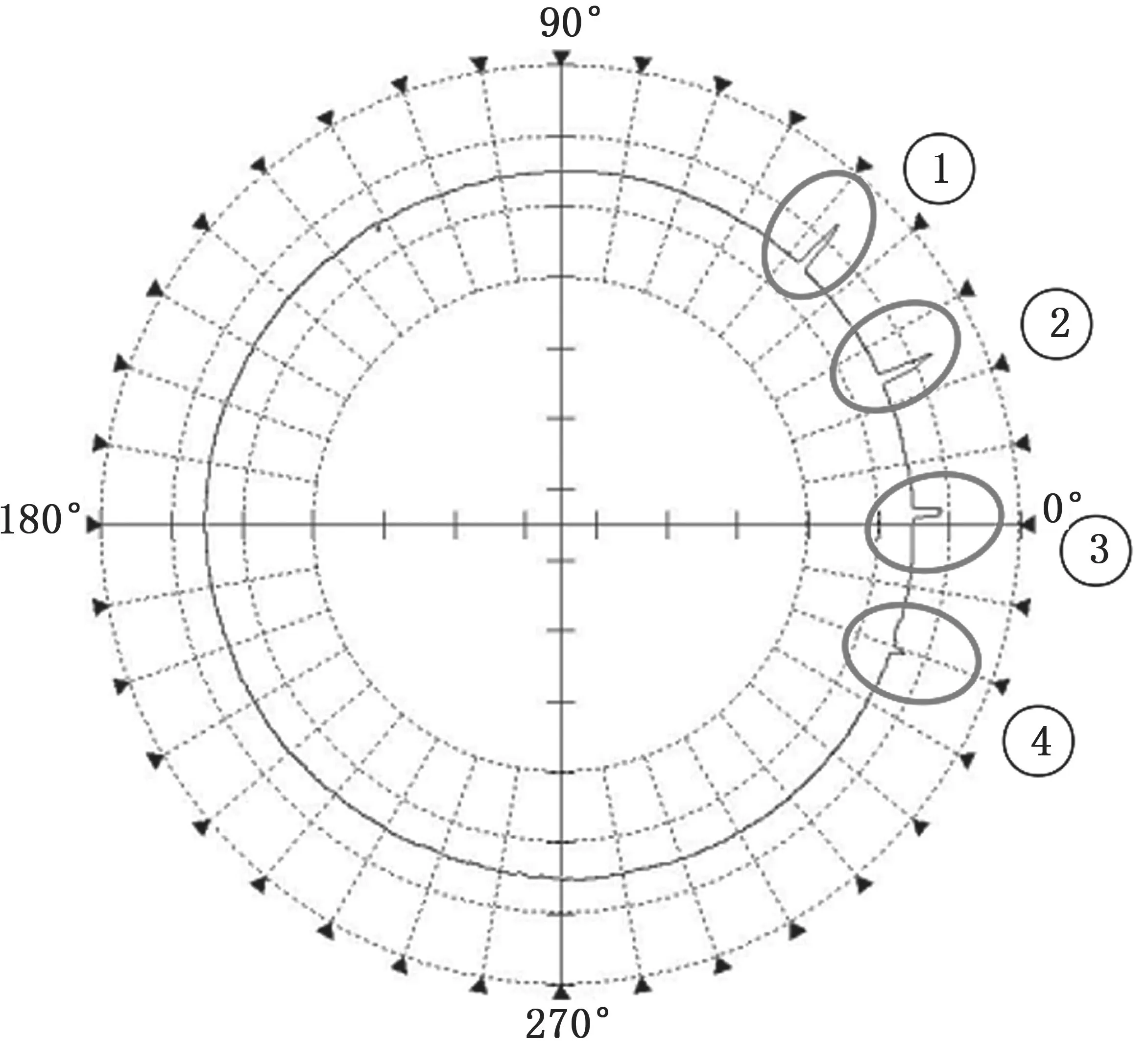
圖3 軸承內圈劃傷示意圖
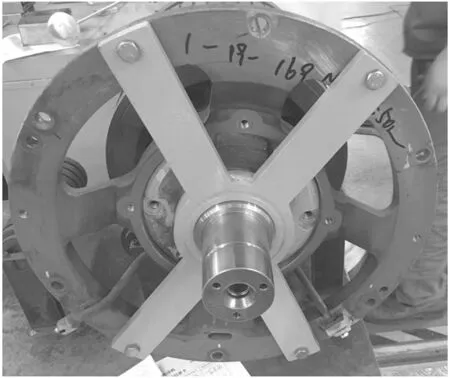
圖4 輔助臥式裝配
圖5 為輔助臥式定子與轉子合裝過程。裝配過程中,固定定子與轉子的裝配相對水平。當轉子進入定子時,通過校正吊裝角度來固定軸承內圈的相對傾斜間隙,同時以勻速運動方式進入定子傳動端止口面,以兩端端蓋螺栓緊固的方式將轉子固定在定子上,即完成輔助臥式裝配。圖6為輔助臥式定子與轉子合裝完成圖。
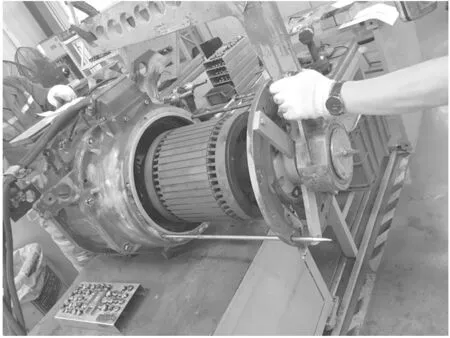
圖5 輔助臥式定子與轉子合裝過程圖

圖6 輔助臥式定子與轉子合裝完成圖
3 結語
輔助臥式定子與轉子合裝工藝方法能有效避免軸承內圈與軸承滾柱之間的相對運動,并能固定轉軸與傳動端端蓋的相對運動,從而有效校正定子與轉子合裝時的水平度與相對間隙,使定子與轉子合裝過程平穩可靠,避免軸承內圈劃傷,消除電機裝配異音,節約生產成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
