基于Vericut 軟件的寶雞TECH-V11D 五軸加工中心虛擬機床建模和仿真研究
2021-03-23 03:19:06梁宇明
現(xiàn)代制造技術(shù)與裝備 2021年2期
梁宇明
(茂名職業(yè)技術(shù)學(xué)院,茂名 525000)
隨著現(xiàn)代機械制造業(yè)的發(fā)展,機械加工企業(yè)的生產(chǎn)設(shè)備由原來的三軸數(shù)控機床向高端的五軸數(shù)控機床轉(zhuǎn)變。由于五軸數(shù)控機床增加了兩個旋轉(zhuǎn)軸,在加工過程中,刀具和工件在旋轉(zhuǎn)和定位過程中位置變動范圍大,極易發(fā)生干涉和碰撞現(xiàn)象。五軸數(shù)控機床是具有高加工精度的機床,碰撞后會發(fā)生坐標(biāo)偏移、加工精度變差以及刀具、工件甚至機床部件損壞等嚴(yán)重后果,造成了重大經(jīng)濟損失。在中高職院校的教學(xué)和實訓(xùn)中,學(xué)生的操作水平遠達不到要求。為了避免安全事故和重大經(jīng)濟損失,在五軸加工前必須進行專機的虛擬仿真加工。
1 虛擬機床的建立
虛擬機床的建模過程分為幾何實體建模和運動拓?fù)潢P(guān)系建立[1]。
1.1 寶雞TECH-V11D 五軸加工中心的結(jié)構(gòu)
寶雞TECH-V11D 五軸加工中心采用的是新代220MA-5控制系統(tǒng),具有X 軸、Y 軸、Z 軸3 個線性軸和A、C 兩個旋轉(zhuǎn)軸。X 軸、Y 軸、Z 軸的最大行程分別為900mm、600mm、600mm。A 軸的旋轉(zhuǎn)范圍是±110°。C 軸的旋轉(zhuǎn)范圍是360°×n(無限制),主軸轉(zhuǎn)速為12000r/min。
1.2 機床部件的仿真建模
對機床部件進行測量,記錄部件的尺寸、相互位置以及運動關(guān)系等重要參數(shù)。由于機床部件比較復(fù)雜,根據(jù)測量尺寸數(shù)據(jù),在Siemens NX 12.0 軟件上建模,得到機床部件的組件模型。根據(jù)相互位置數(shù)據(jù),在UG 軟件上建立機床部件裝配圖,得到機床的Siemens NX 12.0 軟件虛擬建模。利用UG 軟件的導(dǎo)出stl 格式功能,對裝配圖中的各部件分別導(dǎo)出單獨的stl 格式文件。這種導(dǎo)出方式的部件,能在導(dǎo)入Vericut 軟件后保留相互間正確的位置關(guān)系,無需在Vericut 軟件中調(diào)整部件相互間的位置。
1.3 Vericut 仿真軟件建立機床部件幾何建模
要建立完善的機床仿真模型,必須為各部件構(gòu)筑簡單的數(shù)學(xué)模型,然后按照它們的邏輯關(guān)系進行組裝,得到機床運動部件的拓?fù)浣Y(jié)構(gòu)[2]。該拓?fù)浣Y(jié)構(gòu)能再現(xiàn)機床各部件的運動軌跡,真實模擬機床各部件的運動關(guān)系,進行真實的仿真加工。根據(jù)寶雞TECH-V11D 五軸加工中心的參數(shù),建立了如圖1 所示的Vericut 8.2.1 軟件的項目樹。

圖1 項目樹
拓?fù)浣Y(jié)構(gòu)建立后,向各組件添加stl 格式的組件模型。由于在Siemens NX 12.0 軟件裝配圖中已經(jīng)確定了各組件的相互位置關(guān)系,故導(dǎo)入stl 格式的組件模型無需再調(diào)整位置。導(dǎo)入完畢后,機床幾何建模的完成組件效果圖如圖2 所示。
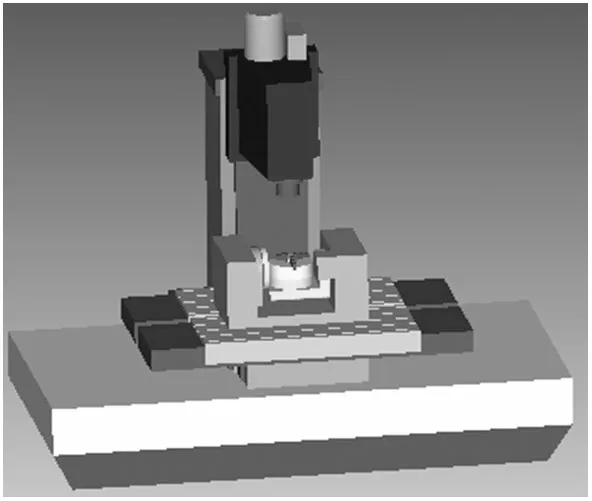
圖2 虛擬仿真機床效果圖
1.4 五軸加工中心參數(shù)的設(shè)置
機床各部件運動結(jié)構(gòu)裝配完成后,根據(jù)五軸加工中心機床配套的產(chǎn)品說明書中的參數(shù),對Vericut 軟件中的虛擬機床進行參數(shù)設(shè)定,如機床干涉檢查、初始化設(shè)置、機床行程以及AC 軸旋轉(zhuǎn)范圍等。最后,打開“機床設(shè)定”項目,設(shè)置碰撞檢查和行程極限等參數(shù)。
1.5 加載機床控制系統(tǒng)
寶雞TECH-V11D 五軸加工中心配套的控制系統(tǒng)為新代220MA-5 系統(tǒng)。在機床項目樹中,打開控制系統(tǒng)對話框,選擇220MA-5 系統(tǒng),完成自動初始化。控制系統(tǒng)220MA-5 系統(tǒng)分為帶有RTCP 功能和無RTCP 功能兩種。寶雞TECH-V11D 五軸加工中心具有RTCP 功能,因此需要在“控制設(shè)定”中開啟RTCP 功能。
1.6 構(gòu)建仿真刀具庫
為了百分百地還原五軸加工中心加工中的切削情況,需要測量刀庫中每把刀具的相關(guān)信息,如刀柄尺寸、裝刀長度、刀具類型以及刀具尺寸等,最終按實際測量數(shù)據(jù)在Vericut 軟件中建立刀具庫。刀具庫中的刀具,必須與實際刀具庫中大刀具的刀具號、刀具類型、刀具尺寸、刀刃伸出長度等參數(shù)保持一致,才能避免虛擬機床仿真出現(xiàn)問題。
1.7 毛坯和坐標(biāo)系的設(shè)置
簡單的毛坯,如圓棒類和方塊類,可以直接在Vericut 8.2.1 軟件上設(shè)置。復(fù)雜形狀的毛坯則用NX UG 軟件建模后導(dǎo)出stl 格式組件,再導(dǎo)入毛坯項目中。為了正確設(shè)置加工坐標(biāo)系G54,將工件坐標(biāo)系原點設(shè)定與編程中心重合。坐標(biāo)系原點一般為加工工件的上表面的中心。把“G-代碼偏置”中的偏置設(shè)為“工作偏置”,“寄存器”設(shè)為“G54”,再把坐標(biāo)系原點設(shè)置在工件的上表面中心即可。
1.8 虛擬機床的仿真加工
將已經(jīng)編制好的加工程序?qū)隫ericut 仿真軟件后,寶雞TECH-V11D 五軸加工中心虛擬機床仿真加工準(zhǔn)備完畢。在Vericut 8.2.1 仿真軟件的虛擬機床下,對產(chǎn)品維納斯進行仿真加工。加工過程中,無超程、碰撞以及干涉等情況,利用軟件中的分析功能進行測量,結(jié)果表明加工出來的產(chǎn)品合格。
2 五軸加工中心實際加工驗證
寶雞TECH-V11D 五軸加工中心實際加工產(chǎn)品維納斯,選取硬鋁材料,使用直徑為55mm 的棒料,用三爪卡盤裝夾毛坯。粗加工參數(shù)為轉(zhuǎn)速S=6000r/min,切削速度F=2000mm/min,切削深度a=0.5mm。精加工參數(shù)為轉(zhuǎn)速S=10000r/min,切削速度F=3000mm/min,切削深度a=0.01mm。整個切削加工過程中,機床無超程、干涉以及碰撞等情況發(fā)生,與虛擬機床仿真加工一致。加工后,用千分尺測量加工零件尺寸,測量結(jié)果均在公差范圍內(nèi),產(chǎn)品合格,如圖3 所示。

圖3 五軸加工中心實際加工產(chǎn)品圖
3 結(jié)語
本文基于Vericut 8.2.1 軟件和Siemens NX 12.0 軟件,構(gòu)建了寶雞TECH-V11D 五軸加工中心的虛擬機床。該虛擬機床經(jīng)過多次產(chǎn)品仿真加工測試,與真實機床加工相比,能準(zhǔn)確地反映實際加工中刀具、工件和機床部件的運動情況和各種切削情況,提前預(yù)知五軸加工中的干涉、碰撞以及撞刀等情況,可靠性高,滿足了茂名職業(yè)技術(shù)學(xué)院五軸加工中心的教學(xué)、實訓(xùn)和生產(chǎn)的需求,保障了五軸加工中心加工的安全性和高效性。
