基于UG NX 10.0簡易煙灰缸的數控加工
2021-03-22 18:18:52林春宇
河南科技 2021年25期
林春宇

摘 要:智能制造時代離不開軟件的應用,特別是在設計制造加工領域,廣泛使用計算機輔助設計(Computer Aided Design,CAD)/計算機輔助制造(Computer Aided Manufacturing,CAM)軟件。而UG就是廣泛應用的CAD/CAM軟件之一,可為產品設計及加工過程提供數字化造型和驗證手段。通過使用UG各功能模塊,以簡易煙灰缸數控加工為實例,闡述了使用UG軟件進行簡易煙灰缸的建模設計、編程加工、后置處理刀具路徑生成程序、機床操作加工實物的整個流程。
關鍵詞:計算機輔助設計/計算機輔助制造(CAD/CAM);簡易煙灰缸;數控(NC)加工
中圖分類號:TG547 文獻標識碼:A 文章編號:1003-5168(2021)25-0041-04
NC Machining of Simple Ashtray Based on UG NX 10.0
LIN Chunyu
(Guangxi Modern Polytechnic College, Hechi Guangxi 547000)
Abstract: Today's intelligent manufacturing era is inseparable from the role of software, especially in the field of design, manufacturing and processing. CAD/CAM software is widely used. UG is one of the widely used software, which provides digital modeling and verification means for product design and processing process. By using each function module of UG and taking the NC machining of simple ashtray as an example, this paper expounds the whole process of modeling design, programming machining, post-processing, tool path generation program, and finally machining the real object by using UG software.
Keywords: Computer Aided Design/Computer Aided Manufacturing(CAD/CAM);simple ashtray;Numerical Control(NC) machining
進入21世紀以來,隨著計算機技術、現代制造技術(數控)、圖像技術的進步,模具設計與制造加工技術發展迅速,各種三維計算機輔助設計(Computer Aided Design,CAD)/計算機輔助制造(Computer Aided Manufacturing,CAM)軟件應運而生且各具特色,并在模具行(企)業獲得了廣泛應用。UG NX是一個功能強大的軟件,包含了企業中廣泛應用的集成套件,大規模應用于各種領域的產品設計、加工和制造等全范圍開發過程[1-2]。它是一個交互式CAD/CAM系統,可以建構各種復雜的實體及造型。因此,當前全球范圍內很多模具企(行)業都在利用UG軟件及其模具進行產品零件建模,再通過UG靈活豐富的加工功能對模具零件進行數控加工[3-5]。現以簡易煙灰缸為例,闡述利用UG NX 10.0軟件對簡易煙灰缸進行三維建模和數控加工的具體實現方法。
1 三維建模
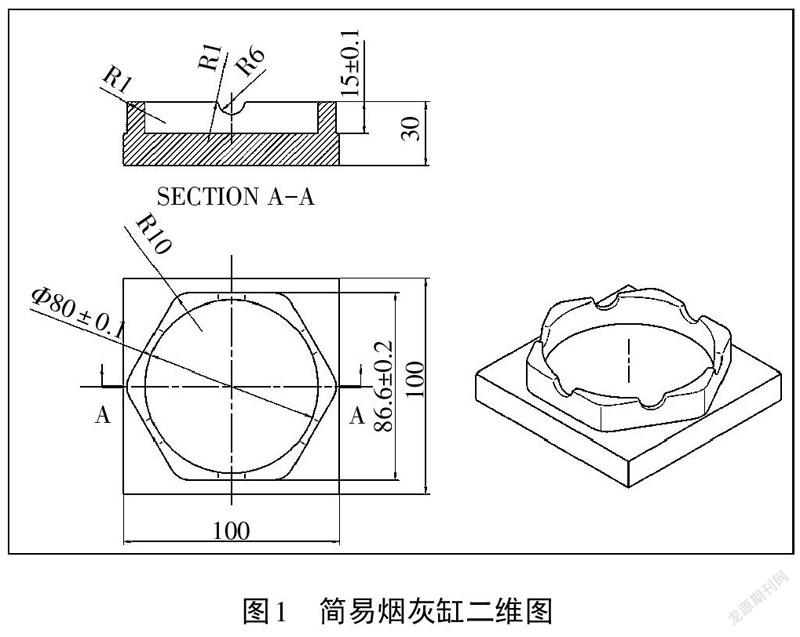
簡易煙灰缸的平面設計圖如圖1所示。其中,外表面不允許用砂布或銼刀修整,銳邊倒鈍。毛坯是尺寸為100 mm×100 mm×30 mm的鋁塊,未標注尺寸公差參考《一般公差 未注公差的線性和角度尺寸的公差》(GB/T 1804—2000)。
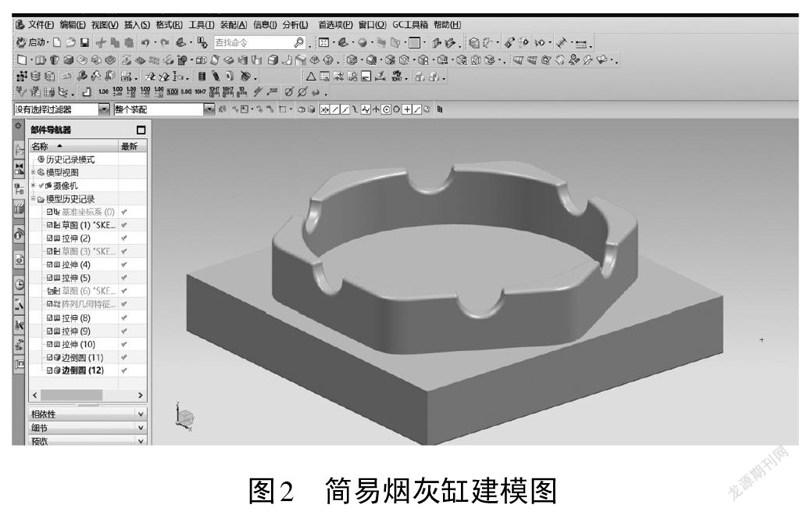
通過圖紙分析看到構建平面圖形用到的特征有拉伸、陣列、倒圓角等。打開UG,進入建模模塊,進行草圖的繪制和特征操作,最終建模如圖2所示。
2 編程加工
對進入UG的加工模塊進行參數設置,在操作之前先進行工藝分析,并考慮刀具以及夾具量具,之后通過編程設置,采用型腔銑進行輪廓粗精加工,剩余銑進行倒圓角和圓弧槽加工。
2.1 加工思路
①型腔銑粗加工輪廓。采用12 mm立銑刀進行分層銑削,底面和側面留余量0.1 mm,主軸速度設為S=3 000 r/min,進給速度設為F=1 800 mm/min,切深t=0.5 mm。②型腔銑精加工輪廓。采用12 mm立銑刀進行余量加工,主軸速度設為S=4 500 r/min,進給速度設為F=800 mm/min。③剩余銑圓角和圓弧槽。采用6 mm球頭刀進行銑削加工,主軸速度設為S=3 500 r/min,進給速度設為F=600 mm/min。④鉗工銳邊去毛刺。
2.2 加工工序
確定好加工思路之后開始進行編程加工,設置好各工序的參數;進入加工模塊,建立MCS坐標系,把加工坐標系建立在工件頂部中心位置;創建workpiece,指定部件,選擇煙灰缸,指定毛坯,選擇包容塊;創建刀具,先創建[Φ]12 mm的立銑刀,用來粗精加工;再創建[Φ]6 mm的球頭刀對殘料進行加工;準備工作完畢后,按照加工方案創建工序。
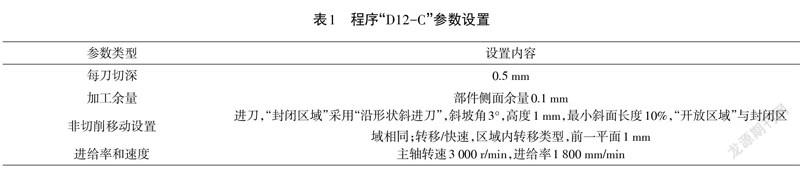
首先,選擇“型腔銑”進行開粗,插入→工序→選擇“型腔銑”,程序命名為“D12-C”,然后設置相關參數如表1所示。
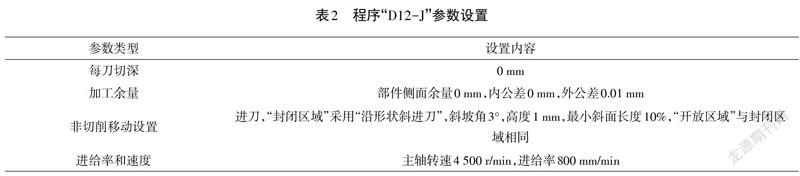
其次,開粗完畢后進行精加工,插入→工序→選擇“剩余銑”,程序命名為“D12-J”,然后設置相關參數如表2所示。
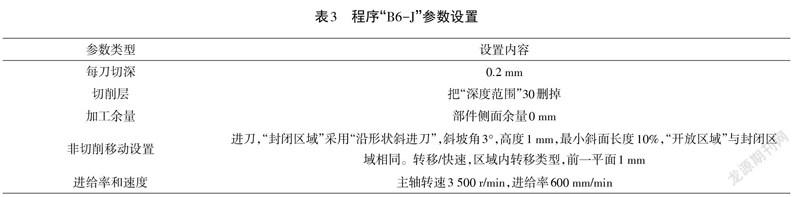
最后,對倒角和槽殘料進行加工,復制“D12-J”程序,進行粘貼,重命名為“B6-J”,然后設置相關參數如表3所示。
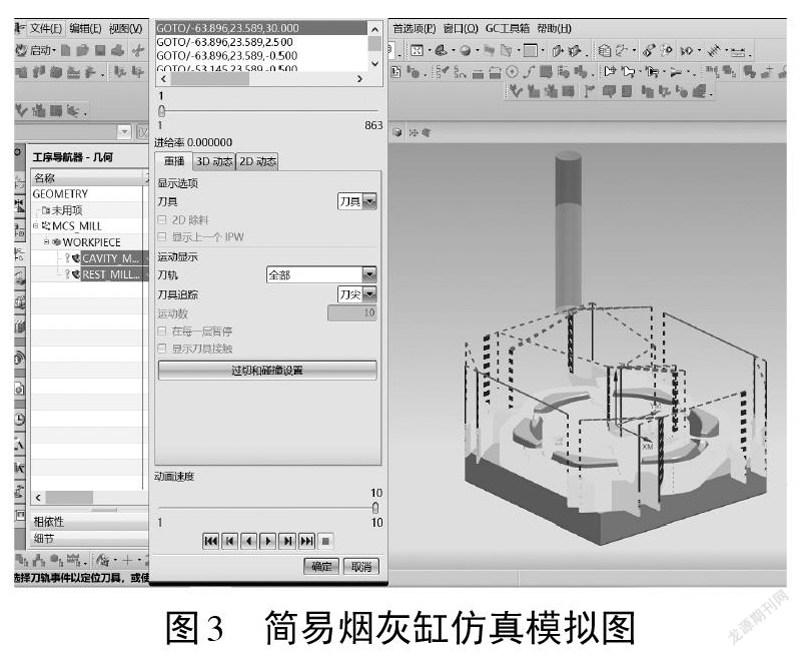
經過編程設置參數,對零件模擬加工進行2D、3D仿真模擬,確保能加工完畢且無剩余殘料,仿真模擬如圖3所示。
3 后置處理
經過編程設置優化調整相關參數后,通過UG的模擬仿真加工在確保效率和沒有殘料的情況下生成數控(Numerical Control,NC)代碼。結合實際機床加工情況分析,通過FANUC三軸機床專用后置處理器針對不同的機床系統型號要求,適當修改程序內容(NC代碼),完成程序的生成并用記事本格式保存,分別生成輪廓粗加工程序、輪廓精加工程序以及圓角弧槽程序。
4 數控機床模擬仿真操作
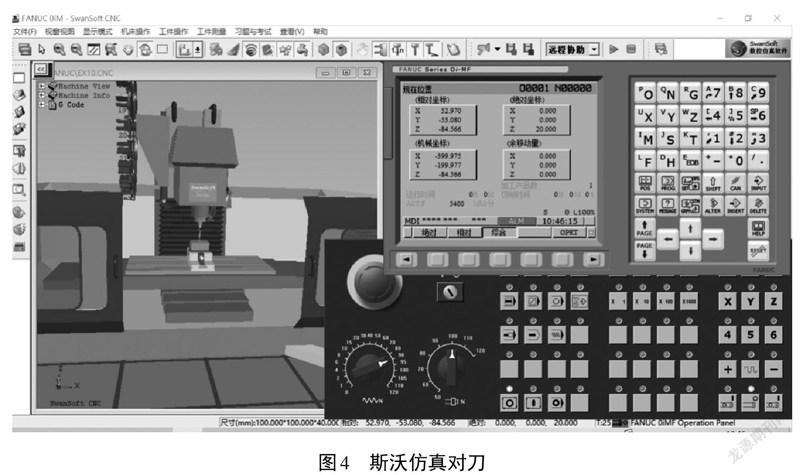
UG編程后置處理生成的程序,可以通過模擬機床進行程序檢驗,此時考慮實際機床加工實訓工位有限,可以先進行南京斯沃仿真軟件的數控機床模擬操作。通過軟件的模擬操作更好地熟悉機床操作,確保在仿真軟件上模擬沒有問題的情況下再到機床上熟悉實訓,提高效率。首先打開南京斯沃軟件按照要求安裝好工件,選好刀具,采用尋邊器分中進行對刀完畢,如圖4所示,其次進行粗加工,最后進行精加工程序,傳入南京斯沃軟件進行模擬加工,如圖5所示。這樣操作可以確保后置處理出來的程序是正確的。
5 程序傳輸
通過自動編程生成程序后,只需要把程序傳輸給對應的機床系統即可,程序傳入機床主要使用以下幾種方法。
5.1 線傳
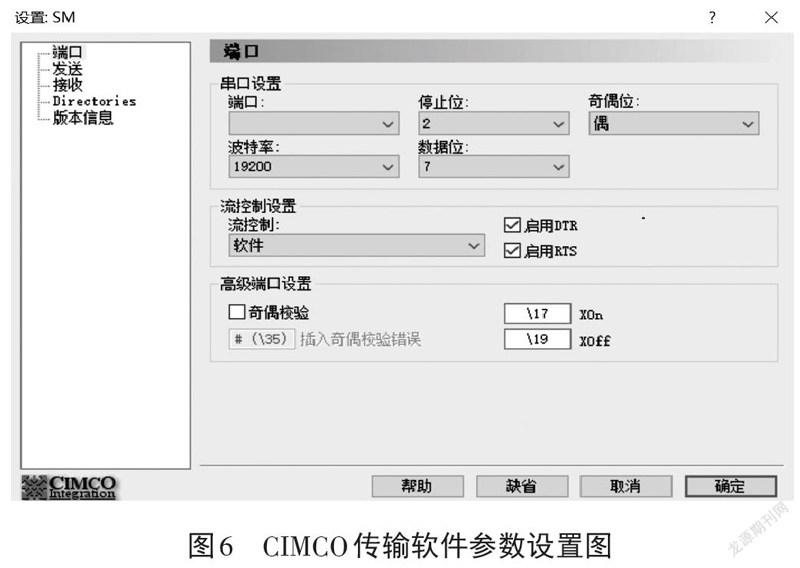
線傳可以直接進行數字控制(Direct Numerical Control,DNC)在線加工,也可以把程序輸入并保存在機床中。通過數控傳輸線把數控機床和電腦連接起來形成通信通道,通過RS232口輸入機床并修改參數,把機床I/O通道修改為1,打開數控傳輸軟件。以應用最多的CIMCOEdit5軟件為例,在電腦端打開傳輸軟件CIMCOEdit5,單擊“機床通訊”菜單中的“DNC設置”進入傳輸參數設置界面,如圖6所示,分別修改傳輸端口、波特率、數據位、停止位、奇偶校驗及代碼類別等參數。
在程序傳輸的過程中,一般是要輸入哪一側,則先操作哪一側,即先設置機床,再輸入程序,機床的設置步驟如下:①選擇“EDIT”方式,顯示程序目錄;②按下PROG功能按鈕,顯示程序內容畫面或者程序目錄畫面;③按下顯示屏軟件OPRT;④按下最右邊軟件菜單擴展鍵;⑤輸入地址O,輸入賦值程序的程序號;⑥按下屏幕軟鍵TEAD和EXEC,在屏幕上顯示“LSK”,程序正在等待被輸入;⑦打開計算機端要輸入的程序,在傳輸軟件主界面上的“機床通訊”菜單中選擇“發送”命令,找到要傳輸的程序并打開,即開始傳輸程序;⑧傳輸完成后,注意比較一下計算機和機床兩端的數據,如果數據大小一致,則表明傳輸成功。
5.2 CF卡傳
首先,通過CF卡讀卡器讀取電腦記事本格式的程序,把CF卡插入卡套;其次,修改機床參數,把機床參數I/O通道修改為4,處于DNC在線加工,進給倍率調為0;最后,把卡套插入機床卡端口位置,按下顯示屏DNC鎖定加工程序或者用EDIT編輯模式把程序選中傳入機床。此時處于DNC模式的程序存在于CF卡中,一邊加工一邊傳輸;處于EDIT模式的程序傳入機床,可以隨時調出來進行加工。
5.3 U盤傳輸
使用容量小于2 GB的U盤(修改為FAT32格式)2.0接口,把機床參數I/O通道修改為17,EDIT編輯模式下把程序選中傳入機床。此時,U盤傳輸不能進行DNC在線加工,只能把程序傳入機床。
5.4 以太網傳輸程序
使用以太網可以遠程傳輸程序,提高工作效率。首先,點擊機床系統端功能鍵SYSTEM進入參數設置,設定IP地址;其次,在電腦網絡設置找到“以太網”位置設定IP地址,打開軟件“會話設定”設置好程序存儲區相關地址;最后。打開程序傳輸軟件,可以看到PC端和系統端的程序,此時直接拖動需要傳輸的程序,點擊下載即可將程序輸入機床。可見,以太網傳輸十分方便快捷。
6 簡易煙灰缸的機床實操加工
做好所有準備工作后再進行機床操作,把工具、量具、刀具、毛坯及夾具等全部放在機床的工具柜上。開機回零操作,在夾具上安裝好毛坯,利用尋邊器試切對中法分中。主軸裝上刀具進行對刀操作,程序準備好后進行機床加工。
6.1 DNC在線加工
在線加工即一邊傳輸程序一邊加工,可用CF卡或電腦線傳的形式進行,程序不需要預先存入機床,能夠避免由于程序容量太大導致機床無法保存的問題。先讓機床處于代加工狀態,設置好相應要素,按鈕處于DNC按鍵,機床的進給倍率調為0;按下循環啟動按鈕,通過CF卡讀取程序或者電腦線傳程序即可讓機床處于加工狀態,此時慢慢調整進給倍率和主軸轉速倍率即可進行工件加工。
6.2 自動加工
先把程序傳入機床里面,按鈕處于自動加工按鍵,進給倍率調為0,讀取加工程序,按下循環啟動按鍵,慢慢調整進給倍率和主軸轉速倍率即可進行工件加工。
采取以上兩種方法都可以完成簡易煙灰缸加工。在加工過程中注意觀察加工狀態,隨時調整加工參數即主軸轉速和進給速度。加工完畢后,卸下工件和刀具,并對機床進行打掃,對車間進行6S管理[整理(SEIRI)、整頓(SEITON)、清掃(SEISO)、清潔(SEIKETSU)、素養(SHITSUKE)、安全(SECURITY)],至此完成簡易煙灰缸數控加工的整個流程。
7 結語
通過簡易煙灰缸的數控加工,簡單了解UG的編程加工,表明以UG軟件為代表的CAD/CAM軟件應用為數控加工提供了強有力的技術支持。運用UG軟件進行產品的三維設計建模,在UG加工環境下進行CAM編程,模擬刀具路徑、后置處理生成加工程序并輸送到數控機床進行加工,提高了生產效率和加工精度,有利于提高企業競爭力。
參考文獻:
[1]北京兆迪科技公司.UG NX 10.0數控加工教程[M].北京:機械工業出版社,2015:12.
[2]褚忠,郝國祥,邢曉江.UG NX 8.0數控加工基礎教程[M].北京:機械工業出版社,2013:56-59.
[3]廖衛獻.數控銑床及加工中心編程[M].北京:兵器工業出版社,2014:39.
[4]程發洲.基于ug10.0的基本參數與非切削參數設定[J].東莞理工學院學報,2019(1):5.
[5]李迎,趙自趁.基于UG/CAD/CAM的放大鏡型腔編程與銑削加工[J].深圳職業技術學院學報,2019(5):19-22.
3776501908240
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國衛生(2015年3期)2015-11-19 02:53:32
中國艦船研究(2014年5期)2014-05-14 06:43:09