微型固體波動(dòng)陀螺技術(shù)發(fā)展研究
2021-03-21 07:26:36蔣軍彪譚鵬立
彈箭與制導(dǎo)學(xué)報(bào) 2021年6期
關(guān)鍵詞:工藝
蔣軍彪,劉 奎,譚鵬立
(西安現(xiàn)代控制技術(shù)研究所,西安 710065)
0 引言
固體波動(dòng)陀螺(也稱為諧振陀螺)利用諧振子邊緣的徑向振動(dòng)駐波的進(jìn)動(dòng)效應(yīng)來感測載體的運(yùn)動(dòng),是一種基于哥式振動(dòng)原理的固體振動(dòng)陀螺。其敏感結(jié)構(gòu)有半球諧振子和桶形諧振子兩類,特點(diǎn)是結(jié)構(gòu)簡單、無高速轉(zhuǎn)子和活動(dòng)支承、可靠性高、壽命長、抗輻射,適用于大動(dòng)態(tài)、超高精度的不依賴于衛(wèi)星的導(dǎo)航系統(tǒng)。
在半球諧振陀螺(HRG)研究領(lǐng)域,美國、法國與俄羅斯處于領(lǐng)先地位。傳統(tǒng)HRG常采用高品質(zhì)的熔融石英玻璃材料經(jīng)超精密機(jī)械加工而成,其零偏穩(wěn)定性已達(dá)到0.000 1°/h[1],但傳統(tǒng)HRG加工周期長、成本高,僅僅在空間飛行器、通信衛(wèi)星、石油勘探及武器裝備等對(duì)可靠性、抗電磁輻射要求較高,對(duì)預(yù)算不是非常敏感的領(lǐng)域得到了部分應(yīng)用。國內(nèi)HRG研制起步較晚,其中哈爾濱工業(yè)大學(xué)等在半球諧振陀螺的誤差機(jī)理等方面作了有益研究[2-3],國防科技大學(xué)、航天13所、電子26所、兵器214所等在石英諧振子精密加工和組裝等制備工藝方面也取得了一定的進(jìn)展[4-7]。
微型半球諧振陀螺(mHRG)傳承了傳統(tǒng)HRG高精度基因,并融合了MEMS相關(guān)工藝,已經(jīng)成為當(dāng)前微型高精度陀螺研究的熱點(diǎn)。
1 固體波動(dòng)陀螺的技術(shù)方案
固體波動(dòng)陀螺主要由諧振子、激勵(lì)與讀取基座、控制電路及軟件算法組成。諧振子為旋轉(zhuǎn)對(duì)稱的敏感結(jié)構(gòu),其形狀為帶有中心桿的Ψ型半球或桶形薄壁殼體,通過銦焊等工藝將中心桿下端固定在激勵(lì)與讀取基底上,激勵(lì)罩與讀取基座的表面有多個(gè)離散電極,與金屬化后的諧振子間形成多個(gè)小電容。這些小電容構(gòu)成激勵(lì)器和傳感器,分別產(chǎn)生激勵(lì)信號(hào)和敏感駐波的進(jìn)動(dòng)角度或角速度。圖1展示了美國諾格公司(Northrop Grumman)的mHRG的零部件[8]。由于mHRG的零件數(shù)比液浮陀螺、撓性陀螺、激光陀螺和光纖陀螺少得多,其可靠性有顯著提高。

圖1 諾格公司的mHRG零部件圖
HRG的工作原理是基于半球諧振子繞中心軸旋轉(zhuǎn)時(shí)產(chǎn)生的哥氏效應(yīng),在哥氏力的作用下,其振型在環(huán)向相對(duì)殼體進(jìn)動(dòng)所產(chǎn)生的陀螺效應(yīng)。
HRG有開環(huán)工作模式、閉環(huán)工作模式兩種。其中閉環(huán)工作模式具有很高的標(biāo)度因子穩(wěn)定性和線性度,因而成為常用的工作模式,包括全角閉環(huán)模式、力反饋模式以及混合工作模式3種。當(dāng)陀螺儀工作在全角模式下時(shí),輸出的是角度,相當(dāng)于速率積分陀螺;當(dāng)陀螺儀工作在力反饋模式下時(shí),輸出的是角速度,相當(dāng)于角速率陀螺。
1.1 開環(huán)工作模式
HRG開環(huán)工作時(shí),諧振子在靜電驅(qū)動(dòng)下維持四波腹(波數(shù)n=2)駐波振動(dòng),振動(dòng)速度為v。當(dāng)陀螺旋轉(zhuǎn)時(shí),即當(dāng)外部輸入沿軸向的角速度Ω后,振動(dòng)中的諧振子受到哥氏力F作用,其大小為:
F=-2Ω×v·dm
(1)
在哥氏力作用下,駐波位置發(fā)生反向進(jìn)動(dòng),如圖2所示[8]。當(dāng)殼體轉(zhuǎn)角為Φ時(shí),二階振型將反向以一定比例進(jìn)動(dòng)θ角度:

圖2 駐波進(jìn)動(dòng)前后對(duì)比示意圖[8]
θ=kΦ
(2)
式中,k為標(biāo)度因數(shù)。
1.2 全角閉環(huán)模式
全角閉環(huán)模式的工作原理如圖3所示,當(dāng)陀螺旋轉(zhuǎn)時(shí),環(huán)形電極激勵(lì)出的四波腹振型沿環(huán)向進(jìn)動(dòng),互成45°的兩組檢測電極將輸出X、Y兩組信號(hào),利用乘法相干解調(diào)技術(shù),可得到4個(gè)振型參數(shù)Cx,Cy,Sx,Sy,再利用這4個(gè)參數(shù)進(jìn)行組合運(yùn)算,得到所需要的控制判斷量,將控制量與判斷量進(jìn)行比較,通過驅(qū)動(dòng)合成和調(diào)制模塊生成控制電壓,作用到陀螺的控制電極上,實(shí)現(xiàn)對(duì)HRG參數(shù)激勵(lì)控制。控制判斷量分別為[9]:
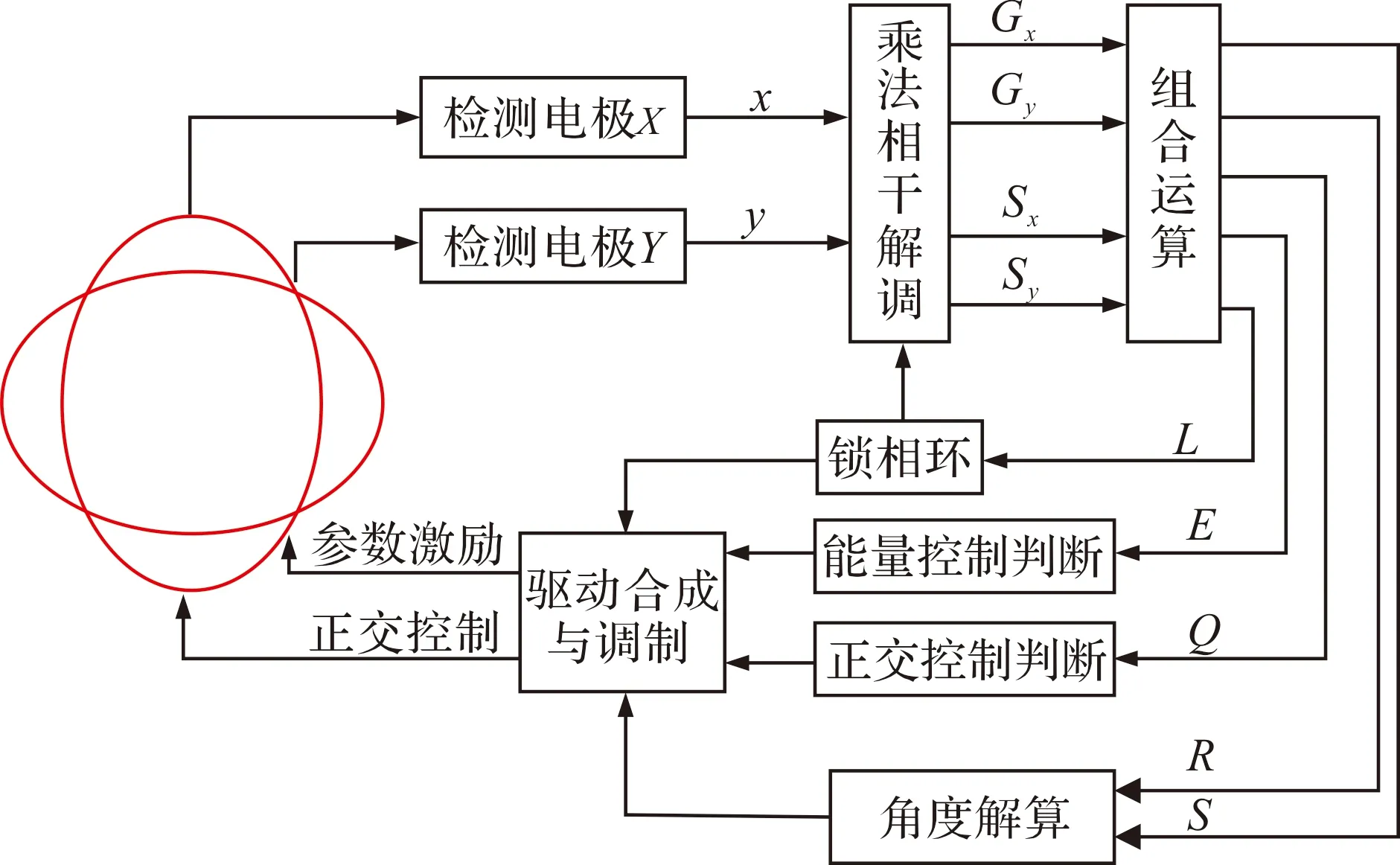
圖3 基于參數(shù)激勵(lì)的全角控制方案[9]
(3)
式中:E表示當(dāng)前諧振子振動(dòng)的總能量,該值與設(shè)定幅值E0的差值形成能量控制誤差信號(hào),用于對(duì)幅度的控制,Q表示陀螺振動(dòng)模態(tài)正交誤差量的大小,用于對(duì)正交誤差的控制;S,R表示振型方位;L表示實(shí)現(xiàn)對(duì)諧振子頻率的跟蹤;振型方位角為:
θ=arctan(R/S)
(4)
通過檢測振型的位置,即可獲得陀螺載體的轉(zhuǎn)角。全角控制模式下HRG的顯著特點(diǎn)是其的振動(dòng)駐波像傅科擺一樣自由進(jìn)動(dòng),理論上具有無限的檢測帶寬和動(dòng)態(tài)范圍,但存在“閉鎖”效應(yīng)。
趙萬良等通過實(shí)驗(yàn)驗(yàn)證了全角控制技術(shù)的可行性,陀螺的測量角速度可達(dá)300°/s,線性度優(yōu)于10-4[9]。
1.3 力反饋模式
力反饋模式的工作原理如圖4所示。A為主激勵(lì)器,B為反饋激勵(lì)器。主激勵(lì)器A激勵(lì)出駐波振型,通過位移傳感器M1檢測到的信號(hào),經(jīng)處理后形成恒定的振幅A0;當(dāng)載體的角速度為Ω時(shí),駐波發(fā)生進(jìn)動(dòng),位移傳感器M1,M2檢測出諧振子的徑向振動(dòng)位移信號(hào),通過組合運(yùn)算處理后,反饋并控制激勵(lì)器B的激勵(lì)力,控制四波腹振蕩的位置和幅度不因殼體旋轉(zhuǎn)而改變,即保持駐波方位角相對(duì)于半球殼體位置不變。從而檢測并輸出角速度信號(hào)Ω0,其表達(dá)式為:

圖4 半球諧振陀螺的力反饋工作模式[2]
Ω0=-4/5A0ω0Ω
(5)
1.4 混合工作模式
混合工作模式是在全角閉環(huán)系統(tǒng)中引入駐波方位角控制回路。當(dāng)輸入角速度低于“鎖區(qū)”時(shí),使控制系統(tǒng)工作于力反饋模式,可解決HRG測量閾值問題;一旦輸入角速度高于“鎖區(qū)”時(shí),切換至全角閉環(huán)模式,可解決測量范圍問題。
2 mHRG的制備工藝技術(shù)
mHRG制造技術(shù)的難點(diǎn)在于諧振子的加工,即如何提升品質(zhì)因數(shù)Q、降低頻率裂解,以及均布的電極制備。目前,較為成熟的諧振子制備工藝技術(shù)有:各向同性刻蝕與薄膜沉積、各向同性刻蝕與玻璃熱膨脹加工以及高溫噴燈吹制3種。
2.1 各向同性刻蝕與薄膜沉積
各向同性刻蝕與薄膜沉積工藝主要包括:濕法或干法刻蝕、薄膜沉積、犧牲層去除和鍍膜等技術(shù)。以佐治亞理工大學(xué)的微型硅半球諧振陀螺制備工藝為例[10],其流程為:1)利用鍍膜技術(shù)在硅基底上加工出電極;2)利用SF6等離子體刻蝕出半球凹模,作為諧振結(jié)構(gòu)的模具;3)在模具底部刻蝕通孔,并在硅基底上生長一層氧化層;4)利用CVD在氧化層上沉積多晶硅;5)在多晶硅上再生長一層氧化層,并制備出釋放窗口;6)利用XeF2各向同性地釋放硅腔體周圍的硅,得到二氧化硅包裹的多晶硅殼體結(jié)構(gòu);7)腐蝕掉二氧化硅包層,得到多晶硅材質(zhì)的mHRG。圖5為佐治亞大學(xué)在2015年研制的多晶硅微半球諧振結(jié)構(gòu),直徑為1.2 mm,殼體厚度為1 μm,其電極和諧振結(jié)構(gòu)是同時(shí)制作的,對(duì)準(zhǔn)精度較高。
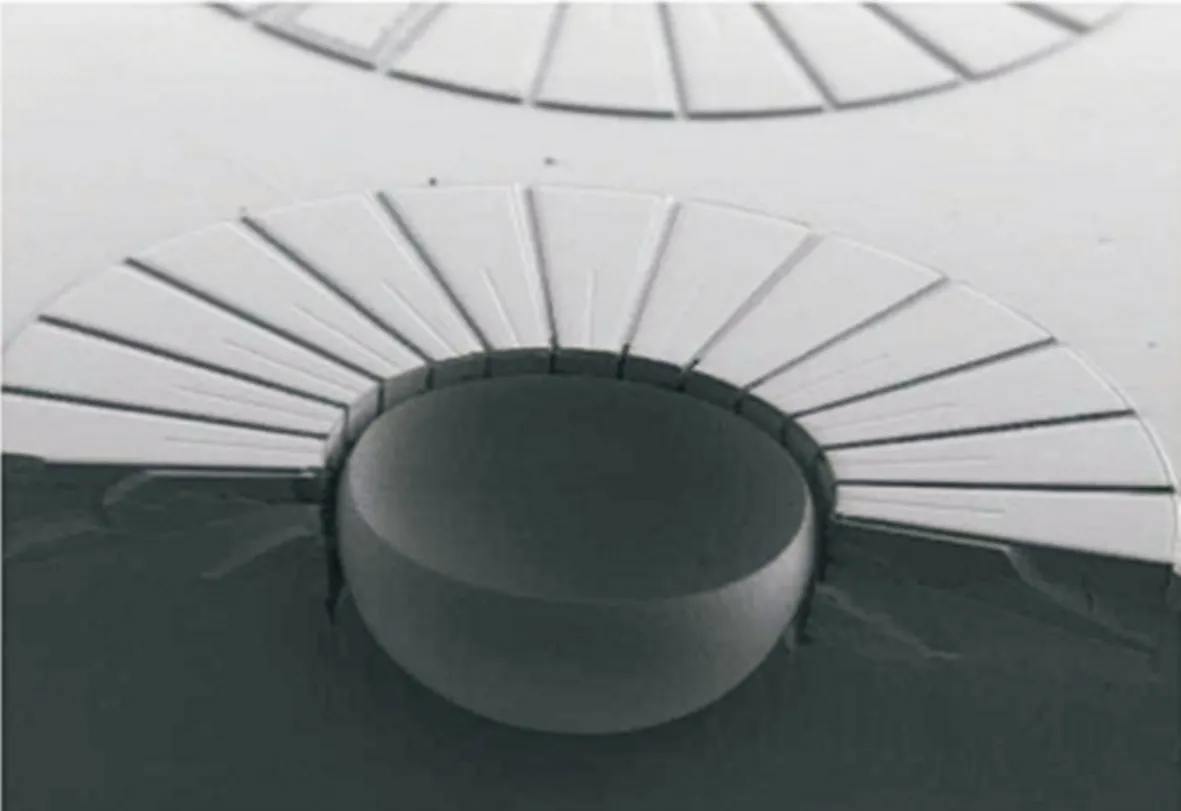
圖5 佐治亞大學(xué)的多晶硅微半球諧振結(jié)構(gòu)
在該工藝路線中,除佐治亞理工大學(xué)外,還有加州大學(xué)戴維斯分校、德雷珀實(shí)驗(yàn)室等采用了干法刻蝕技術(shù),而康奈爾大學(xué)、中國工程物理研究院等單位則采用HNA濕法刻蝕技術(shù)。目前,利用該工藝制造的微半球諧振結(jié)構(gòu)直徑小于2 mm,品質(zhì)因數(shù)低于20萬,最好的陀螺零偏不穩(wěn)定性為21°/h[7]。
2.2 各向同性刻蝕與玻璃膨脹吹制
各向同性刻蝕與玻璃膨脹吹制工藝主要包括:濕法或干法刻蝕、硅/玻璃鍵合、化學(xué)機(jī)械拋光(CMP)等技術(shù)。以加州大學(xué)歐文分校的基于超低膨脹TiO2硅酸鹽玻璃(ULE-TSG)的mHRG制備工藝為例,其流程為:1)利用SF6等離子體刻蝕出硅半球凹模,作為諧振子的模具;2)利用鍵合技術(shù),將刻蝕有凹模的硅片與ULE-TSG玻璃鍵合在一起;3)通過精確控制專用高溫爐的溫度和保溫時(shí)間,使玻璃軟化;4)利用玻璃吹制方法加工出半球諧振子;5)利用化學(xué)機(jī)械拋光釋放諧振子。2013—2014年間,該校采用ULE-TSG玻璃加工出了直徑約為7 mm的半球諧振子,圖6為該工藝批量加工的產(chǎn)品圖,頻率裂解最低可達(dá)到1 Hz以下。

圖6 圓片級(jí)玻璃熱變形加工的諧振結(jié)構(gòu)陣列
東南大學(xué)采用Pyrex玻璃加工出了諧振結(jié)構(gòu),頻率裂解72 Hz。中北大學(xué)采用預(yù)先制作電極的方式,也加工了諧振結(jié)構(gòu)與電極的一體化樣機(jī),頻率裂解10 Hz。
2.3 高溫噴燈吹制
密歇根大學(xué)2012年率先采用高溫噴燈吹制工藝,主要包括:石墨模具成形、高溫噴燈吹制和CMP/飛秒激光釋放等技術(shù)。2019年,該校研制了弧面驅(qū)動(dòng)陀螺樣機(jī),如圖7所示,在陶瓷管殼封裝后的品質(zhì)因數(shù)達(dá)到了150萬,常溫零偏不穩(wěn)定性為0.013°/h,是目前世界上精度最高的微陀螺之一[10]。

圖7 密歇根大學(xué)的陀螺樣機(jī)
國防科技大學(xué)對(duì)該工藝進(jìn)行了優(yōu)化,于2020年研制了一種基于靈敏度放大結(jié)構(gòu)的mHRG,其工藝流程為:1)加工有圓形凹槽的石墨模具;2)將熔融石英片固定在石墨模具上,用丙烷和氧氣燃燒高溫加熱熔融石英片,同時(shí)對(duì)石墨模具內(nèi)腔加負(fù)壓,在內(nèi)外壓強(qiáng)差的作用下軟化的石英玻璃片向石墨模具內(nèi)腔變形,在高溫吹制過程中,熔融石英微殼體曲面結(jié)構(gòu)旋轉(zhuǎn);3)微殼體曲面結(jié)構(gòu)制作對(duì)準(zhǔn)標(biāo)記并固定到裝配夾具;4)用飛秒激光刻蝕釋放靈敏度放大單元;5)采用磁控濺射等工藝方法,在諧振結(jié)構(gòu)表面制備電極;6)陀螺芯片整體結(jié)構(gòu)圓片級(jí)微組裝。陀螺樣機(jī)如圖8所示。其測試結(jié)果為:量程±3 000°/s,標(biāo)度因數(shù)非線性優(yōu)于8×10-6,零偏不穩(wěn)定性(Allan方差)為0.235°/h,是目前國內(nèi)報(bào)道的性能最高的微半球諧振陀螺。

圖8 國防科大的微半球諧振陀螺樣機(jī)
2.4 3種工藝方法的特點(diǎn)
各向同性刻蝕與薄膜沉積工藝及IC工藝兼容性最好,結(jié)構(gòu)與控制電路集成制造的可行性最高,可以在同一條工藝線上完成半球陀螺的封裝,適宜批量生產(chǎn)。采用該工藝加工的諧振子直徑從幾百微米至幾毫米,具有批量、體積和成本優(yōu)勢。適用于該工藝的材料主要包括單晶硅、多晶硅、多晶金剛石等。由于硅材料的優(yōu)質(zhì)因數(shù)與石英相差無幾,半球諧振子可以在較高的諧振頻率下工作,抗振動(dòng)、沖擊能力相對(duì)較強(qiáng),可廣泛應(yīng)用于戰(zhàn)術(shù)級(jí)導(dǎo)航領(lǐng)域。但由于各向同性刻蝕工藝影響了模具的對(duì)稱性和粗糙度,致使諧振子的對(duì)稱性和粗糙度較差,深寬比較小,因此,該工藝制造的mHRG的精度較低。未來隨著對(duì)刻蝕速率、刻蝕氣體、刻蝕溫度等工藝參數(shù)的不斷優(yōu)化,高質(zhì)量沉積工藝(如ALD原子層沉積)的應(yīng)用,模具質(zhì)量和諧振子材料品質(zhì)將不斷提高,這種現(xiàn)狀也將得到改觀。
高溫噴燈吹制時(shí)間短、工藝設(shè)備簡單,由該工藝制備的諧振子結(jié)構(gòu)的表面粗糙度小、對(duì)稱性好。但石墨模具為軟性材料,其機(jī)械加工性差,且對(duì)加工設(shè)備的定位精度和加工精度提出了很高要求;此外,模具因高溫氧化,形貌會(huì)逐步變差,批量加工的諧振子結(jié)構(gòu)一致性難以保證。該工藝制備的諧振子常采用石英材料,由于石英材料不導(dǎo)電,需要在諧振子表面金屬化,才能實(shí)現(xiàn)諧振子的驅(qū)動(dòng)和檢測,而這些金屬化導(dǎo)電膜會(huì)造成諧振子Q值的大幅下降。此外,基于石英材料的半球諧振子與電極的裝配難度大,成本高,影響批生產(chǎn)能力。
各向同性刻蝕與玻璃膨脹吹制工藝技術(shù)的優(yōu)缺點(diǎn)與各向同性刻蝕與薄膜沉積工藝技術(shù)大體相同,但凹模的質(zhì)量對(duì)諧振子的粗糙度和對(duì)稱性影響很小,因此,諧振子的表面質(zhì)量會(huì)有較大幅度提高。相比于諧振子直徑,其壁厚較厚,其中心支柱的直徑相應(yīng)也會(huì)增大,導(dǎo)致諧振子頻率增大,時(shí)間常數(shù)降低。與高溫噴燈吹制工藝相比,不包括高溫火焰,可控性強(qiáng)。該工藝與集成電路工藝兼容性好,可以將諧振子、電極結(jié)構(gòu)和控制電路集成在同一條工藝線上制備,直接完成陀螺的封裝,適用于批量化、產(chǎn)業(yè)化。
3 微型固體波動(dòng)陀螺的主要誤差分析
微型固體波動(dòng)陀螺的主要誤差源有:影響陀螺零偏及其穩(wěn)定性的“漂移”和影響陀螺閾值的“鎖區(qū)”效應(yīng)。這些誤差主要源于諧振子的材料和工藝缺陷,而其中對(duì)諧振子駐波影響最為嚴(yán)重的是密度、彈性模量以及殼體厚度等參數(shù)的非均勻性。按傅里葉展開,這些非均勻性形成了多次諧波,特別是四次諧波影響最大。
3.1 微型固體波動(dòng)陀螺的漂移誤差

(6)
式中:N為振型橢圓度;k為標(biāo)度因數(shù);k1,k2分別為一階和二階振型系數(shù);R為諧振子半球薄殼平均半徑;ω0為振動(dòng)頻率;A為振幅;τ1為駐波振幅沿最大品質(zhì)因數(shù)軸的衰減時(shí)間;τ2為駐波振幅沿最小品質(zhì)因數(shù)軸的衰減時(shí)間;φ0為薄殼頻率軸初始方位角;φ4為薄殼阻尼軸初始方位角;μ為激勵(lì)功率參數(shù);Δ4為諧振子的頻率裂解;γ為激勵(lì)信號(hào)與薄殼振動(dòng)間的相位差。
3.1.1 質(zhì)量不平衡引起的陀螺漂移
雖然諧振子經(jīng)過了精密加工,但受加工誤差、材料不均勻性等因素的影響,仍然存在著偏差,諧振子在周向不同方位上的幾何尺寸、材料密度、質(zhì)量等產(chǎn)生的不對(duì)稱性導(dǎo)致了諧振子的諧振頻率差異(頻率裂解Δ4):
(7)

據(jù)仿真分析,頻率裂解為0.1 Hz,0.01 Hz時(shí),分別會(huì)產(chǎn)生約0.01°/h和0.001°/h的陀螺隨機(jī)誤差。因此,高精度微固體波動(dòng)陀螺必須通過質(zhì)量調(diào)平技術(shù),盡可能地減小ε4,力爭使Δ4達(dá)到最小。微型諧振子質(zhì)量調(diào)平技術(shù)主要有:化學(xué)刻蝕、激光去重和離子束刻蝕等。離子束刻蝕技術(shù)可實(shí)現(xiàn)原子量級(jí)的無應(yīng)力去除,調(diào)平精度高,對(duì)材料表面和深層結(jié)構(gòu)的影響小,但存在刻蝕殘?jiān)廴撅L(fēng)險(xiǎn);飛秒激光具有超短的脈沖寬度,峰值功率高,加工無需真空環(huán)境,與數(shù)控系統(tǒng)適配性好,在對(duì)材料進(jìn)行燒蝕加工時(shí)的熱應(yīng)力非常小,這兩種技術(shù)在微型諧振子質(zhì)量調(diào)平中應(yīng)用較為普遍。
Draper實(shí)驗(yàn)室2014年加工出多晶金剛石微半球諧振結(jié)構(gòu),其直徑為1.4 mm,品質(zhì)因數(shù)高達(dá)143 000,初始頻率裂解最低可達(dá)7 Hz。經(jīng)激光修型后,頻率裂解可降至0.3 Hz。
國防科技大學(xué)基于飛秒激光刻蝕技術(shù)對(duì)mHRG采用在低頻軸對(duì)應(yīng)軸向的靈敏度放大單元上進(jìn)行質(zhì)量刻蝕修調(diào),以增加低頻模態(tài)的固有頻率為主,達(dá)到了0.1 Hz內(nèi)的頻率裂解[7]。船舶707所對(duì)傳統(tǒng)HRG進(jìn)行質(zhì)量刻蝕修調(diào),實(shí)現(xiàn)了5×10-4mHz量級(jí)的修調(diào)分辨率和8×10-3Hz的頻率裂解修調(diào)精度[12]。
3.1.2 橢圓度引起的漂移

因此,只有當(dāng)q=0時(shí),N=0,即陀螺呈現(xiàn)理想的駐波形態(tài)時(shí),這部分漂移才能消失。
3.2 固體波動(dòng)陀螺的閉鎖效應(yīng)
為了克服閉鎖效應(yīng)產(chǎn)生的影響,在源文光陀螺中開發(fā)出了多種偏頻技術(shù):抖動(dòng)偏頻、速率偏頻、法拉第偏頻等。以往這種只在光學(xué)陀螺中存在的誤差,也出現(xiàn)在了固體波動(dòng)陀螺中,即輸入角速度小于某個(gè)閾值時(shí),駐波不產(chǎn)生進(jìn)動(dòng)。
如果諧振子材料的阻尼系數(shù)ξ一致性不好,將導(dǎo)致諧振子周向品質(zhì)因數(shù)不均勻,即τ1≠τ2,由此產(chǎn)生的駐波進(jìn)動(dòng)角速度可表示為[11]:
(8)

目前,品質(zhì)因數(shù)非均勻性引起的陀螺漂移尚無好的工藝技術(shù)加以修正,只能依靠諧振子的材料選擇、陀螺內(nèi)部潔凈度和殘余氣壓等過程和參數(shù)的嚴(yán)格控制。利用算法進(jìn)行補(bǔ)償?shù)难芯抗ぷ饕苍陂_展,但成效還不顯著。
由頻率裂解和阻尼各向異性造成的陀螺誤差均為周向角的諧波函數(shù),利用駐波控制回路主動(dòng)驅(qū)動(dòng)駐波正反向抖動(dòng),或旋轉(zhuǎn)180°的整數(shù)倍,這些誤差將減小或被積分清零。因此,當(dāng)駐波正反向抖動(dòng)或旋轉(zhuǎn)時(shí),將呈現(xiàn)出與激光陀螺的抖動(dòng)偏頻或速率偏頻類似的效果,可使HRG工作于“鎖區(qū)”之外,以規(guī)避HRG的“閉鎖”效應(yīng)。
3.3 機(jī)械應(yīng)力引起的陀螺漂移
運(yùn)動(dòng)載體可能會(huì)產(chǎn)生寬譜的振動(dòng)、沖擊或過載等機(jī)械應(yīng)力,如果激振頻率落入載體的寬譜振動(dòng)中,則會(huì)產(chǎn)生與g相關(guān)的誤差。因此,一般會(huì)要求激振頻率ω0盡可能的高,這又會(huì)造成微型固體波動(dòng)陀螺的k2ω0N/R2誤差增大。另外,諧振子支撐桿的橫向剛度遠(yuǎn)低于縱向剛度,當(dāng)載體產(chǎn)生與mHRG敏感軸垂直的機(jī)械應(yīng)力時(shí),陀螺零偏將會(huì)改變。采用合理配置激勵(lì)電極的控制方法,可有效減小加速度導(dǎo)致的諧振子變形以及與激勵(lì)電極間的附加位移,使振幅、速率控制回路的控制因數(shù)減小3個(gè)數(shù)量級(jí),并將陀螺的常值誤差控制在可忽略范圍內(nèi)[13]。
3.4 固體波動(dòng)陀螺誤差的尺寸效應(yīng)
在式(6)中,等號(hào)右邊第一項(xiàng)和第三項(xiàng)含有半徑R,其它幾項(xiàng)盡管沒有尺寸參數(shù),但尺寸效應(yīng)依然存在。
對(duì)于微型諧振子而言,無論采取何種制備工藝,橢圓度都不可能完全消除,因此,隨著諧振子半徑的減小,由k2ω0N/R2產(chǎn)生的漂移會(huì)快速增大。另外,減小諧振子的半徑,相應(yīng)的檢測電容也會(huì)減小,導(dǎo)致檢測信號(hào)的信噪比降低。而被迫增大的振動(dòng)幅度,又會(huì)導(dǎo)致振動(dòng)的非線性系數(shù)k2增大,進(jìn)一步推升“漂移”值。因此,合理選擇諧振子的半徑、振幅至關(guān)重要。
4 結(jié)論
微型固體波動(dòng)陀螺經(jīng)過近20年的發(fā)展,在材料、工藝和設(shè)計(jì)方案等環(huán)節(jié)均取得了長足進(jìn)步。mHRG的Q值、零偏穩(wěn)定性等指標(biāo)大幅度提升,尤其是基于熔融石英材質(zhì)的mHRG的Q值已經(jīng)達(dá)到傳統(tǒng)HRG相同量級(jí),其精度也接近慣性級(jí)。但微型化所導(dǎo)致的加工、裝配、調(diào)試難度的增加,相比于傳統(tǒng)HRG,多個(gè)參數(shù)的四次諧波含量以及橢圓度也會(huì)增加,因此,在方案、工藝、材料、成本、批量等多個(gè)維度上將提出更高的要求。可以預(yù)見,微型固體波動(dòng)陀螺達(dá)到高精度的難度比傳統(tǒng)固體波動(dòng)陀螺大得多,前行的路充滿挑戰(zhàn),但也值得為之奮斗。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
