基于AS/NZS 1554.1澳洲標準的焊接工藝評定分析
2021-03-20 05:12:22苗中杰武勝圈白小波許慶偉
建筑機械化 2021年2期
苗中杰,武勝圈,白小波,許慶偉
(中鐵工程裝備集團有限公司,河南 鄭州 450016)
焊接工藝評定是為驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結果評價,是保證質量的重要手段,為正式制定焊接工藝指導書或焊接工藝卡提供可靠依據。針對出口澳大利亞項目,為滿足結構件焊接生產質量和客戶需求,企業依據AS/NZS 1554.1-2014 進行了焊接工藝評定,順利取得了國際認證機構的相關認證證書,最終通過了澳大利亞客戶和監理公司的驗收。澳標焊接工藝評定要求與歐標和美標、國標的要求有所不同,目前我國制定澳標焊接工藝評定的企業不多,本文對澳標焊接工藝評定方法進行了分析和整理,為焊接工程師在焊接工藝評定策劃和焊接工藝規程編制時提供一種參考。
1 預焊接工藝評定策劃
1.1 適用范圍選擇
1)AS/NZS 1554.1 標準限用于指定最低屈服強度不超過500MPa 的母材的焊接,適用于手工電弧焊、熔化極氣體保護電弧焊、鎢極氣體保護焊、藥芯焊絲電弧焊等焊接方法。
2)AS/NZS 1554.1 標準中焊接類型分為GP(通用用途)和SP(結構用途),GP 一般用于承受靜態荷載的焊接件,SP 一般用于承受動態荷載的焊接件;SP 焊接工藝評定要求高于GP,SP 焊接類型焊接工藝評定可覆蓋GP 焊接類型,所以針對承受動載荷的焊接件通常建議采用SP 焊接類型進行焊接工藝評定。
1.2 焊接方法及焊接材料選用
出口產品原材料和焊接材料采用國內標準時,應得到業主認可并合同中約定。企業出口澳大利亞產品焊接件原材料主要為舞鋼生產的Q355ND(GB/T 1591-2018),母材的最低屈服強度不超過500MPa,主要焊接方法為二氧化碳氣體保護焊。在做焊接工藝評定時,參照AS/NZS 1554.1-2014 標準,焊接材料應該與鋼的類型等強匹配的原則,通過對鋼板成分的分析和碳當量的計算,最終選定ER50-6 等級的焊材。
1.3 母材厚度
參 照AS/NZS 1554.1-2014 標 準,對 于完全熔透對焊和不完全熔透對焊,試件厚度小于36mm 時,厚度認可范圍為測試材料板厚的0.5~2 倍;試件厚度不小于36mm 時,厚度認可范圍沒有上限。根據產品結構,我公司分別采用20mm、40mm 厚的材料進行焊接工藝評定,覆蓋材料厚度≥10mm。
對于角焊,角焊縫程序合格評定應根據角焊縫尺寸而不是根據材料厚度,單道角焊合格評定認可不大于合格評定焊縫厚度的角焊;多道角焊合格評定認可多道角焊。
對接和角接認可范圍詳見表1 和表2。AS/NZS 1554.1-2014 標準試件厚度覆蓋范圍大于ISO 15614-1 標準。
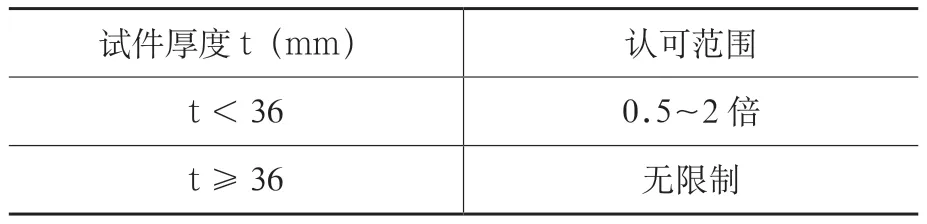
表1 完全熔透對焊和不完全熔透對焊母材厚度認可范圍
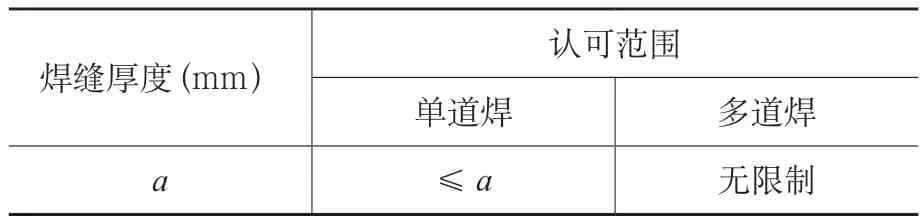
表2 角焊焊縫厚度認可范圍
1.4 焊接位置
對于對焊,AS/NZS 1554.1-2014 標準相關附錄所列任何預檢合格對焊接頭的程序合格評定對于該接頭和所用準備角的所有其他焊接位置都應該有效,無需進一步測試。如果焊接方向在垂直向上和垂直向下之間發生改變,需要另外給予評定。對于角焊,焊接位置許可范圍見表3。結合ISO 15614-1 標準,沖擊試樣應取自熱輸入最高的焊縫位置(PF 和PA),硬度試樣應取自熱輸入最低的焊縫位置(PC 和PE),所以企業對角焊和對焊分別進行了PC 和PF 兩種位置焊接工藝評定。
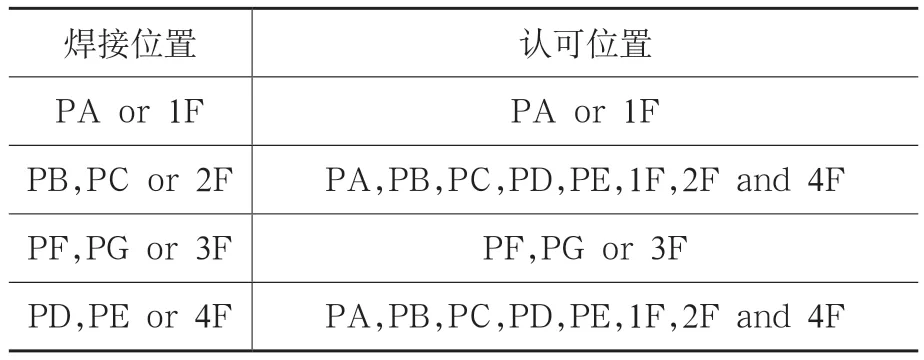
表3 角焊工藝評定焊接位置認可范圍
1.5 焊接類型
對于完全熔透對焊和不完全熔透對焊,單邊焊接的單V 型對焊的程序評定對于雙V 對焊和雙面焊接的單V 型對焊的焊接應該有效,單邊焊接的單U(J)型對焊的程序評定對于雙U 對焊和雙面焊接的單U(J)型對焊的焊接應該有效;雙V型對焊的程序評定對于雙V 型對焊和雙面焊接的單V 型對焊的焊接應該有效,雙U 型對焊的程序評定對于雙U 型對焊和雙面焊接的單U(J)型對焊的焊接應該有效。
對于角焊,使用鋼板或者鋼管角焊工藝的角焊程序合格評定也適用于鋼板和鋼管的角焊。
1.6 焊接試樣準備
AS/NZS 1554.1-2014 標準試樣尺寸不同于SO 15614-1 標準,焊接試樣尺寸與焊接接頭形式相關,焊接試樣尺寸應滿足具有適當鋼板厚度的測試試樣數量要求和重新測試試樣數量要求。我公司焊接件焊縫種類主要為對焊和角焊,最小對焊和角焊試樣尺寸分別見圖1 和圖2。
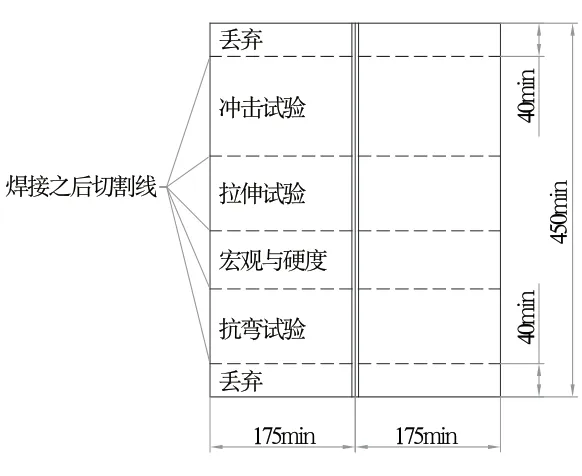
圖1 對焊試樣(單位:mm)
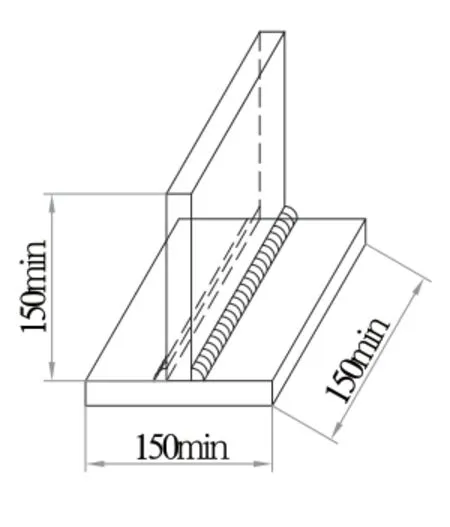
圖2 角焊試樣(單位:mm)
2 焊接人員
2.1 焊接監理
焊接應該在制造商雇傭或與制造商簽訂合同關系的焊接監理的監督下進行。
焊接監理應該確保所有焊接都按計劃、規范、任何其他文件和本合同中的要求進行。
具有至少三年制造焊接結構經驗且持有國際焊接學會頒發的IWS 或IWT 或IWE 證書的焊接監理認定為具備焊接監理資格。
2.2 焊工
焊工應具備執行所需焊接程序的適當資格,滿 足AS1796、AS2980、AS/NZS3992、NZS4711 或者ISO9606-1 等標準要求的焊工認定為具備焊工資格。
3 焊 接
焊接過程嚴格按照pWPS 要求執行,所有試樣進行編號,焊工具備ISO 9606-1 標準資質,焊接預熱溫度和層間溫度根據AS/NZS 1554.1-2014 標準中的母材、碳當量、熱輸入、試件厚度等影響因素選擇。整個焊接過程由第三方國際認證機構監理見證檢驗,審核pWPS,檢查母材、焊接材料和接頭,記錄焊接電壓、電流、氣體流量、焊接時間、焊道數等參數、保留熱處理曲線圖,并對外觀合格試件進行標記。
4 試樣檢測
根據AS/NZS 1554.1-2014 標準中SP 焊接類型要求,由于我公司不具備檢驗資質,特委托第三方國際認證機構進行無損檢測和力學性能試驗,檢測項目見表4。
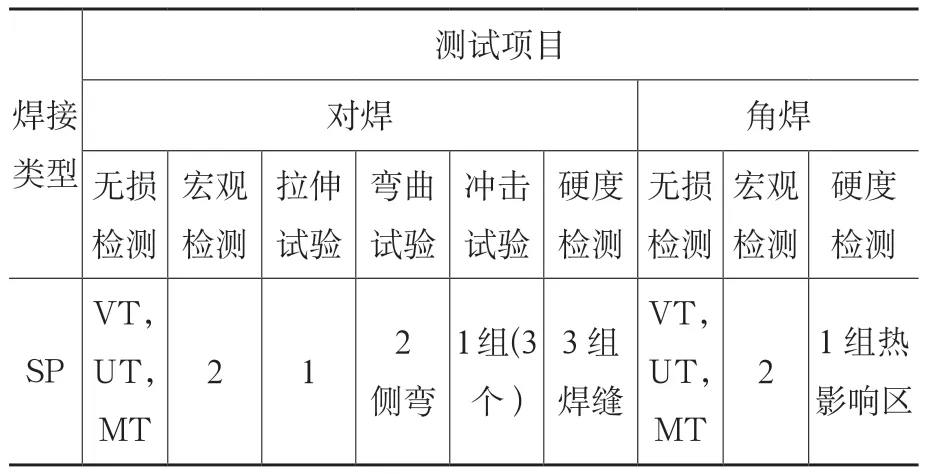
表4 焊接工藝評定試樣檢測項目
超聲波檢測標準是AS2207,磁粉檢測標準是AS1171;拉伸試驗標準 是AS2205.2.1,彎曲試驗標準是AS2205.3.1,宏觀檢測標準是AS2205.5.1,沖擊試驗標準是AS2205.7.1,焊接熱影響區硬度檢測標準是AS2205.6.1,母材金屬和焊縫金屬硬度檢測標準是AS1817。
5 焊接工藝評定試驗結果
依據AS/NZS 1554.1-2014 標準,我公司結合產品結構共制作了16 組焊接工藝評定,試驗結果全部合格。以板厚40mm、對接接頭、向上立焊的試件為例,焊接工藝評定試驗數據如下。
5.1 拉伸試驗(表5)
拉伸試驗標準AS2205.2.1-2003。
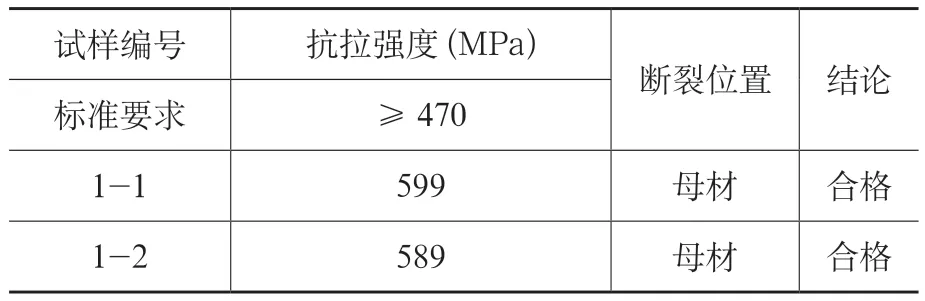
表5 拉伸試驗數據及結果
5.2 彎曲試驗(表6)
彎曲試驗標準AS2205.3.1-2003。
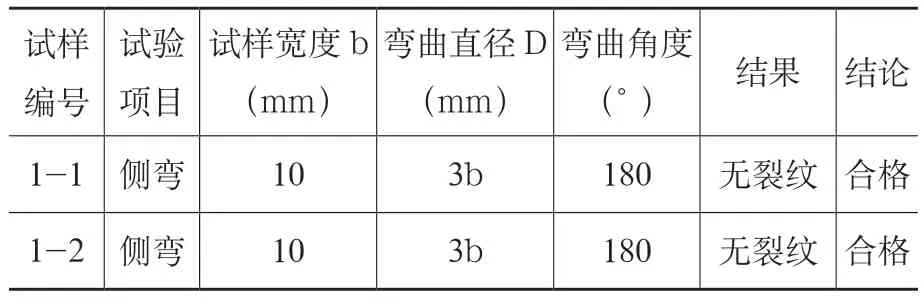
表6 拉伸試驗數據及結果
5.3 沖擊試驗(表7)
沖擊試驗標準AS2205.7.1-2003。
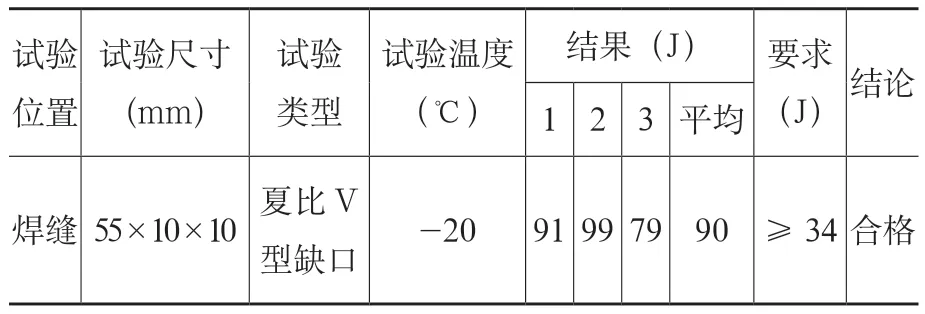
表7 沖擊試驗數據及結果
5.4 宏觀檢測(表8)
宏觀檢測標準AS2205.5.1-2003。

表8 沖擊試驗數據及結果
5.5 硬度檢測(表9)
硬度檢測標準AS2205.6.1-2003、AS1817-2003。
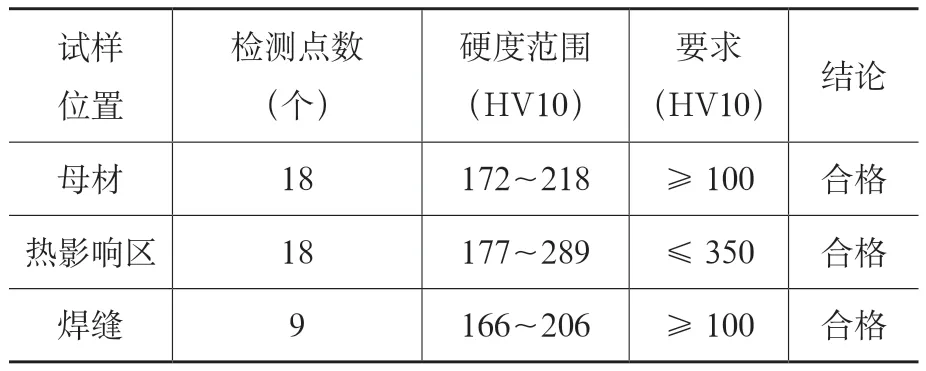
表9 硬度試驗數據及結果
6 焊接工藝評定報告
在焊接工藝評定過程中,企業嚴格按照pWPS 要求準備材料和焊接,委托有資質第三方國際認證機構現場見證焊接和熱處理過程,記錄焊接參數,保留熱處理曲線圖,收集焊工證、材質證明等資料,試件經過無損檢測、宏觀、硬度和力學性能試驗合格后,第三方國際認證機構出具了合格的焊接工藝評定報告。
7 總結
通過對AS/NZS 1554.1 澳洲標準焊接工藝評定要素進行梳理和分析,澳洲標準與國際標準(ISO 15614)、國內標準(GB 50661)的焊接工藝評定要素存在一定差異,主要不同點為母材厚度覆蓋范圍、焊接接頭類型、評定檢測項目、焊接試樣準備、無損檢測標準等方面。
此次成功的澳標焊接工藝評定證明了企業有能力生產出滿足澳洲標準、技術規范要求力學性能的焊接接頭,也為產品出口澳洲的相關企業制定焊接工藝指導書或焊接工藝卡提供了參考依據。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
