克隆轉換開關膠帶的制作與粘接技術
2021-03-19 08:11:06文根保文莉史文
橡塑技術與裝備 2021年6期
文根保,文莉,史文
(1.中國航空工業集團公司航宇救生裝備有限公司,湖北 襄陽 441002;2.澳大利亞悉尼大學,澳大利亞 悉尼 2194)
轉換開關大件,如圖1(a)所示。小件,如圖1(b)所示。組件,如圖1(c)所示。轉換開關大、小件粘接面上三個Φ1.8 mm相交的孔,是很難才用注塑模抽芯的方法來實現。唯一的辦法是在三個Φ1.8 mm相交孔的對稱中心處制成兩個半圓形孔,然后,用膠粘接或用塑料高頻對接機焊接的方法將這兩部分連接在一起。在戳開了一個德國樣件后,確定德國樣件是采用膠粘接方法進行連接的。
1 聚碳酸脂膠的粘接用膠.
轉換開關組件大、小件的粘接,首先是要解決用什么膠粘接的問題?再就是要解決采用什么樣的粘接方法來粘接的問題?
1.1 轉換開關的粘接技術要求
必須是在3個大氣壓條件下兩黏膠面的抗剪力為:PC-PC≥50 kg/cm ,并具有耐用度;其黏度:100 50 cps;兩粘接面不允許有漏氣的現象;兩粘接面間的三個 1.8 mm通氣槽不允許有堵氣和相互串氣的現象。
1.2 粘接聚碳酸脂膠的種類
粘接聚碳酸脂塑材黏膠的種類很多,它們的配方也各不相同,自然它們的粘接的性能也各不相同。在試驗了各種粘膠之后,它們粘接的性能都達不到要求的情況下,我們配制的粘膠不僅達到了粘接的要求,還超過了德國的粘接的要求。但是,該黏膠與外國樣件粘接方法還是有區別。根據分析進口件的粘接是一氣呵成,而我們則要分成兩個工序來做,在粘接技術上還是存在著改正的空間。我們還需要作進一步的試驗,試制出與德國的黏膠具有同樣性能和粘接技術的膠來。
1.2.1 聚碳酸脂粘膠的分類
粘接聚碳酸脂的膠按性能區分:有粘接性膠,還有溶融性膠。粘接性膠是運用其粘接性能將兩件聚碳酸脂制品粘接在一起的膠,而溶融性膠是將兩粘接面溶解后再粘接在一起的膠。按其性能分可分為四大類,聚碳酸脂粘膠的種類、配方和粘接的性能:如表1所示。
1.2.2 聚碳酸脂粘膠的成份和性能
目前雖然采用了樹脂膠,即解決了粘接強度的問題,又解決了產品的漏氣和串氣的問題。但不能解決產品的粘接面附近3~4 mm的膠帶的問題,而膠帶的問題只能運用浸涂的方法來解決。日后還是要在氯烷類型膠上進行攻關,最終解決這個問題。
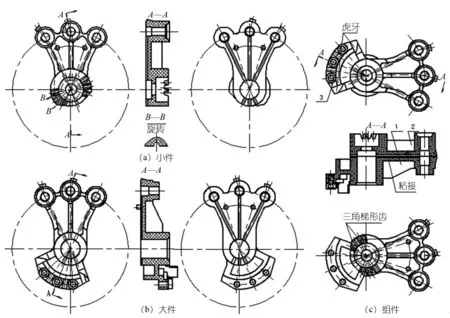
圖1 轉換開關組件
(1)氯烷膠,如表1所示。這類型膠主要的成份是:二氯甲烷和三氯乙烷。眾所周知,二氯甲烷和三氯乙烷都是能將聚碳酸脂材料溶解的,只不過是二氯甲烷較三氯乙烷溶解和固化的時間更快一些。將溶融后的聚碳酸脂的粘接面疊合在一起適當的時間,并施加適量的壓力,待溶融的聚碳酸脂固化后就能夠粘接在一起。它們粘接后的兩件聚碳酸脂材料的粘接強度是能夠滿足產品的使用要求的,遺憾的是該類型膠不能解決產品的漏氣和串氣問題。但是,將德國樣件剖開后確是采用浸涂的粘接方法。二氯甲烷和三氯乙烷是無色的液體,其揮發快,要求粘接的動作也要快,也只有氯烷類型膠才能運用浸涂的粘接方法。為了解決產品的漏氣和串氣的問題,我們也采用了浸泡的聚碳酸脂顆粒,只不過是聚碳酸脂顆粒不能完全地溶解,只是表面層存在著溶解而無法運用。
(2)樹脂膠,如表1所示。樹脂膠的成份是:樹脂膠A組份為粘接劑,增加塑性;樹脂膠B組份為固化劑,增加脆性;二丁脂為稀釋劑;顏色糊,用以改變顏色。調制后為黑色粘稠膠,粘接方法只適用于刷膠和刮膠。樹脂膠的粘接強度因樹脂材料的因素遠大于其它類型膠,粘接后的產品不漏氣和不串氣,且具有很長的使用壽命。由于是樹脂膠采用了刷膠和刮膠的粘接方法不可能制出粘接面處的膠帶,故在粘接前需要用氯烷膠浸涂出膠帶來,增加了工序和成本。目前這只是過渡的粘接方法,最終還是要使用氯烷膠的浸涂粘接方法,即膠帶和粘接一氣呵成。
(3)AB膠是外購膠,如表1所示。分為:A組份和B組份,按1:1的份量攪拌均勻后使用。其粘接強度還可以,粘接后的產品也不漏氣和不串氣,只是產品裝機使用不到一個月便開始漏氣和串氣,再不久粘接面便被剝離開。其因存在著使用壽命短的問題而不能使用。
(4)其他膠:包括各種類型聚碳酸脂專用膠和混合膠,如表1所示。其主要的成份是:二氯甲烷或乙酸乙脂和聚碳酸脂。止目前為至,能夠解決粘接強度的問題,因不能解決產品的漏氣和串氣問題而沒能運用。同樣,這類型膠為無色或黑色黏稠膠,也只能運用于刷膠和刮膠的粘接方法,也不能制出粘接面處的膠帶。
2 聚碳酸脂粘接的方法
各種類型聚碳酸脂的粘接膠,由于只存在著液態和黏稠糊態的兩種形態。故它們的粘接方法有三種:既刷涂法、刮涂法和浸涂法。刷涂法和刮涂法適用于黏稠糊態膠,而浸涂法只適用于液態膠。
2.1 刷涂法

表1 聚碳酸脂粘膠的種類、配方和粘接的性能
刷涂法是用毛刷或畫筆煎上黏稠膠,在需要粘接的表面上進行刷涂。然后, 將粘接的兩表面貼合在一起,并施加一定的壓力至粘接有足夠的強度的方法。
2.1.1 二氯乙烷和三氯甲烷刷涂法
二氯乙烷和三氯甲烷都是透明的液體,它們能使聚碳酸脂塑材的表面產生溶解。這樣,我們可將兩個相互溶解了表面迅速地貼合在一起,并施加一定的壓力。20~30 s便能固化,24 h后便能達到最大強度。只是二氯甲烷比三氯乙烷的揮發得更快些。三氯乙烷和二氯甲烷不能采用刷涂法來進行聚碳酸脂塑材的粘接,其原因是它們揮發得太快了,它們揮發的時間只有2~3 s的時間。一個面總是得要刷涂好幾下,可是剛刷涂好這一筆膠而上一筆的膠就干了,如此就無法保證在刷涂好整個面而不出現揮發的現象。
2.1.2 PC專用膠刷涂法
該膠基本成份是三氯乙烷和二氯甲烷,只是相對稠一些,能5 min基本上固化,2~3 h有一定的強度,24 h后便能達到最大強度。能夠粘接,但達不到樣件的粘接效果,而且粘接面會漏氣。PC專用膠可用刷涂法,可用后面介紹的刮涂法。
2.1.3 混合膠刷涂法
是將PC專用膠與三氯乙烷或二氯甲烷混合所得到的膠。仍然是達不到樣件的粘接效果,而且粘接面會漏氣。只不過是較PC專用膠較稀一些,而較三氯乙烷和二氯甲烷較稠一些。可以用刷涂法,也可以用后面介紹的刮涂法。
2.2 浸涂法
浸涂法是將需要粘接的兩平面同時浸泡在三氯乙烷或二氯甲烷的膠液里3~4 mm,取出后,將兩個相互溶解了表面迅速地貼合在一起,并施加一定的壓力。20~30 s便能固化,24 h后便能達到最大強度。用浸涂法所粘接的轉換開關在戳開粘接面后,膠粘接的狀況與樣品粘接的狀況一致, 粘接的強度也不錯。但存在著粘接面漏氣和串氣現象,還存在著膠帶寬窄不均的問題。
在粘接的轉換開關時可用汽油清洗粘接面,也可用苯酮清洗。采用汽油去清洗,粘接轉換開關100%漏氣。而用苯酮清洗,粘接的轉換開關合格率只不過是在40%~50%之間,因合格率低而不易采用。
2.3 刮涂法
刮涂法是采用AAA速干全透明超能AB膠,該膠是象牙膏狀黏稠狀的膠,分成A與B組。使用時先將等量的A與B組膠擠出來,然后攪拌均勻方能使用。使用時將攪拌過的AB膠用專用刮刀刮涂在粘接面上,再是在件1的Φ14H7 mm孔內插入Φ14f6 mm的銷并外露5~6 mm,同時將件2的Φ14H7 mm孔內插入該銷之后,再將粘接面疊合在一起。然后,將三根Φ6f6 mm的銷插進3×Φ6G6 mm孔內,其目的是防止兩注塑件錯位。用手壓緊20~30 s后,在放進粘接夾具之前要用布擦去擠出的膠液。放入粘接夾具中達2~3 h后固化達到一定的強度方可取出,并拔出四根插銷。24 h后便才能達到最大強度,最后是用一根1.5 mm的鋼絲捅通三個 1.8 mm的孔。用刮涂法粘接的轉換開關只要細心點便能達到100%不漏氣,采用AAA速干全透明超能AB膠的刮涂法粘接的轉換開關在裝機使用時,據采購方反映,使用一個月后轉換開關開始漏氣。不久,粘接面開始分離。采用AAA速干全透明超能AB膠成在著壽命短的問題而不能使用。最終還是要使用自己配制的樹脂膠用刮涂法最終解決了此難題。
2.4 綜合法
由于到目前為止,在國內還未找到象德國樣件那種膠液,我們只能尋求代替的粘接的膠液。其方法是:為了達到德國樣件的水平,我們還需做出3~4 mm的膠帶。該工序是先用三氯乙烷的浸涂法制出等寬的膠帶,其主要的是三氯乙烷可將光滑的粘接面溶解為平整而粗糙的表面,只有平整而粗糙面才有最大的粘接強度和確保不漏氣。然后,用刮涂法將樹脂膠刮涂到件1和件2的粘接面上,從而將件1和件2粘接在一起的方法稱為綜合法。就目前的來說,該綜合法雖麻煩點,但能確保粘接后的轉換開關的不漏氣,并有很大的粘接強度。
3 轉換開關組件的粘接
轉換開關組件的粘接,首先是要制出大、小件的膠帶。一是因為進口件存在著膠帶;二是通過大、小件的粘接面在三氯乙烷或二氯甲烷的膠液中的浸泡,使粘接面的材料產生溶解后的表面粗糙度更均勻,以有利于粘接。
3.1 粘接面的處理
去油污和在Φ14H7 mm孔內堵橡皮墊:可用汽油清洗粘接面,按說清洗后可以進行粘接的。只是在這之前,已經發現用浸涂法的轉換開關外表面存在著膠帶,同時Φ14H7 mm和3×Φ6G6 mm孔的內表面也存在著膠帶,膠帶的厚度為:0.05 mm。這樣,有膠帶的處孔徑就變小了。因此,必須用Φ14.2 mm×3 mm的橡皮墊將Φ14H7 mm孔口堵住,用Φ6.1 mm×3 mm的橡皮墊將Φ6G6 mm孔口堵住,以防漏膠。浸涂膠液后又要迅速地將橡皮墊從孔中捅掉才能進行粘接。對進了膠帶的孔,可用鉸刀將膠帶切削掉。
3.2 膠帶的制作
為了控制膠帶的寬窄一致,大、小件浸涂膠帶裝置,如圖2所示。該浸涂膠帶裝置是通過兩個2 mm×1.5 mm凸臺的定位板來擱置轉換開關的小件5和大件6的粘接面。擱置的面大了膠液不能浸涂在粘接面上。只有擱置的面小了,在絕大部分的粘接面浸涂到膠液后。再提取出小件5和大件6時,一方面是在提取過程中,盒中的膠液會自動的浸涂在粘接面上;另一方面是粘接面上的膠液也會從兩側漫延到擱置凸臺上無膠液的面上。若擱置的面大了,膠液是無法從兩個方面都浸涂和漫延在粘接面上。刻線是控制小件5和大件6浸泡膠液中的深度,從而可以控制膠帶的寬度。若無此浸涂膠帶裝置,僅靠人手的控制浸涂膠液的等距離是無法實現的。小件5和大件6的Φ14H7和3×Φ6G6 mm孔內堵上橡皮墊3是防止孔壁在浸涂膠液時也被浸涂上膠液,這樣Φ14H7和3×Φ6G6 mm孔徑將會變小。

圖2 大、小件浸涂膠帶裝置
3.3 配膠和粘接面刮膠
由于采用了熔解型的氯烷膠對小件5和大件6的粘接面進行了處理,在采用了粘接類型的樹脂膠進行粘接。使得粘接面的不平面度和粗糙度的要求降低了,如采用熔解型的氯烷膠浸涂后粘接,粘接面的不平面度只能在0.02 mm 之內,而采用的綜合法粘接時,粘接面的不平面度在0.05~0.1 mm 之間,仍可確保粘接面不會漏氣。
(1)配膠:根據表1中種類1的配方將樹脂膠配好,同時還須準備好刮刀、綢布、橡皮墊和Φ1.5 mm的鋼絲等。
(2)刮涂膠:分別將小件5和大件6的粘接面,以適量而均勻的樹脂膠刮涂好。由于樹脂膠固化時間是10 h,所以可以刮涂50~100套件后再統一的進行粘接,以提高粘接效率。
(3)粘接及其粘接夾具:本來大件6上有2×Φ3f6 mm的圓柱體而小件5上有2×Φ3H7 mm的孔,可以用于兩件粘接的定位。但因兩件在熔解型的氯烷膠浸泡后,圓柱體會增大而孔會減小,便不可用于粘接定位。此時,非要采用粘接夾具,如圖3所示。捅掉橡皮墊后,應先將Φ14f6 mm的大插銷3插進轉換開關小件2的Φ14H7 mm孔內。再將3個小插銷4插入6G6 mm孔中后,最后將粘接面疊合在一起,其目的是防止兩個注塑件的錯位。用手壓緊20~30 s后,并用不易掉絨毛的綢布將向外擠出的樹脂膠液擦拭干凈,再放入粘接夾具中2~3 h,固化達到一定的強度后取出,并拔出四根插銷。
(4)后滯處理:捅通三個Φ1.8 mm的孔, 三個1.8 mm的孔是通氣的,必須是貫通的。粘接面浸泡在三氯乙烷或二氯甲烷的膠液時,三個Φ1.8 mm的孔因是半個孔,它們的孔壁都會沾上膠液,膠液干涸時會將孔給堵住。需用一根Φ1.5 mm的鋼絲去捅通三個Φ1.8 mm的孔。在這之前,是用三根粗Φ2 mm的繩鋪設在轉換開關粘接面上三個Φ1.8 mm的孔內。待轉換開關的粘接面固化后再抽出繩子。鋪繩和抽繩方法,因效率低而被鋼絲捅孔方法取代。
應該說到此為至轉換開關的粘接完成了,但合格率只有30%左右,究其原因是注塑件微變形在作怪。用圓柱度儀測試,德國進口件孔的圓柱度為0.01 mm ,而克隆件孔的圓柱度為0.06 mm。只有整治了微變形才能確保轉換開關克隆成功。
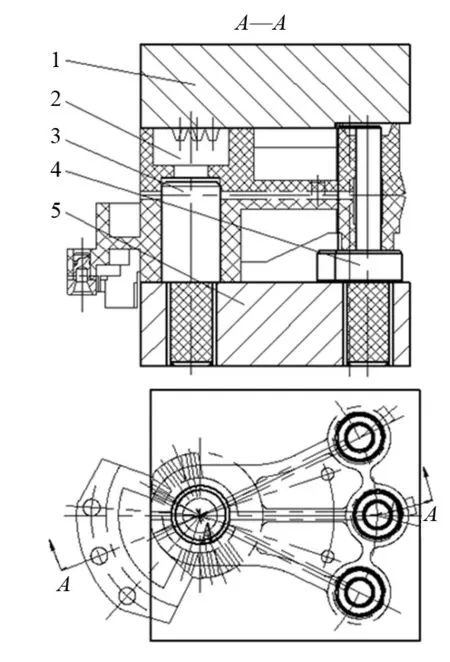
圖3 粘接夾具
4 結束語
轉換開關的克隆成功與否,與大、小兩件的粘接質量密切相關。粘接后大、小兩件不僅要確保所有孔位不錯位之外;還要確保粘接面和通氣孔不漏氣、堵氣和串氣;還須確保三處通氣道氣路切換的準確性;更要確保穩定的3個工作氣壓。通過選用多種的粘接劑和采用各種粘接的方法,確保了粘接的質量,即使是產生了漏氣、堵氣和串氣的轉換開關,在戳開大、小兩件對粘接面稍作處理后仍可以重新進行粘接。但所采用AB組份的樹脂刮膠法是粘接和膠帶制作是分開進行的,這種工藝方法仍有改進的空間。
