面向垂尾壁板的自動制孔離線編程模塊設計及孔位誤差分析
2021-03-19 09:07:46王巍周星宇
機械工程師 2021年3期
關鍵詞:設備
王巍,周星宇
(沈陽航空航天大學航空航天工程學部,沈陽110136)
0 引言
自動制孔設備已經在航空、汽車及船舶等領域得到普遍應用,對于提高制孔質量、加快生產效率有一定的促進作用。自動制孔設備的自動化水平,主要取決于程序的編制,相對于傳統的在線編程,離線編程技術取得了巨大的突破,提高了生產效率,并且對銑削制孔的精準度有了提升。
各個國家都對離線編程的研究取得突破,如德國NIS公司設計的RoboPlan離線編程系統[1],瑞士公司基于PC端對離線編程取得階段性研究突破[2]。王克鴻等[3]通過SolidWorks進行離線編程開發。哈爾濱工業大學何廣忠等[4]開發的ACADOLP離線編程與仿真系統。本文面向垂尾壁板規劃自動制孔離線編程模塊,并對孔位誤差進行分析與找正。
1 五坐標自動制孔機離線編程系統功能與結構總體設計
1.1 離線編程系統功能模塊
離線編程由集成控制、伺服驅動等結構組成,具有與其他系統的集成接口。信息的傳輸與分配由現場的總線完成。通過離線編程下達任務,對加工過程進行規劃,同時通過行程仿真,對加工結果進行反饋。自動制孔機具有5個自由度,可以在工作區域內任意調整刀具運動軌跡和姿態,可以保證產品的制孔效率和質量。現根據機床制孔原理對其離線編程各個模塊進行規劃。總體設計方案如圖1所示。
1.2 離線編程系統結構
離線編程是指利用飛機數據模型信息,在離線狀態下使用特定軟件模擬機床工作環境及產品環境,使用者通過繪圖仿真軟件編輯機床的運行軌跡,通過仿真調整銑削或鉆孔行為,最后自動輸出程序反饋給設備。通過數模提取制孔區域及代加工孔數據,通過仿真軟件分析檢測設備運動狀態,仿真判斷是否干涉及運動路徑是否合理,進行反饋修改并再次進行模擬,最后通過系統進行輸出。離線編程軟件可實現產品裝配,定位設備制孔位置、行走路徑,對設備調姿,再對工藝進行協調,對制孔位置進行誤差分析,進行碰撞檢查,提高生產效率。
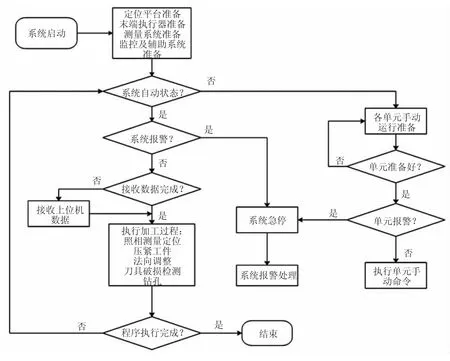
圖1 離線編程功能模塊設計方案
針對不同復合材料,由于復合材料不易切削,加工性能差,所以優先選用硬度大的合金材料刀具。為應對鉆孔、銑削、劃锪等情況,需要采用不同材料、不同種類的刀具。因此需要建立自動制孔刀具庫,針對不同材料、工藝加工情況調用不同種類刀具,以實現不同工藝參數的功能。
2 末端執行器結構與運動方式
五坐標自動制孔設備建模的準確性直接影響整個離線編程系統的穩定性和精確性,五坐標自動制孔設備主要由五坐標型架及末端執行器組成。可用于自動制孔、拉鉚、锪窩、涂膠、自動換刀、自動送釘、對孔的位置檢查,以及法向矢量校準、刀具破損檢驗等[5]。
虛擬五軸制孔設備通過并聯自動制孔系統能夠完成復雜曲面的部件自動制孔,通過三連桿支撐末端執行器,通過三連桿完成在機床坐標系下三維的上、下、左、右、前、后的3自由度運動,由末端執行器完成頭部的翻轉及俯仰運動[5]。另2個自由度為2個旋轉機構形成的可實現旋轉翻轉的串聯機構。虛擬五軸并聯機器人結合串聯機床與并聯機床的優點,彌補了其機動靈活性不足、工作范圍小、機構響應時間長的缺點。
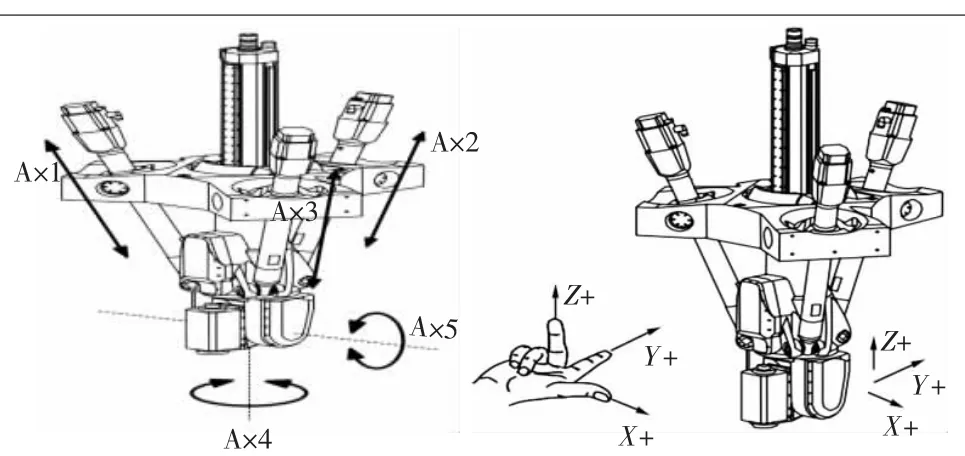
圖2 五坐標自動制孔設備末端執行器與運動方式
3 自動制孔離線編程模塊規劃
五坐標自動制孔機離線編程系統核心功能是:在虛擬加工環境下,對產品和設備的姿態調整、制孔刀具軌跡規劃、鉆孔控制等工序進行操作。
3.1 人機交互操作模塊
人機交互功能主要是系統自定義的用戶界面,主要包括“離線編程”及“制孔仿真”工具條、與每個工具條命令關聯的對話框。五坐標自動制孔機人機交互接口是離線編程系統與其主控制臺建立聯系的基礎。離線編程系統生成五坐標自動制孔機程序文件,再把程序文件導入機器中,這就需要有一個友好的人機交互接口。離線編程與五坐標自動制孔關系密切,由主控制臺來實現離線編程程序對機器的導入,以及控制其操作。控制臺位于設備外圍安全護欄外部,并且所有的控制部件集成在這里。連接在主軸上的兩個相機采集的視頻會在CNC屏幕和視頻采集屏幕顯示。總之,離線編程與五坐標自動制孔機關系密切,分析人機交互是實現離線編程系統的基礎。
3.2 離線編程模塊
離線編程功能模塊主要有自動制孔資源的加載提取、孔位信息的獲取、孔位區域的確定規劃、制孔工藝參數的管理等功能[6]。
1)自動制孔資源的加載提取。通過程序設置待加工孔位信息,確定代加工孔位信息后,程序通過搜索產品信息篩選提取目標特征信息,最后程序將其特征信息輸出。
2)自動制孔特征創建。應用CATIA實現自動制孔的孔特征創建,管理孔位數據和位置。將應該制孔的工作區域與孔的創建特征對應,同時保證孔的操作特征與孔基準特征對應,刀具軌跡的關鍵點由孔位數據生成。
3)制孔區域規劃。通過數據模型查看待制孔區域,根據基準孔和預裝孔規劃具體制孔區域來對制孔區域進行管理。
4)制孔工藝參數管理。包括產品材料的種類、制孔刀具型號、刀具的材質及各種工藝參數的管理,工藝參數信息可在參數數據庫中選擇,通過程序接口訪問,確定待加工孔位的實際需要參數。
3.3 運動仿真模塊
仿真的命令包括開始啟動、結束停止、轉換到下一個孔位、模擬刀具運行軌跡、檢測碰撞干涉,還可以對制孔銑削速度進行調整。在仿真時,可直接看到鉆孔的過程及完成的孔位圖像,可以在孔位列表中查看正在進行中的鉆孔信息。
制孔仿真模塊,主要是在三維虛擬環境下,對五坐標自動制孔設備進行運動仿真,其中,仿真的驅動數據主要來自制孔操作特征和NC代碼[7]。制孔仿真主要對刀具管理、控制調整切削速度、控制末端執行器功能及工作、檢測是否有碰撞干涉,模擬制孔切削狀態。其中,刀具設置管理、仿真速度設置、末端執行器仿真速度設置均通過人機交互界面對刀具參數和仿真速度進行設置。虛擬設備JOG是在CATIA三維虛擬環境下,對五坐標自動制孔機進行手動控制運動,并觀察制孔設備的運動行程和運動姿態,如圖3所示。
3.4 后置處理模塊
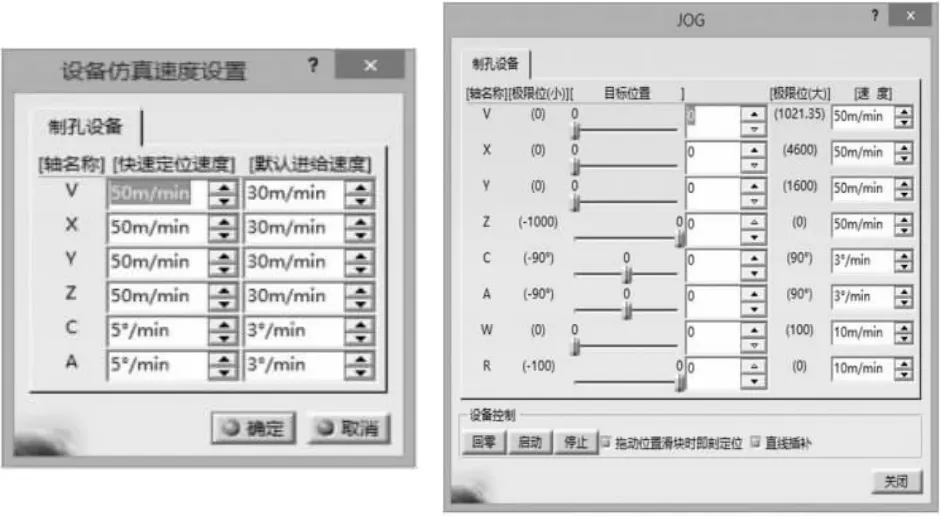
圖3 制孔運動仿真模塊
將離線編程產生的自動制孔數據轉換為設備自己使用的制孔NC代碼。后置處理可以將五坐標自動制孔設備的末端執行器工作位置在各軸的運動分量轉化到機床坐標系上,生成刀具轉換程序,可在制孔仿真時調用。生成適用于設備數控系統的照相測量NC代碼。通過照相測量實現對基準孔和待加工孔的位置確定。
4 垂尾壁板制孔實例
現以某型飛機垂尾壁板為例,進行五坐標自動制孔設備離線編程模塊規劃及制孔誤差分析。首先,在該系統中加載垂尾壁板、垂尾壁板工裝及五坐標自動制孔機,并對加載的產品和設備進行調姿。創建垂尾壁板上制孔特征,規劃制孔區域,并將垂尾壁板上制孔區域的制孔參數保存在數據庫中進行管理。然后,對制孔過程進行仿真,包括制孔刀具在對壁板制孔時的干涉檢測、刀具軌跡數據仿真及NC代碼仿真。最后,通過后置處理功能模塊產生照相測量代碼和制孔代碼。圖4所示為五坐標自動制孔機離線編程系統對某型飛機垂尾壁板的制孔。
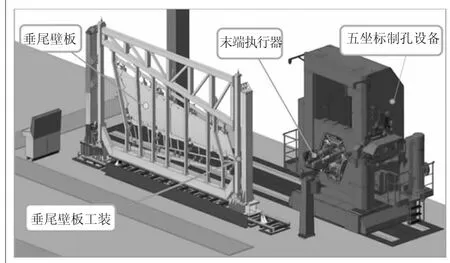
圖4 五坐標制孔設備對垂尾壁板制孔
4.1 工件坐標系的建立
把工件坐標系定義為垂尾產品和孔位信息建立的坐標系,把制孔設備的中心定義為機床坐標系[7]。
首先設定機床坐標系與工件坐標系的位置關系為(Xwm,Ywm,Zwm),通過末端執行器視覺系統照相測量建立機床工件的坐標系。根據垂尾壁板設計機床銑削制孔程序,制孔前,需要先找到壁板工裝的準確位置,便于機床對壁板的定位[8-9]。五軸制孔機通過末端執行器上的照相視覺系統對壁板上的3個基準孔進行照相測量,通過得到3個測量點的三維空間上的3個坐標數據,確定笛卡爾空間三維直角坐標系,將機床自身的坐標系轉化為垂尾壁板的制孔工件坐標系。
4.2 制孔區域優化
面向離線編程的自動制孔程序,要在壁板的結構上合理地規劃孔位,確保制孔的準確性和可實現性。制孔區域包含蒙皮、與蒙皮連接的框、肋及桁,以及定位的基準孔和待加工孔。
自動制孔設備末端執行器上有照相測量系統和激光距離傳感器,通過激光測量孔位的距離角度偏差,實現對孔位中心點的測量,從而實現對孔的法向矢量的誤差調整。結合這一測量技術,在選擇3個基準點建立工件坐標系后,可以再選擇幾個手工加工好的孔位,進行照相測量,二次優化工件坐標系。由于手動制孔的不確定性,所以利用預加工孔優化坐標系會有偏差,所以距離參考孔位近的待加工孔的設備加工精度可以符合要求,由于裝配誤差、人工制孔誤差,難以保證距離較遠的孔的設備制孔精度。因此,為了實現測量預加工孔二次優化工件坐標系,應對測量基準孔和待加工孔區域合理規劃。由于制孔目的是為了蒙皮與其他零部件連接,為防止裝配誤差積累,應保證該區域的基準孔和待加工孔處于同一個零件上、同一區域材料相同及單個區域具有相同的孔徑加工要求。
4.3 末端執行器刀尖中心點軌跡仿真
制孔的過程為刀尖點從安全高度到起始位置,再到制孔進給,通過計算仿真制孔的一個過程,計算出刀尖點從安全高度到起始位置五坐標制孔設備各個軸的改變量,從而得出刀尖點的軌跡。
在工件上找到要制孔的位置P(Xw,Yw,Zw),曲面法矢量為N(Nx,Ny,Nz)。假設刀尖起始位置距離旋轉中心距離為L,刀尖移動到P點開始定位,刀尖完成定位后,通過計算分析出設備5個軸在工作坐標系下運動的分量(Xm,Ym,Zm,Aa,Cc)。
計算C擺角Cc,其中C=arctan 2(J,I)。0<C≤π時,Ccx=-(π-c)=C-π;當A擺的位置在-π/2處,Cc=C-π+π/2;當-π<C<0時,Ccx=π+C;當A擺的位置在π/2處,所以Cc=C+π-π/2。
計算A擺角Aa,Aa的大小為法矢量N與Zw軸夾角A,A=arctan 2(sqrt(I×I+J×J),K)。當0<C≤π時,為“-”;當-π<C<0時,為“+”,A的擺角如圖5所示。
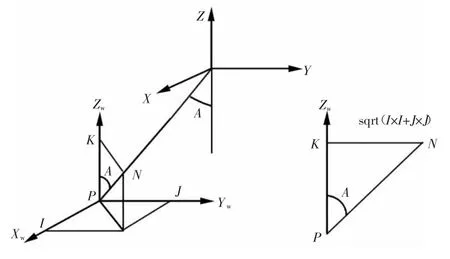
圖5 A擺角示意圖
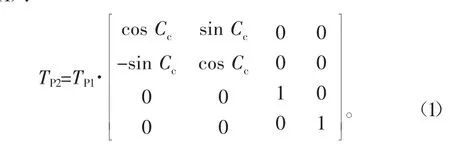
計算(Xm,Ym,Zm),機床回歸機床坐標系零點位置,擬合2個坐標系建立工作坐標系,末端執行器工作刀具中心在工作坐標系下坐標為TP0(0,0,-L);TP0點繞X旋轉角度Aa后,獲得新坐標點TP1(0,L×sin Aa,L×cos Aa),TP1點繞Z軸旋轉角度Cc后,獲得新坐標點TP2,點位示意圖如圖6所示,如公式(1):
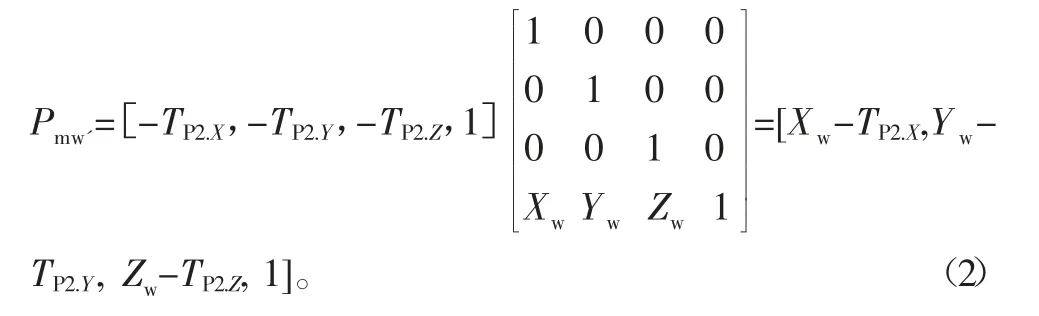
移動機床,使TP2點移動到工件坐標系原點,此時得到機床在工作坐標系下原點坐標為Pmw=[-TP2.X,-TP2.Y,-TP2.Z],將機床原點平移T(Xw,Yw,Zw),將使得刀具頂點移動到目標點P(Xw,Yw,Zw)位置,此時機床在工件坐標系下原點坐標,如式(2):
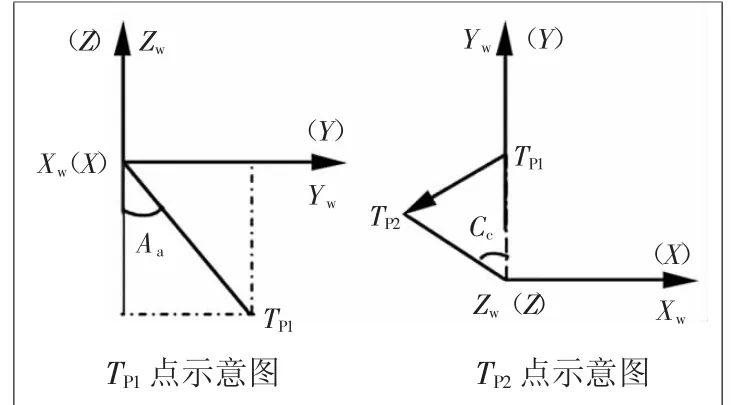
圖6 點位示意圖
即可得機床各個軸從起始位置到工作位置時的運動分量及該變量,從而得出機床末端執行器刀尖中心點的移動軌跡。
4.4 孔位誤差分析及修正
實際鉆孔過程中,孔位會發生偏差,偏差來源于垂尾壁板與工裝之間的誤差、壁板自身的變形量及五坐標制孔設備與工裝壁板建立坐標系時產生的誤差。為了保證實際生產中的制孔精度,需要對孔位進行修正。
首先,在垂尾壁板上選取幾個制孔位置的關鍵點,通過照相測量系統建立工件坐標系。在圖樣數據模型上獲得目標孔位的理論位置,作為建立坐標系的理論值,再通過移動五坐標制孔設備,通過末端執行器視覺系統照相測量預加工孔,從而獲得實際制孔位置獲取實際測量值。將關鍵孔位的理論值與實際值擬合,建立工件坐標系,以修正現場誤差。
其次,利用五坐標制孔機末端執行器照相測量系統[10]獲取孔的實際位置信息,與制孔位置的理論數值作對比,修正裝配及加工方向上的誤差,結合實際修改孔位信息的理論值,作為優化修正。即將孔位法向矢量進行修正,防止制孔時因為刀具與曲面的垂直位置不一致而導致的制孔誤差。孔位法向矢量誤差修正時,激光測距系統的工作原理為:五坐標自動制孔設備末端執行器上具有照相測量系統和激光測距傳感器。通過發射接收激光的距離來感知刀尖位置與孔位的法向矢量偏差。設X、Y、Z為激光測距傳感器發出形成的光點[11],三角形XYZ為一確定平面。因為平面由光點建立,極其微小,所以用三角形平面的法向矢量代替P點制孔位置的法向矢量,如圖7所示。通過離線編程可實現法向矢量的自動找正,若法向矢量滿足要求,則程序找正結束,若刀尖與孔位平面夾角垂直度不滿足要求,則末端執行器旋轉再次測量,直到滿足要求,如圖8所示。
5 結語
本文面向垂尾壁板自動鉆孔的離線編程系統模塊進行規劃。首先對離線編程系統結構作介紹,該系統包括人機交互和對產品加工的離線編程與仿真功能。對五坐標自動制孔設備結構進行介紹。通過實例驗證垂尾壁板的五坐標自動制孔設備離線編程模塊規劃及制孔誤差分析。對五坐標制孔設備相對于垂尾產品的工作坐標系的建立和制孔位置誤差進行了分析和優化。對制孔的法矢量理論和實際的一致性進行實驗分析,作出調整總結。對技術難點進行分析總結,為今后面向自動化加工設備的離線編程系統的研制提供了一定的借鑒。
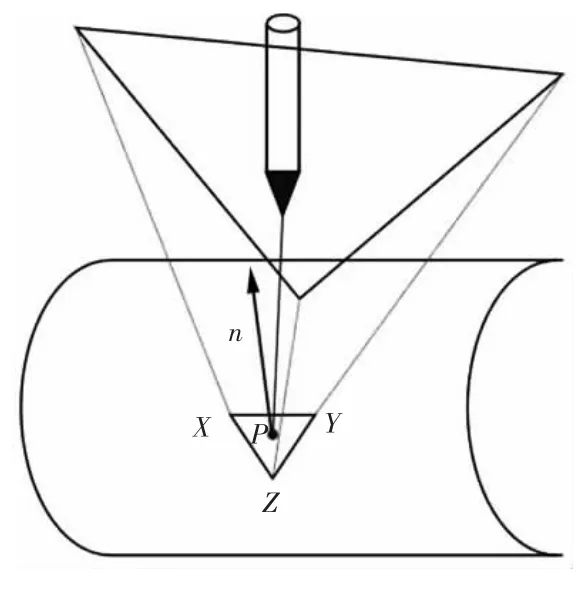
圖7 曲面法向檢測原理
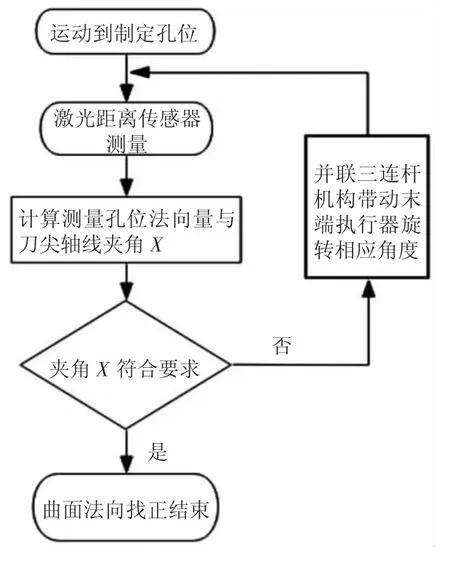
圖8 壁板法向找正流程圖
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
