蛇形管制作過程控制要點
2021-03-15 12:49:44顧新陳凱張帥
錦繡·上旬刊 2021年7期
關鍵詞:焊接
顧新 陳凱 張帥
摘要:公司承制了出口臺灣的兩臺垃圾鍋爐,過熱器部分蛇形管現場安裝采用新型結構,以前公司沒有制造過類似結構的產品。為確保產品制造質量能符合圖紙及有關標準和檢驗規范的要求,便于現場安裝能順利進行,必須對制作過程中的每一個環節進行控制。現就對過熱器蛇形管的制作過程提出如下控制要求。
關鍵詞:裝配;焊接;水壓
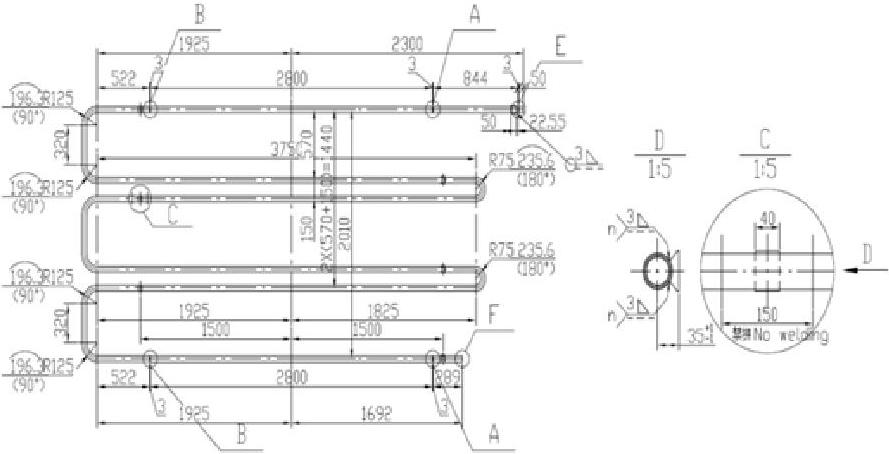
該產品的具體結構示意圖如下:
從以上結構可以看出,該蛇形管由φ48.3X5.08變材質管、φ51X6.3變徑管、R125彎管、R75小R彎頭、定位板、套環等部件組裝焊接而成。現在就對上述部件在制作過程中的環節逐一進行控制,具體控制過程如下:
一.下料制作過程的控制:
1.φ48.3X5.08變材質管,長度L=50mm ,該管子材質為合金鋼管,由于產品最終水壓時采用內脹式水壓工裝,內脹式水壓工裝伸入管子內部長度的距離大約為L=140mm,為確保水壓時不銹鋼管和合金鋼管對接焊縫能充分水壓到,
φ48.3X5.08變材質管下料長度必須保證150mm以上。
2.φ51X6.3為變徑管,長度L=2800mm,材質為310S,為不銹鋼管,由于該管子數量較多,為減少接頭拼接數量,需定尺采購,兩端坡口由機加工加工而成。
3. R125彎管,該彎管在彎管機上進行彎制,由于該彎管數量較多,第一根管彎制好后應先進行首檢,按圖紙要求進行放大樣并校正,通球,首檢合格后,方可進行批量彎制。單根彎管彎制好后應確保達到如下要求:(1)長度方向尺寸偏差應控制在±5mm,(2)兩根管子間距尺寸偏差應控制在±3mm,(3)平面度偏差應<3mm,單根彎管尺寸偏差只有控制在以上范圍內,才能保證以后制作蛇形管時的整體尺寸。
4.R75小R彎頭 該管子規格為φ48.3X5.08,彎管半徑為R75?R/D=1.56 為小R彎頭,按ASME規范以及工藝試驗結果的要求,310S不銹鋼管 R/D<2.5時需固溶處理。R75小R彎頭需要從蛇形管中整體斷開,整體進行局部固溶處理,小R彎頭兩邊直段部分應保證L=200mm,固溶處理按工序卡片要求進行,固溶好后應進行酸洗鈍化,內外部表面應清理干凈。
5. 定位板,定位板材質為310S 為不銹鋼,由于該定位板外形尺寸較小,厚度比較厚為40mm,不易采用機加工。為確保制作的尺寸能符合圖紙要求,外觀質量能滿足用戶要求,采用線氣割進行加工,這樣加工的成品外形尺寸和外觀質量都能滿足要求。
二.蛇形管整體裝配和焊接
蛇形管整體裝配應在專用胎架上進行,由于該蛇形管管子之間對接焊縫較多,為保證產品質量,確保制造的產品各尺寸能符合圖紙要求,操作工根據圖紙的尺寸要求,先在工裝胎架平臺上進行放大樣,要求放好的大樣應與圖紙一致。大樣放好后,由專職檢驗人員進行校對,各尺寸符合要求后,可根據大樣要求進行制作,這樣制作出來的產品才不會出現差錯,而且外形尺寸容易得到保證。管子對接焊縫采用全氬弧焊焊接。管子對接好后整體進行通球,通球合格后,開始裝配蛇形管上的定位板。劃出蛇形管的中心線,以中心線為基準兩邊對稱劃出定位板的位置線,定位板的尺寸偏差要求±1mm。裝配定位板時要求所有定位板要在同一個平面上,而且要保證每一排定位板的直線度。定位板與管子之間的焊接采用全氬弧焊焊接,焊縫成型美觀,而且能保證產品的外觀質量。
三.探傷要求
蛇形管管子對接焊縫,抽取對接焊縫的50%進行射線探傷,表面作100%的滲透(PT)探傷。定位板角焊縫作100%的滲透(PT)探傷。
四.水壓試驗
蛇形管制作完成后,必須進行水壓,水壓采用內脹式水壓法。進行水壓時,水壓應緩慢上升。當水壓上升到工作壓力時,應當暫停升壓,仔細檢查接頭處有無漏水或滲漏現象,一切正常后,然后再升壓到試驗壓力,保壓10秒后,再降到工作壓力,再仔細檢查,檢查期間壓力應當保持不變。水壓合格后將管子內部的水放干凈,通海綿球,去除管子兩端余量,倒角至圖紙要求。
五.蛇形管與吊掛管試裝配
由于該蛇形管部件現場裝配方式為新型結構,蛇形管上定位板與吊掛管上勾板現場搭接,一層層往上布置,為確保現場安裝能順利進行,要求公司內部先進行試組裝。試組裝應達到如下要求:(1)試組裝時,應檢查套裝好的蛇形管的平面度,以及整體外形尺寸,檢驗尺寸應符合圖紙及該項目檢驗規范的要求。
(2)試組裝時,應檢查吊掛管上的勾板與蛇形管上的定位板能否正常套入,檢查套裝好的每片蛇形管上的定位板垂直度以及套裝好的兩片蛇形管上的定位板之間的平面度。檢查定位板與定位板之間的間距,以及套裝好的兩片蛇形管之間的間距。(3)試組裝時,應檢查每片蛇形管進出口端伸出長度是否一致,以及是否在一個平面上,伸出長度是否符合尺寸要求等,以便現場對接能順利進行等。
通過對以上制作過程的層層控制,能有效的控制了蛇形管在制造過程中存在的隱患,制作的產品質量能滿足圖紙和有關標準要求,為用戶提供優質的產品,從而達到使用戶滿意。
參考文獻
[1]TSG G0001.鍋爐安全技術監察規程.
[2]GB/T16507.水管鍋爐.
[3]JB/T3375. 鍋爐原材料入廠檢驗.
[4]NB/T47013. 承壓設備無損探傷檢測.
(南通萬達鍋爐有限公司?江蘇?南通?226000 )
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49