MSA鍍液帶出回收系統(tǒng)對電鍍錫液消耗的影響
2021-03-10 07:15:24尚元艷王志登謝志剛
寶鋼技術(shù) 2021年1期
尚元艷,王志登,謝志剛
(上海梅山鋼鐵股份有限公司,江蘇 南京 210039)
電鍍是鍍錫產(chǎn)線的一個非常重要的工序,是后續(xù)軟熔、鈍化工藝獲得優(yōu)質(zhì)電鍍錫產(chǎn)品的基礎(chǔ)。甲基磺酸(MSA)鹽鍍錫是近年來出現(xiàn)的高速鍍錫新電技術(shù),該鍍錫液無毒,在自然條件下能夠完全降解,廢水處理簡單。與目前國內(nèi)主流的苯酚磺酸(PSA)體系相比,MSA鍍液具有導(dǎo)電性能好、分散能力強、深鍍能力好、電流密度范圍寬[1-2]、鍍液錫離子濃度低、錫泥量少等諸多技術(shù)優(yōu)勢,在國外已取得較廣泛的應(yīng)用。在國內(nèi)已有梅鋼、首鋼、沙鋼、中粵、友富電鍍錫機組在使用該技術(shù)。
MSA鍍液由化學(xué)品和主原料錫組成,為降低MSA鍍液的使用成本,生產(chǎn)過程中要進行鍍液的帶出回收。MSA鍍液化學(xué)品組成包括甲基磺酸、添加劑、抗氧化劑,成本較高,國外鍍液化學(xué)品噸鋼消耗成本為16元人民幣左右,國內(nèi)的MSA鍍液化學(xué)品噸鋼消耗要高于這個水平,分析原因主要是由于鍍液化學(xué)品的帶出回收效率不高引起的。鍍液損失不但帶來錫液化學(xué)品成本的升高,同時也帶來錫耗的上升。主原料錫是不可再生資源,最近10年間錫粒的價格在每噸(1~3.3)萬美元之間波動。它是鍍錫機組的重要成本指標之一,降低鍍層超標耗率意味著降低生產(chǎn)成本。從錫的消耗方向分析,影響鍍層超標耗率的因素有板面鍍層超差、錫泥發(fā)生率及鍍液損失,一般情況下,經(jīng)過幾年的生產(chǎn)運行,鍍錫機組的跑冒滴漏已基本解決,但由于機組鍍液帶出回收系統(tǒng)不合理,造成鍍液帶出回收效率不高而引起的鍍液損失這類隱性問題卻沒有引起足夠重視。因此生產(chǎn)上提高MSA鍍液的帶出回收效率對節(jié)約鍍液成本尤為重要。
本文以一電鍍錫機組MSA鍍液帶出回收系統(tǒng)為例,介紹目前MSA鍍液帶出回收系統(tǒng)普遍存在的問題,并對提高該鋼廠的鍍錫鍍液回收效率提出改造建議。
1 MSA鍍液帶出回收系統(tǒng)現(xiàn)狀及對鍍液消耗的影響
一般鍍錫線都有鍍液帶出回收系統(tǒng),作用是回收從電鍍槽帶出的電鍍液,減少電鍍液的帶出損失,降低電鍍液物料消耗,尤其是貴金屬錫的消耗。
1.1 鍍液帶出回收系統(tǒng)現(xiàn)狀
電鍍錫機組鍍液帶出回收系統(tǒng)按圖1紅色方式運行:電鍍后的帶鋼進入電鍍后三級逆流漂洗槽,帶鋼運行方向與去離子水運行方向相反,去離子水從三級逆流漂洗槽3#槽進入,溢流到1#漂洗槽后,與沖洗下來的電鍍液經(jīng)溢流口一起進入電鍍液存儲槽(TC-2)。蒸發(fā)器對TC-2中回收的稀鍍液進行蒸發(fā)濃縮,蒸發(fā)水進入廢水坑,濃縮鍍液回TC-2,生產(chǎn)中每班通過泵PC-2從TC-2取一定體積的濃縮后的電鍍液到電鍍循環(huán)槽(TC-1)中,補充TC-1因電鍍液的帶出引起的液位降低。原則上沖洗水流量設(shè)定=蒸發(fā)器實際蒸發(fā)水量+TC-2到TC-1中的移液量,即每天從TC-2到TC-1中的移液量大概是4~8 m3,蒸發(fā)器的蒸發(fā)能力與加入沖洗水流量大體相當。
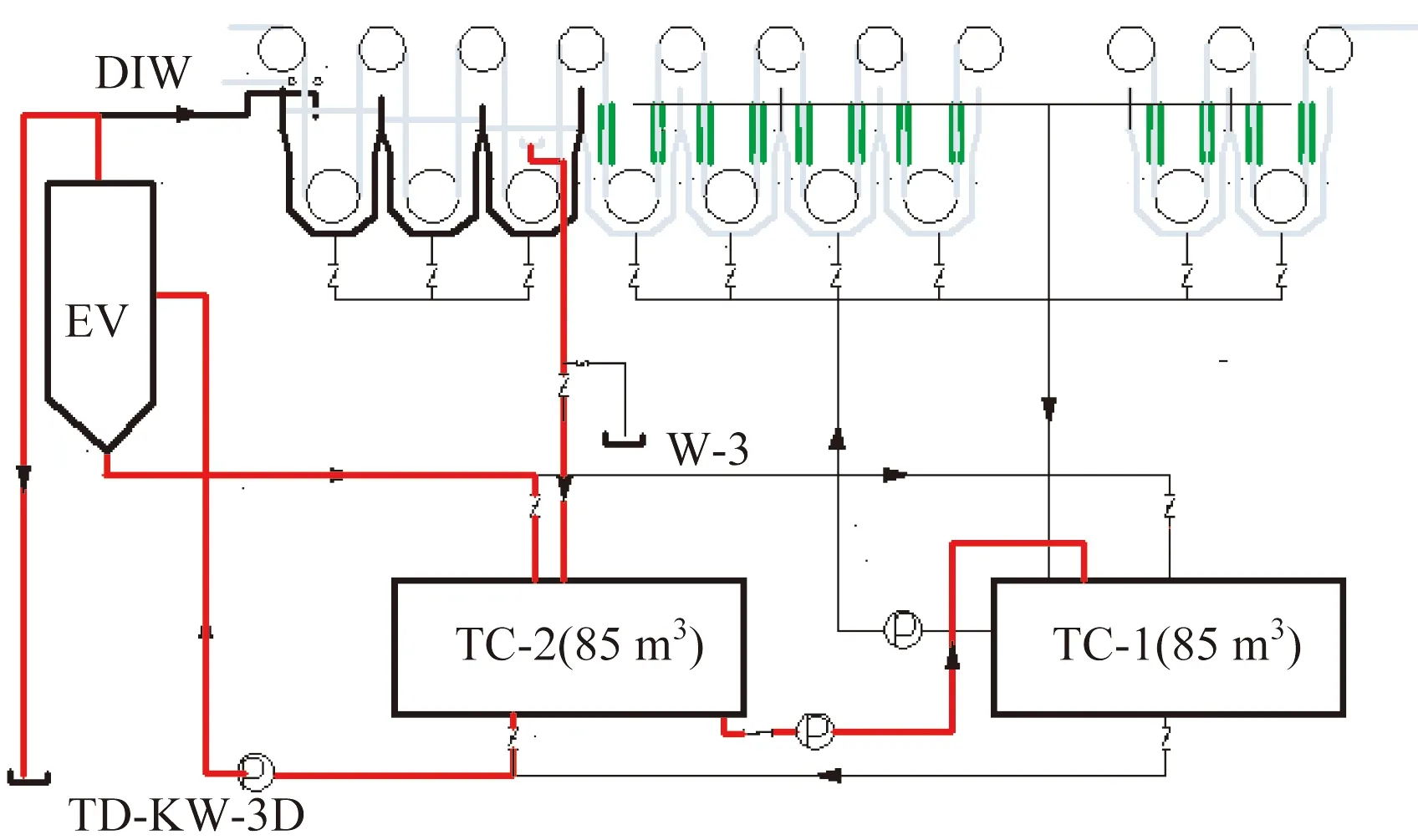
圖1 某鋼廠電鍍錫機組鍍液帶出回收系統(tǒng)圖
1.2 鍍液回收系統(tǒng)對鍍液消耗的影響
(1) TC-2體積大,不利于鍍液的濃縮回收。該TC-2體積為85 m3,機組最初設(shè)計時既具有存儲TC-1鍍液功能,又具有鍍液回收存儲的功能。TC-2作為鍍液存儲槽是合適的,但作為鍍液帶出回收槽存在一定缺陷,因為液位要大于20 m3蒸發(fā)器才能開始工作,至少有20 m3回收的稀鍍液保留在TC-2中,帶出回收的鍍液不能被TC-1及時利用。遇到TC-1檢修清罐,TC-1的鍍液要存放到TC-2,TC-2回收的鍍液因不滿足TC-1中鍍液濃度管控的要求而排空,造成很大浪費。
(2) 蒸發(fā)器設(shè)計的蒸發(fā)能力不具備處理鍍液回收系統(tǒng)異常時的能力。根據(jù)現(xiàn)有的鍍液回收設(shè)備布置及回收方式,在正常鍍液回收狀態(tài)下,TC-2液位在25 m3附近±5 m3波動。TC-2中液位一旦偏離正常水平,就很難再恢復(fù)正常液位。從圖2的TC-2液位的監(jiān)控數(shù)據(jù)可以看出,TC-2液位處于不穩(wěn)定水平;除了蒸發(fā)器蒸發(fā)能力下降不易監(jiān)控到外,引起TC-2液位不穩(wěn)定的因素有:①各班設(shè)定的脫鹽水量差異。②發(fā)生事故。如:1#漂洗槽溢流口擋板損杯,為保護沉沒輥,設(shè)定脫鹽水量加大,超出了蒸發(fā)器的設(shè)計蒸發(fā)能力。③鋼板上出現(xiàn)小白點時,三級逆流漂洗(12 cm3)重新充水前排空到TC-2。這些因素都導(dǎo)致TC-2液位升高,正常回收鍍液又一次被稀釋,回收率降低。
(3) 電鍍液游離酸帶出量低,回收鍍液中錫泥含量高。根據(jù)TC-1、TC-2中回收鍍液檢測數(shù)據(jù)(表1)可以看出,鍍槽中電鍍液存在組分的不均衡帶出現(xiàn)象,尤其是游離酸,TC-2回收鍍液的游離酸濃度相對較低,均值為10 mL/L。TC-2中錫離子由于存儲過長時間水解程度要重,鍍液混濁,錫泥較多,圖3實驗室試驗結(jié)果證明了這一現(xiàn)象。圖3為實驗室配制含不同游離酸濃度(1#鍍液樣中MSA濃度為9.374 mL/L,2#鍍液樣中MSA濃度為53.23 mL/L)的兩個鍍液樣在靜置狀態(tài)下Sn2+濃度隨時間的變化趨勢。錫泥較多,一方面會增加錫耗,另一方面會帶來蒸發(fā)器板式熱交換器運行的不穩(wěn)定,導(dǎo)致蒸發(fā)器蒸發(fā)能力下降。
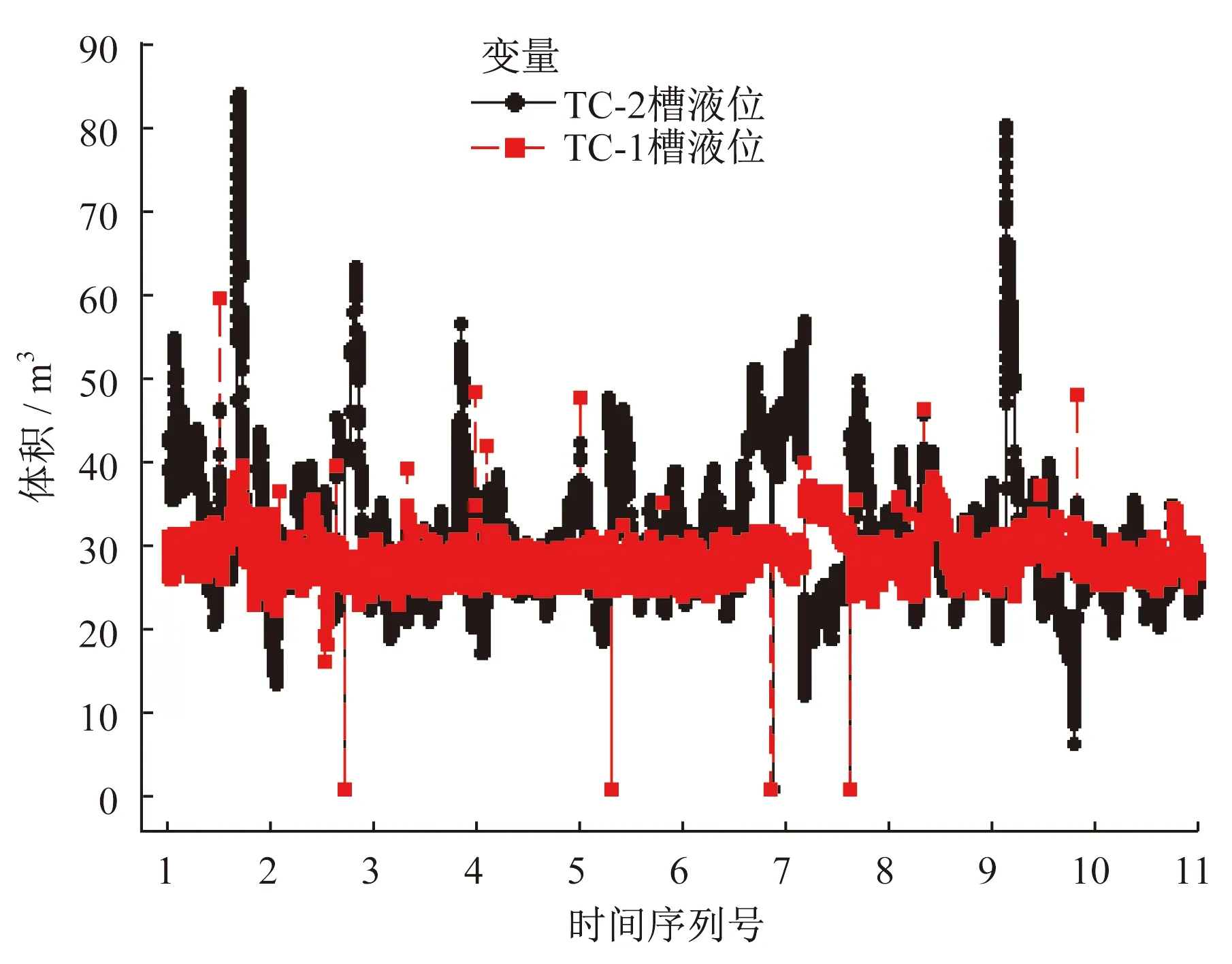
圖2 該電鍍錫機組某年TC-1及TC-2中鍍液液位
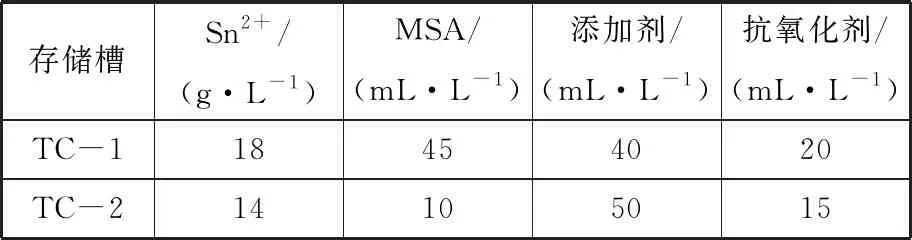
表1 TC-1和TC-2中鍍液各組分濃度高低比較

圖3 實驗室中含不同游離酸濃度的1#和2#鍍液樣中Sn2+濃度隨時間的變化趨勢
2 鍍液帶出回收系統(tǒng)回收效率提升方案
為提高電鍍錫機組鍍液帶出回收效率,降低鍍液成本,根據(jù)現(xiàn)有設(shè)備狀況,提出兩種鍍液帶出回收效率提升方案。
(1)方案一為原有的系統(tǒng)不變,僅通過操作方式改變來提升鍍液的帶出回收效率,如圖4紅色線圖所示。去離子水從三級逆流漂洗槽3#槽進入,溢流到1#漂洗槽后,與沖洗下來的電鍍液一起進入TC-2。TC-2中回收的稀鍍液通過泵連續(xù)抽到TC-1,蒸發(fā)器對TC-1中的鍍液直接蒸發(fā)濃縮,濃縮后鍍液回TC-1,直接參與電鍍,蒸發(fā)水用做三級逆流漂洗水。
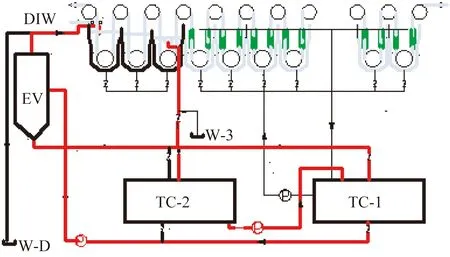
圖4 鍍液帶出回收系統(tǒng)回收效率提升優(yōu)化方案一
(2) 方案二在原有的鍍液帶出回收系統(tǒng)基礎(chǔ)上,增加從三級逆流漂洗到TC-1的管路和閥門。圖5紅色為系統(tǒng)改造增加部分。鍍液回收系統(tǒng)正常時采用TC-1蒸發(fā)回收,回收系統(tǒng)故障時采用TC-2蒸發(fā)回收。
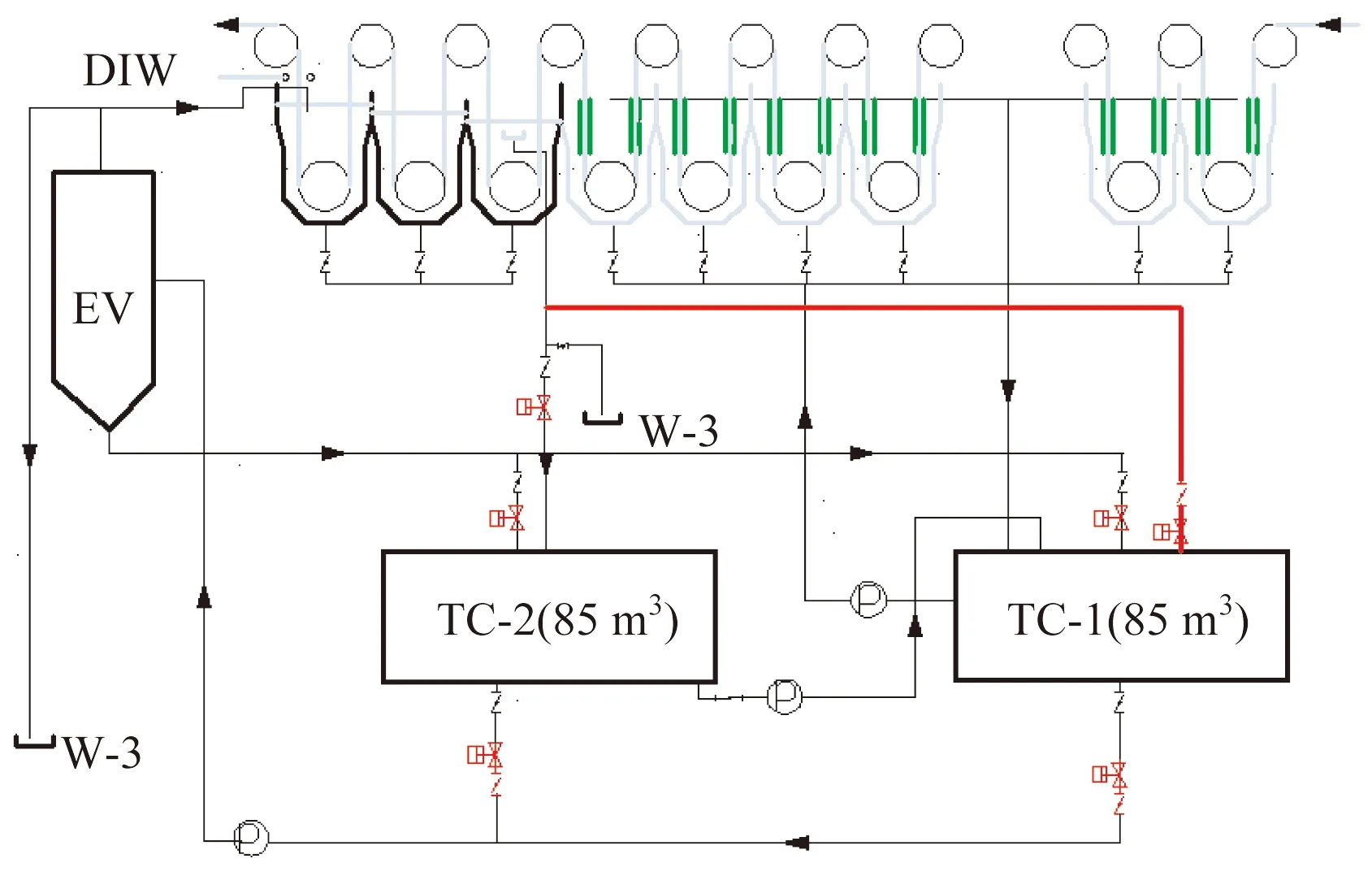
圖5 鍍液帶出回收系統(tǒng)回收效率提升優(yōu)化方案二
為方便操作實現(xiàn),自動閥采用程序控制,回收系統(tǒng)根據(jù)TC-1開機循環(huán)后允許的液位范圍采用自動切換操作,因此,相關(guān)管路需增加自動控制切斷閥。為保持 TC-1液位的安全性,需增加TC-1循環(huán)工作時高低液位報警功能,28 m3≤LL≤32 m3。操作模式有手動和自動兩種,手動模式下限定帶出回收只能在TC-2中操作。
方案二運行示例如下:開機后鍍液帶出回收采用TC-1回收,當TC-1液位為28 m3≤LL≤32 m3時,鍍液帶出回收采用TC-1回收,如圖6所示;當鍍液液位達到32 m3時,高液位報警,鍍液帶出回收通過自動閥及程序切換到TC-2回收,如圖7所示。生產(chǎn)繼續(xù),回收系統(tǒng)故障排除后,當TC-1液位降為28 m3時,低液位報警,回收系統(tǒng)切換到TC-1回收。處理回收系統(tǒng)異常時也可以用手動操作,避免由于TC-1液位升高影響正常生產(chǎn)。

圖6 鍍液帶出回收系統(tǒng)改造后TC-1回收示意圖
比較兩種鍍液回收效率提升優(yōu)化方案,方案一優(yōu)點是不需要改變系統(tǒng)、增加設(shè)備,鍍液回收系統(tǒng)正常工作時,僅通過操作方式改變來實現(xiàn)鍍液回收效率提升;缺點是當鍍液回收系統(tǒng)異常時,TC-2液位上升,原先正常回收的鍍液又一次被稀釋,回收效率降低。方案二的優(yōu)點是不但解決回收鍍液及時有效利用問題,而且解決了蒸發(fā)器不具備處理鍍液回收系統(tǒng)異常時的能力(將鍍液回收系統(tǒng)正常回收與異常回收區(qū)分開來)問題;缺點是需要鍍液回收系統(tǒng)簡單改造,增加投資。
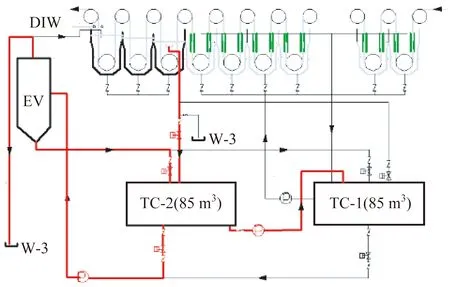
圖7 鍍液帶出回收系統(tǒng)改造后TC-2回收示意圖
綜上所述,針對該電鍍錫機組鍍液回收的現(xiàn)狀,方案二對鍍液帶出回收效率提升及生產(chǎn)安全性具有優(yōu)勢。
3 結(jié)論
該電鍍錫機組鍍液帶出回收系統(tǒng)與鍍液消耗有直接關(guān)系,是機組MSA鍍錫液消耗高的主要原因。評估該鍍錫機組的鍍液帶出回收的現(xiàn)狀,建議選取方案二作為鍍液帶出回收效率提升改造方案。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
甘肅教育(2020年14期)2020-09-11 07:57:42
測控技術(shù)(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
時代英語·高二(2015年1期)2015-03-16 00:08:11
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32