
提升毛化軋輥PC值及粗糙度精度的研究
2021-03-07 00:07:01宮聚文張立明
裝備維修技術 2021年46期
宮聚文 張立明

摘 ?要:本文主要分析軋輥毛化PC值過小的原因,根據各外界影響因素進行處理,對毛化程序的各項參數進行試驗分析,對各影響毛化PC值的各參數進行優化,最終毛化出的軋輥具有高而均勻的PC值。高而均勻的PC值直接促進了粗糙度精度的提升。通過后期大量毛化軋輥跟蹤發現,軋輥PC值及粗糙度精度較原來有較大提高。直接改善帶鋼的沖壓性能,提高帶鋼的涂鍍性。
關鍵詞:軋輥;粗糙度;PC值;毛化;EDT
1.前言:
隨著市場日益激烈的競爭,提升板材表面質量尤為重要,只有優于其他廠家板材表面質量才會有更廣闊的市場空間。而影響板材表面質量最重要的因素就是軋輥表面質量。全面提升毛化軋輥表面質量成為了機組軋制高質量板材和提升板材合格率的基礎。高檔汽車板材對表面粗糙度精度、PC值要求較高。而直接影響這兩項參數的就是毛化軋輥,要提升本廠板材表面質量,毛化軋輥表面就的首先提升。所以保證軋輥本身的表面質量是提高產品質量穩定的決定性因素。提升毛化軋輥粗糙度精度及PC值,是確保板材表面粗糙度均一性、高峰值、附著力強的關鍵。
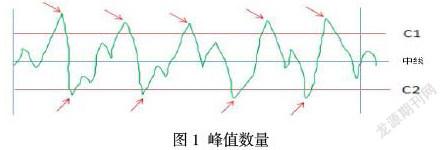
2 Pc值定義
參數Pc值定義每厘米超出上交線C1和小于下交線C2的輪廓數量。見圖1.
3 Pc值過小的原理
超出交線峰值過大,單個峰值占用了其它峰值的位置。峰值角度過大,單個峰值占用了其它峰值的位置。毛化不充分,峰值數量少。
4毛化PC值過小的原因及解決方案
4.1毛化時間短,軋輥表面沒有得到完全的打毛。
相應的粗糙度有對應的毛化點數,粗糙度越低打毛的點數就需要更多。軋輥直徑越大打毛的點數就需要更多。所以要確保毛化時間能夠超過相應粗糙度所需要的最大值。條件允許還可以增加毛化時間去除微小的磨削缺陷,特別是高檔汽車板專用軋輥可以提升毛化時間,來提升軋輥的粗糙度精度及PC值。見圖2。
4.2 毛化時導程(橫移速度/軋輥轉數)過大。由于電極為圓形,毛化時電極放電點中間區域多于邊部區域,嚴重時導致軋輥表面出現螺旋紋印記,不嚴重時即使肉眼無法發現,但粗糙度、PC值會有明顯的差異。并且呈現出規律性變化。
4.3門檻值過大,導致電極放電沒能充分利用。特別是在毛化較小粗糙度軋輥時,小的打毛電流、短的打毛時間。門檻值過大電極放電能量無法充分利用,多數放電能量都浪費到路程上。
4.4 軋輥輥頸不圓、有溝痕,花盤驅動不平衡,輥頸托瓦位置磨削和毛化時不一致。
這些缺陷直接導致了門檻值的變化,最后導致粗糙度、PC值的變化。呈現規律變化情況不嚴重時可以適當降低軋輥轉數,給門檻值足夠的反應時間。適當增加門檻值,使門檻值波動減輕。花盤增加彈性緩沖物體,提升花盤扭矩的穩定傳輸。
4.5 電極門檻值不穩定
電極松動,由于電極時刻使門檻值變化,門檻值自身調節使門檻值產生抖動。密封變形、毛化液有雜質使電極和軋輥之間有雜質使門檻值產生抖動。最后導致粗糙度、PC值的變化。呈現規律變化,及時處理松動電極、變形密封,過濾毛化液。
4.6 軋輥磨削后表面有水印、手指印、銹印、橫紋、螺旋紋、振紋
軋輥磨削后磨削液殘留的痕跡、手指觸碰軋輥留下的汗液、軋輥表面生銹。導致軋輥毛化時放電打毛受阻。最后導致粗糙度、PC值的變化。呈現無規律變化。軋輥磨削缺陷出現軋輥表面不平整,導致打毛過程中門檻值的不一致、輕微變化。最后導致軋輥粗糙度、PC值的變化。呈現同軋輥缺陷一致的規律變化。
4.7 峰值的高度、角度過大
峰值的高度過大由于毛化時設置打毛電流過大、通電時間過長、門檻值過小導致打毛時融化金屬深度更深、面積更大。峰值的角度過大由于毛化時設置打毛通電時間過長,以至于金屬融化面積增加。需要經過多次試驗對各毛化參數進行優化,而這些參數是相輔相成的需成套進行優化。
4.8 粗糙度數值對PC值的影響
對應的軋輥粗糙度下都有對應的最大PC值。軋輥粗糙度值越大對應軋輥PC值越小,軋輥粗糙度值越小對應軋輥PC值越大。
5跟蹤試驗
5.1 ?經過優化程序后對2000支軋機工作、平整工作輥、光整工作輥進行跟蹤發現,Ra2.0的軋輥粗糙度誤差在±0.1μm以內的占98.8%,Ra2.5的軋輥粗糙度誤差在±0.13μm以內的占95.6%,Ra3.0的軋輥粗糙度誤差在±0.15μm以內的占94.4%,O5專用Ra2.0的軋輥粗糙度誤差在±0.08μm以內的占100%,O5專用Ra3.0的軋輥粗糙度誤差在±0.15μm以內的占100%。Ra2.0的粗糙度精度由15%降到5%,Ra2.5的粗糙度精度由18%降到5%,Ra3.0的粗糙度精度由20%降到5%。
5.2 ?PC值均勻度由15%降到5%。Ra2.0的PC值由100提升到140,Ra2.5的PC值由85提升到125,Ra3.0的PC值由72提升到90。PC值的均勻的提升使軋輥粗糙度精度進一步提升。
5.3經過對軋制板材產品的跟蹤發現,PC值、均勻度的提升和粗糙度精度的提升非常明顯。
6結論
通過消除外界影響,優化毛化的各項參數,使各機組的毛化軋輥粗糙度精度達到粗糙度數值的5%以內,PC值提升20-40,接近了各粗糙度相對應的最大極限值。精準的毛化軋輥粗糙度值、高PC值,提高帶鋼軋制時的咬入力,直接提升了板材產品表面粗糙度值精準均勻一致,改善帶鋼的沖壓性能,提高帶鋼的涂鍍性。進而提升了板材市場競爭力。
參考文獻:
[1]《sarclad毛化設備說明書》.德國.2002年 .
[2]曹鳳國.《電火花加工技術》[M].北京:化學工業出版社. 2004 年.
[3]盧存偉.《電火花加工工藝》[M].北京:國防工業出版社.1988年.
[4]趙萬生,等.《特種加工技術》[M].北京:高等教育出版社.2001年.
[5]張遼遠,等.《現代加工技術》[M]北京:機械工業出版社.2008年.
