船廠管子車間的新CONWIP控制系統(tǒng)設(shè)計
2021-03-06 03:14:14何磊,王岳
造船技術(shù) 2021年1期
何 磊,王 岳
(江蘇科技大學 船舶與海洋工程學院,江蘇 鎮(zhèn)江 212003)
0 引 言
現(xiàn)代化的船廠管子車間已逐漸從加工車間(Job Shop,JS)生產(chǎn)轉(zhuǎn)型為流水車間(Flow Shop,FS)生產(chǎn),一些具備能力的管子JS已實現(xiàn)混合流水車間(Hybrid flow shop,HFS)的生產(chǎn)加工模式[1]。HFS往往在加工時間較長的工序安排更多的工位,加工時間較少的工序安排更少的工位,因此能在一定程度上避免生產(chǎn)過程中發(fā)生工位阻塞和工位空閑的情況。但僅僅只是工位的增加而不采取符合船廠管子HFS生產(chǎn)模式的生產(chǎn)控制系統(tǒng),則難以實現(xiàn)降低產(chǎn)品生產(chǎn)周期、提高產(chǎn)品產(chǎn)出速率及維持工位負荷平衡等目標。
傳統(tǒng)生產(chǎn)控制系統(tǒng),例如看板管理(Kanban)和定量在制品法(Constant Work-In-Process,CONWIP),在處理船廠管子這種加工時間可變性大的訂單時都不能有效解決各工位間的負荷平衡問題;此外,這2種控制系統(tǒng)的研究對象通常并非HFS[2]。近年來,THüRER等[3]提出一種能夠控制工位間負荷平衡的卡片導(dǎo)航平衡控制(Control of Balance by Card Based Navigation,COBACABANA)系統(tǒng),該系統(tǒng)在生產(chǎn)領(lǐng)域主要運用于JS,在FS的有效性[4]方面也有文獻加以探討,但未曾有文獻證實該系統(tǒng)在HFS中是否有效。綜合考慮上述控制系統(tǒng)的優(yōu)缺點,結(jié)合船用管件的加工特點,以某船廠管子HFS為研究對象,對CONWIP的環(huán)路設(shè)置方案進行改進,提出以工序為單位對同一工序的工位縱向設(shè)置環(huán)路;在此基礎(chǔ)上,融合COBACABANA系統(tǒng)的思想,設(shè)置工位負荷平衡表和訂單池,從而控制各工位的負荷平衡。最后,通過在仿真軟件中建模并加載不同控制系統(tǒng)進行試驗和對比,驗證新控制系統(tǒng)在控制工位負荷平衡方面的有效性及優(yōu)越性。
1 新控制系統(tǒng)描述
1.1 基于HFS的CONWIP改進方案
CONWIP由SPEARMAN等[5]提出,該系統(tǒng)通過從FS中選擇一條出口工位到入口工位的反饋環(huán)路來限制環(huán)路中的在制品數(shù)量,從而實現(xiàn)環(huán)路中系統(tǒng)的負荷控制。CONWIP能夠很好地解決生產(chǎn)系統(tǒng)內(nèi)在制品的控制問題,然而面對船廠管子生產(chǎn)這一多品種、小批量、加工時間可變性大的柔性生產(chǎn)模式卻不具備工位間的負荷平衡能力,因為該系統(tǒng)僅僅只是在加工時間可變性較小的情況下控制環(huán)路中系統(tǒng)的負荷,并不考慮單個工位的負荷平衡。對于FS,即每道工序只含1個工位的流水線,當面對加工時間可變性較大的船廠管子時,則可能由于不同管子或同一管子的不同工序?qū)е录庸r間差距較大,出現(xiàn)大量管子堵塞于某一工序或者某一工序長期空閑的狀態(tài)。傳統(tǒng)CONWIP解決這一問題的有效方法只能是不斷縮小環(huán)路中工序的數(shù)量,但環(huán)路中工序數(shù)越少就越接近Kanban控制系統(tǒng),當環(huán)路只含有1道工序時即為Kanban控制系統(tǒng)[6]。
船廠管子HFS根據(jù)管子生產(chǎn)的特點,在不同工序設(shè)置不同數(shù)量的工位,可以有效避免由于工位不足而造成的工位堵塞現(xiàn)象,但由于沒有對生產(chǎn)系統(tǒng)內(nèi)的在制品數(shù)量進行有效控制,造成在制品積壓,不僅增加現(xiàn)場管理工作的負擔,也延長產(chǎn)品的生產(chǎn)周期[7]。通常,CONWIP在FS中以橫向設(shè)置環(huán)路的方式來控制不同工序的在制品數(shù)量[8],而在HFS中的在制品,在前道工序完工后可以選擇后道工序的任何空閑工位進行加工,所以不適用于橫向設(shè)置CONWIP環(huán)路。因此,以工序為單位縱向設(shè)置環(huán)路,環(huán)路設(shè)置可以是包含1道工序的單工序環(huán)路,也可以是包含多道工序的多工序環(huán)路,1條混合流水線可以設(shè)置1個環(huán)路,也可以設(shè)置多個環(huán)路[9]。環(huán)路設(shè)置方式如圖1所示,假設(shè)該HFS有n道工序,每道工序有k個并行工位,其中Mi,j代表第i道工序的第j個工位。
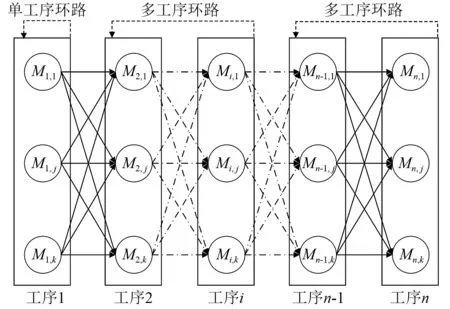
圖1 基于縱向CONWIP環(huán)路設(shè)置的HFS
1.2 考慮工位負荷平衡的新CONWIP控制系統(tǒng)
該方案對每道工序設(shè)置1個訂單池和該工序各工位的負荷平衡表。訂單池存放按加工順序排列的投放卡;各工位的負荷平衡表顯示工位的實時負荷情況。理論上,每張投放卡的大小由工件在該工序加工時間的大小按比例縮小后決定。當工件在該工位加工完成后便將投放卡取出,放置在代表該工位的負荷平衡表中,如此該工位在每加工完1個工件后就累加1張大小代表工件加工時長的投放卡,直到最后1個工件達到或剛剛超過工位設(shè)定的負荷最大界限,就關(guān)閉該工位不再接收工件。訂單池和工位負荷平衡表的具體原理如圖2所示。實際操作中,投放卡可以記錄工件的加工時間和其他需要附加的生產(chǎn)信息,每當1個工件開始進入該工序的某個工位,就把該工件對應(yīng)的投放卡放置在工件上。加工完成后,將帶有加工時長信息的投放卡取下,在計算機端輸入相應(yīng)的加工工時,直接在電子屏幕或者電子看板上顯示該工位工時累加的過程。
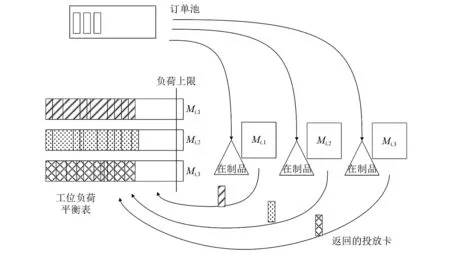
圖2 某工序的訂單池與工位負荷平衡表
其中,各工位加工工時負荷的上限,基于按工位性能平均分攤的思想并根據(jù)每批待加工工件的加工工時,由式(1)決定:
(1)
式中:Si為工序i的工位總數(shù);Ti為生產(chǎn)計劃中所有工件在工序i的加工時長;δi,j為工序i中工位j的加工性能系數(shù);Li,j為工序i中工位j的負荷上限時長。
2 船廠管子HFS仿真
2.1 船廠管子HFS建模及環(huán)路設(shè)定
以某船廠管子HFS為例,使用生產(chǎn)仿真軟件Plant Simulation 12建立無控制系統(tǒng)、傳統(tǒng)CONWIP控制系統(tǒng)和新CONWIP控制系統(tǒng)等3種模型,各控制系統(tǒng)的工藝流程相同。圖3為考慮工位負荷平衡的縱向CONWIP環(huán)路模型。在HFS中,管子只能從初始工序進入,從最后一道工序離開,并嚴格按照工序進行加工,每個工件在每道工序只需選擇1個工位加工,加工完成后即可移動至后道工序,每個工位1次只能加工1個工件[10]。工件的加工原則是先到先加工,依次優(yōu)先分配給空閑機器。假定各工位加工能力相同,且不考慮機器故障率和機器的休息時間。

圖3 船廠管子HFS仿真模型
隨機選取某批管子訂單共286根,按照排產(chǎn)順序進行仿真。表1中顯示部分待加工管子的加工工時信息。

表1 部分待加工管子在各工序的額定工時 h
待加工的管子在各工序的總加工時長分別為:切割,53 h 36 min;彎管,70 h 22 min 48 s;校管,478 h 22 min 12 s;氬弧焊,82 h 27 min 36 s;CO2焊,295 h 34 min 48 s;修正,189 h 1 min 12 s。綜合考慮各工序工位數(shù)量及管子在各工序的平均加工時間后,將切割工序和彎管工序設(shè)置為環(huán)路1,校管工序和氬弧焊工序設(shè)置為環(huán)路2,CO2焊工序和修正工序設(shè)置為環(huán)路3,共3條環(huán)路。
2.2 仿真模型參數(shù)設(shè)置
CONWIP環(huán)路需要輸入每個工序縱向環(huán)路的最大在制品數(shù)量。如圖3(a)所示,x1、x2、x3分別為環(huán)路1、環(huán)路2、環(huán)路3的最大在制品數(shù)量。在此基礎(chǔ)上,考慮各工位負荷平衡的CONWIP環(huán)路需要輸入上述工序各工位的負荷上限時間,各工序的限定值對應(yīng)模型的輸入變量依次為CutLimit、BendLimit、CheckLimit、AAWLimit、CO2WLimit、TrimLimit。考慮每道工序各工位的生產(chǎn)能力相同,因此根據(jù)式(1)及各工序的總加工時間得出各工序的負荷上限值分別為:切割,26 h 48 min;彎管,17 h 35 min 42 s;校管,47 h 50 min 13 s;氬弧焊,27 h 29 min 12 s;CO2焊,32 h 50 min 32 s;修正,47 h 15 min 18 s。
3 仿真分析
3.1 仿真試驗設(shè)計
規(guī)定無控制系統(tǒng)為方案1,傳統(tǒng)CONWIP控制系統(tǒng)為方案2,考慮工位負荷平衡的新CONWIP控制系統(tǒng)為方案3。需要分析的仿真結(jié)果包括:產(chǎn)品產(chǎn)出速率(TH);產(chǎn)品平均生產(chǎn)周期(CT);總產(chǎn)量(Output);全部工件完工時間(TotalTime);各工位的負荷(WorkLoad)。對于方案2和方案3,為分析各環(huán)路中不同在制品數(shù)量對模型輸出結(jié)果的影響,運用仿真軟件中基于試驗設(shè)計(Design of Experiment,DOE)理論的Experiment Manager(試驗管理器)來定義試驗。
船廠HFS每道工序包含多個并行工位,環(huán)路中在制品數(shù)量可根據(jù)工位數(shù)量進行設(shè)置,因此在試驗時設(shè)置環(huán)路1的在制品數(shù)量從6開始,以1個工件為增量增至16;環(huán)路2的在制品數(shù)量從13開始,以1個工件為增量增至23;環(huán)路3的在制品數(shù)量從14開始,以1個工件為增量增至24。即,x1的取值范圍為6~16,x2的取值范圍為13~23,x3的取值范圍為14~24,共計1 331場試驗。
3.2 各控制系統(tǒng)對比與分析
對各方案的仿真結(jié)果進行匯總和統(tǒng)計。方案1的TH為5根/h,CT為28.3 h,TotalTime為2.4 d。方案2的TH最優(yōu)值為5.2根/h,最差值為4.9根/h;CT最優(yōu)值為6 h,最差值為9.2 h;TotalTime最優(yōu)值為2.3 d,最差值為2.4 d。方案3的TH最優(yōu)值為5.1根/h,最差值為4.5根/h;CT最優(yōu)值為5.8 h,最差值為9.1 h;TotalTime最優(yōu)值為2.3 d,最差值為2.6 d。
以方案2和方案3的CT為例,繪制如圖4所示的散點圖進行分析,可以發(fā)現(xiàn):方案3在各試驗場次的CT結(jié)果總體優(yōu)于方案2。隨著在制品投入量的增加,2種方案的CT值呈現(xiàn)出逐漸增大的趨勢。這表明在制品的數(shù)量應(yīng)該控制在一個較低的范圍,才能縮短生產(chǎn)系統(tǒng)內(nèi)在制品的等待時間。
為確定方案3在控制工位負荷平衡方面的有效性,隨機選取方案2和方案3中結(jié)果較為接近的試驗場次Exp 889進行分析。各方案的仿真結(jié)果如表2所示,工位負荷情況如圖5所示。
由圖5可以發(fā)現(xiàn):在方案3控制下的各工序工位負荷總體趨于平穩(wěn);在切割工序中,方案3的工位負荷最為平衡,其次為方案1,最差為方案2;在彎管工序中,方案1與方案3的工位負荷平衡能力相當,都優(yōu)于方案2;在校管工序中,方案1的工位負荷最為平衡,其次為方案2和方案3;在氬弧焊工序中,方案3的工位負荷最為平衡,其次為方案2,最差為方案1;在CO2焊工序中,方案3的工位負荷最為平衡,其次為方案1,最差為方案2;在修正工序中,方案1的工位負荷最為平衡,其次為方案3和方案2。
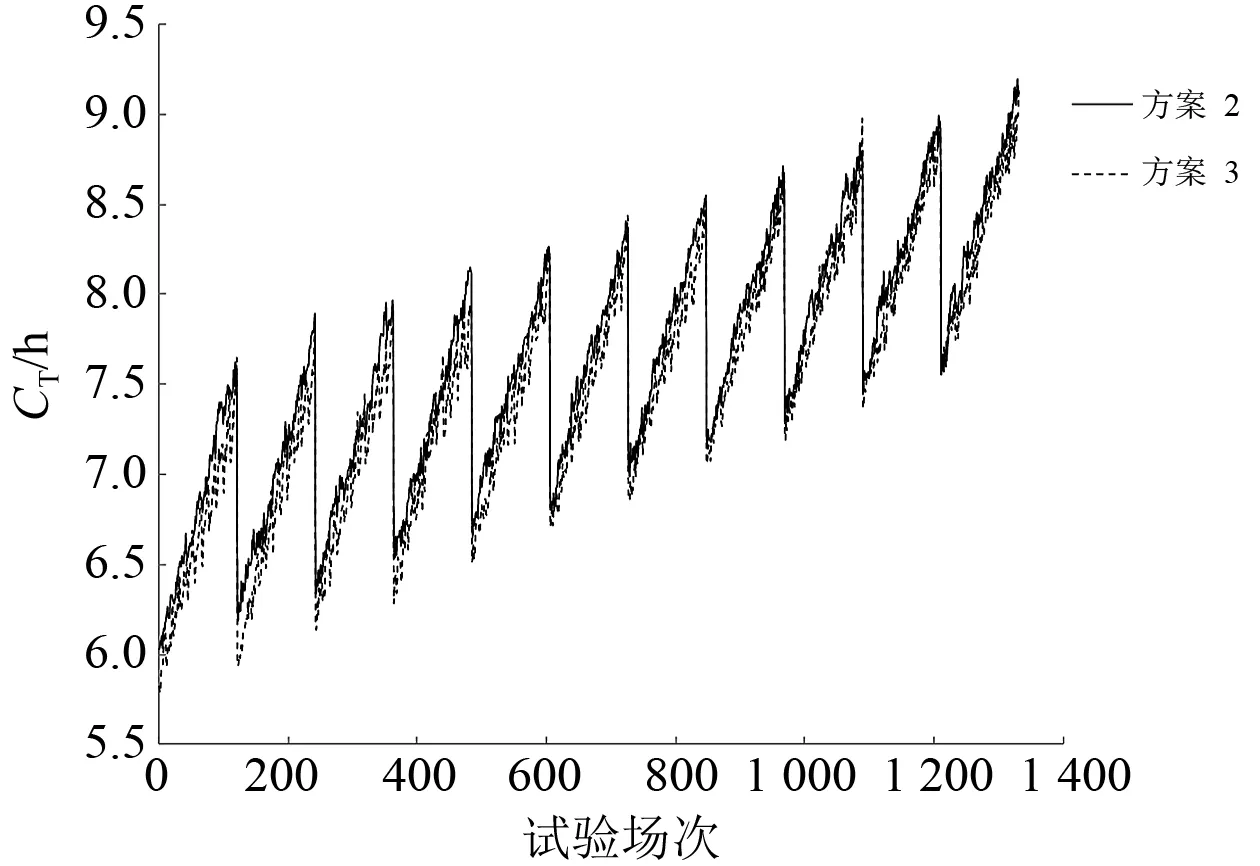
圖4 方案2和方案3的CT曲線
由上述仿真結(jié)果發(fā)現(xiàn):當設(shè)定環(huán)路使生產(chǎn)系統(tǒng)內(nèi)在制品數(shù)量維持在合理范圍時,方案2和方案3的CT、TH、TotalTime指標均優(yōu)于方案1;方案2的TH和TotalTime指標略優(yōu)于方案3;方案3的CT、WorkLoad指標總體優(yōu)于方案2。這表明:當考慮CT和WorkLoad為最優(yōu)目標時,采用方案3進行生產(chǎn)控制能取得更好的效果。

表2 各方案的仿真結(jié)果
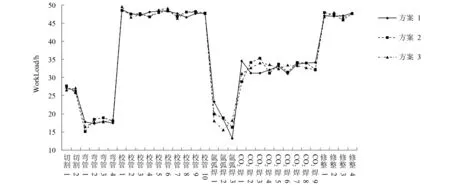
圖5 各方案的工位負荷對比
4 結(jié) 語
所設(shè)計的新CONWIP控制系統(tǒng)方案通過試驗設(shè)計和仿真驗證,整體反映出在總加工時間和產(chǎn)出速率保持小范圍浮動的情況下,可以有效降低船廠管子HFS的產(chǎn)品平均生產(chǎn)周期并保持各工位的負荷平衡,有利于緩解工位阻滯現(xiàn)象,提升有效作業(yè)時間占比,使生產(chǎn)更為精益化。
傳統(tǒng)CONWIP控制系統(tǒng)結(jié)構(gòu)簡單,對于多品種、小批量生產(chǎn)的HFS,其生產(chǎn)平衡難以保障,不符合船廠管子車間多工序、多工位生產(chǎn)的實際需求。新CONWIP控制系統(tǒng)方案扭轉(zhuǎn)此局面,在保障工位負荷平衡和調(diào)控生產(chǎn)節(jié)拍等方面均有明顯優(yōu)勢。然而,新方案在優(yōu)化平均產(chǎn)出速率和總加工時間等方面仍有不足之處,今后可以對縱向環(huán)路的劃分方法開展進一步研究,并結(jié)合新CONWIP控制系統(tǒng)方案,運用仿真技術(shù)在計劃階段準確預(yù)估系統(tǒng)的產(chǎn)能情況,為精益造船的深入推進提供新的有效途徑。