40 t-43 m 門座式起重機臂架上鉸點軸承更換工藝流程
2021-03-05 04:06:42王立志
設備管理與維修 2021年1期
王立志
(滄州黃驊港礦石港務有限公司,河北滄州 061113)
0 引言
臂架系統是門座式起重機重要的受力構件。臂架系統為四連桿機構,主要由臂架、象鼻梁、大拉桿、小拉桿等部件組成。這種形式的臂架系統特點是重量較大,但工作性能好,工作幅度范圍大。起重機幅度變化過程中吊鉤水平性好,在變幅過程中吊鉤至象鼻梁頭部滑輪的鋼絲繩長度不變化,且鋼絲繩懸掛較短,司機操作時對吊鉤的控制比較容易。
臂架結構為鋼板焊接的箱形結構,臂架頭部和尾部安裝有鉸軸,軸承為滾動軸承。臂架頭部鉸軸與象鼻梁中部聯接,臂架尾部通過鉸軸與轉盤前部臂架支座聯接。臂架中部有耳板與小拉桿和變幅齒條通過鉸軸聯接。
1 背景
傳統工藝更換門座式起重機臂架上鉸點軸承,需要拆下大拉桿和象鼻梁。公司碼頭為沉樁式結構,承重能力較低,只能使用80 t 以下的汽車吊。考慮到大拉桿和象鼻梁的最高點高度均在55 m 左右,大拉桿重約6 t,象鼻梁重約20 t,顯然汽車吊無法滿足施工條件。如果依然使用傳統工藝,只能使用浮吊,考慮到浮吊費用高昂,故探索出一套新型的臂架上鉸點軸承更換工藝。
因臂架上鉸點更換軸承需要抬高象鼻梁,在象鼻端頭部需要約12 t 的拉力,吊點位置高度在42 m 左右。由于碼頭承載能力有限,不用汽車吊,考慮利用旁邊的40 t-43 m 門機的象鼻梁與臂架的鉸點處,確定一個制高點。在此點聯接鋼絲繩和20 t 手拉葫蘆,利用手拉葫蘆抬高象鼻梁,拆裝臂架上鉸點。
經測算,另一臺配合吊裝的門座式起重機所受的力約為12 t(此位置的高度約為50 m)。此吊裝與門座式起重機工作中的自身吊裝工況不同,因此還要計算吊裝用臂架的受力狀況,必須在此吊裝重量前提下滿足結構受力要求。通過計算,臂架結構件應力在1000 kg/cm2以下,可以滿足維修吊裝需求。
2 施工步驟
2.1 施工前的準備工作
(1)人員準備。機械工程師1 名,吊裝指揮人員1 名,機械維修工人若干,電工1 名。
(2)機械設備和工具準備。70 t 汽車吊一臺,電焊機1 臺,角磨機1 把,手槍鉆1 把,50 t 千斤頂2 個,20 t 卸扣4 個,20 t手拉葫蘆2 個,一套常用工具。
(3)更換零部件的準備。為防止現場拆卸過程中除軸承之外的其他零件損壞,除軸承之外,還需準備軸套、軸承套、軸承蓋和軸。
(4)需要準備的材料見表1。
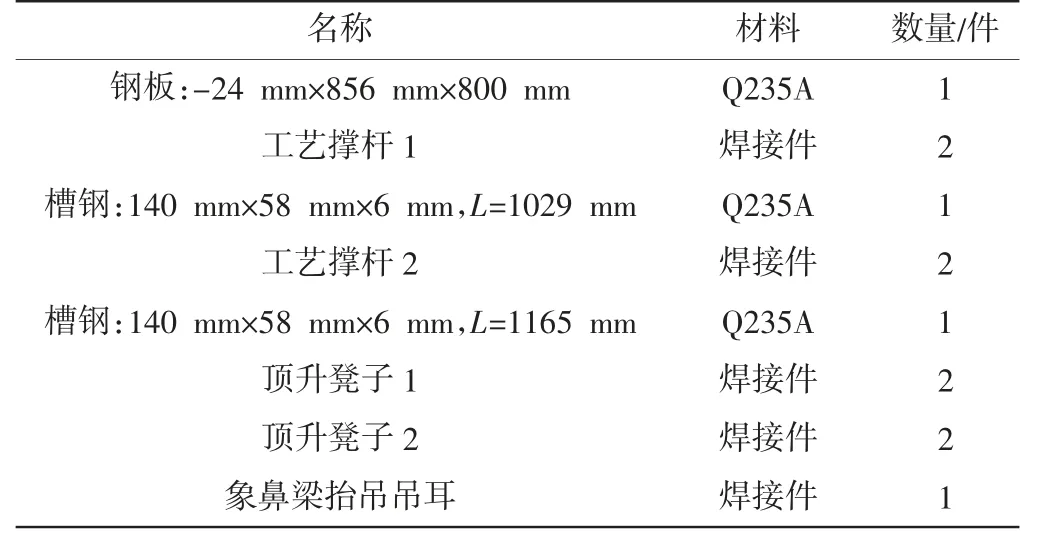
表1 需要準備的材料
2.2 施工安全預案
(1)現場需有專業指揮人員指揮維修門座式起重機,配合起重機的運行指令。
(2)現場電焊人員必須持有特種作業許可證,嚴禁無證人員上崗作業。
(3)提升象鼻梁頭部時需特別注意:風力等級不允許大于5級,能見度需大于1000 m。
(4)當象鼻梁與臂架上鉸點脫開后,有足夠更換軸承的空間時,立刻用槽鋼、鋼板將象鼻梁和臂架焊接在一起,防止有突風時存在安全隱患。
2.3 拆卸臂架上鉸點前的安全防護措施
(1)固定變幅齒條。將需要維修的門座式起重機臂架處于大幅度狀態,鎖死變幅制動器。在變幅齒條箱體上,搖架前后焊接止擋塊,防止施工過程中臂架溜動。
(2)用工藝撐桿固定大拉桿。用70 t 汽車吊將墊板和工藝撐吊裝到臂架上安裝位置處。先將襯板24 mm×856 mm×1600 mm 四角局部間斷焊到拉桿底部(可在適當位置焊接臨時平臺),墊板前后、左右各用兩塊16 mm×150 mm×150 mm擋板擋在大拉桿上,如圖1 所示。再用工藝撐桿將臂架和大拉桿連接起來,中間焊接連接槽鋼,如圖2 所示。
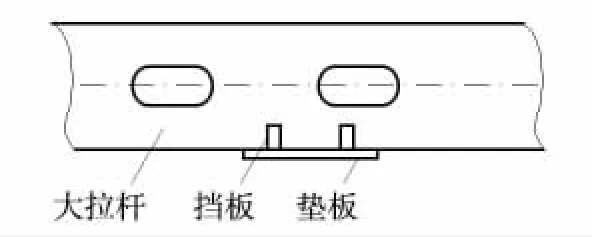
圖1 大拉桿底部墊板焊接
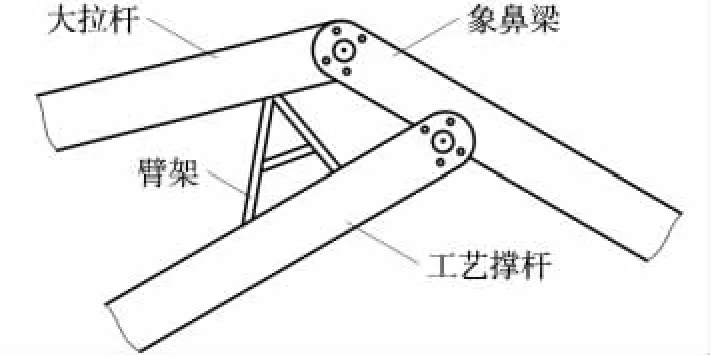
圖2 工藝撐桿安裝
2.4 臂架上鉸點軸承的拆卸、安裝過程。
(1)安裝頂升支座。臂架上鉸點處焊接2 組頂升凳子(圖3),頂升凳子之間的間隙根據50 t 千斤頂的頂升高度確定。
(2)調整門座式起重機角度。將需維修的門座式起重機旋轉至朝陸側45°方向,將相鄰門座式起重機與其成90°夾角放置。并在象鼻梁頂部焊接2 個吊耳。
(3)抬升象鼻梁并固定。將20 t 手拉葫蘆通過Φ40 鋼絲繩掛在相鄰門座式起重機的制高點,另一端與象鼻梁頭部吊耳連接(圖4),將手拉葫蘆收緊至受力接近12 t。在臂架上鉸點處的頂升凳子上安裝2 臺50 t 千斤頂,通過千斤頂調整軸的受力,配合拆除鉸點軸。因拆除軸承時需將象鼻梁吊起超過臂架上鉸點位置,提升象鼻梁頭部的高度為2006 mm,提升過程中象鼻梁頭部鋼絲外移904 mm,故在提升前需將鋼絲繩角度偏移4°,鋼絲繩頂點與吊帶約偏移489 mm(圖5)。當象鼻梁與臂架上鉸點脫開后,有足夠更換軸承的空間時,使用槽鋼、鋼板將象鼻梁和臂架焊接在一起(圖6),防止有突風造成安全隱患。
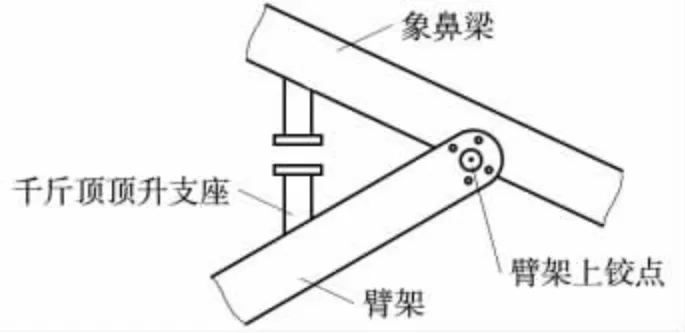
圖3 50 t 千斤頂頂升支座焊接
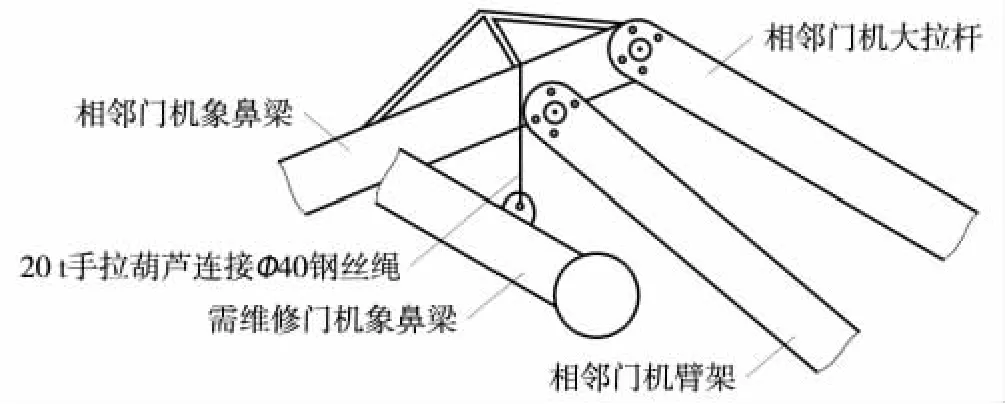
圖4 20 t 手拉葫蘆安裝

圖5 提升象鼻梁
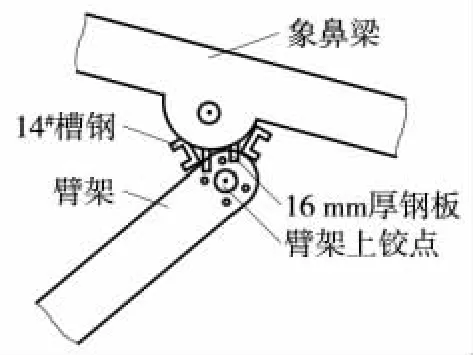
圖6 焊接槽鋼、鋼板
(4)更換新軸承,安裝鉸點軸。拆下軸承端蓋和舊軸承,安裝新軸承,涂抹黃油后安裝軸承端蓋。拆除臂架和象鼻梁之間的槽鋼、鋼板。放松手拉葫蘆,使象鼻梁回原位,通過調整2 個50 t 千斤頂將軸孔對正,將軸安裝到位。
2.5 掃尾、試車
(1)拆除維修工裝、用具。拆除工藝撐桿、變幅搖架處的止擋、千斤頂和手拉葫蘆等,使用70 t汽車吊吊下,各處焊點進行打磨、補漆,清理干凈施工現場。
(2)試車。再次對維修部件進行確認無誤后,操作門座式起重機最小幅度到最大幅度反復運行多次,確認運轉平穩、無噪聲。
