PECVD工藝制備的背面氮化硅薄膜對雙面單晶硅太陽電池EL發黑的影響
2021-03-04 01:37:08張福慶王貴梅張軍杰朱少杰
太陽能 2021年2期
張福慶,王貴梅,趙 環,張軍杰,朱少杰
(晶澳太陽能有限公司,邢臺 055550)
0 引言
氮化硅薄膜在晶體硅太陽電池制造過程中起著至關重要的作用。已有許多文獻針對氮化硅薄膜在太陽電池表面的鈍化和減反射作用進行了詳細論述[1],在此不再贅言。氮化硅薄膜對晶體硅太陽電池電致發光(EL)發黑也有較大影響,但目前針對此方面的研究較少。為此,本文針對采用PECVD工藝制備的背面氮化硅薄膜導致雙面單晶硅太陽電池EL發黑的各種條件進行了實驗驗證及理論分析,研究了背面氮化硅薄膜底層膜、中層膜,以及上層膜邊緣的折射率等條件不同的情況下對雙面單晶硅太陽電池EL發黑的影響,研究結果對雙面單晶硅太陽電池生產線的現場良品率控制有一定的幫助。
1 EL原理
EL又稱場致發光。EL的基本原理為:給太陽電池加正向偏置電壓,p區加正電壓,n區加負電壓,正向偏置電壓的電場與p-n結自建電場方向相反,正向偏置電壓的電場削弱了自建電場對晶體中電子擴散運動的阻礙作用,使n區中的自由電子在正向電壓的作用下源源不斷地通過p-n結向p區擴散;當結區內同時存在大量導帶中的電子和價帶上的空穴時,它們將在注入區產生復合;當導帶中的電子躍遷到價帶中時,多余的能量就以光的形式發射出來。當向太陽電池施加正向電流后,太陽電池會像發光二極管一般,發出近紅外的光,該近紅外光的光強除了與輸入電流成正比外,也與太陽電池的缺陷密度有關,由此可以區分太陽電池晶格缺陷、隱裂等異常產生的成因[2]。
2 實驗介紹
2.1 實驗儀器
實驗采用德國Meyer Burger AG公司生產的PECVD設備(2.45 GHz)制備氮化硅薄膜,采用北京量拓科技有限公司生產的EMPro-PV激光橢偏儀測試氮化硅薄膜的膜厚和折射率,采用沛德光電科技(上海)有限公司生產的EL測試機對雙面單晶硅太陽電池進行EL測試。
2.2 實驗樣品
PECVD設備反應倉內一共有6根石英管,每根石英管對應的氨氣和硅烷流量計可以單獨控制;且第6根石英管對應邊緣流量計和中間流量計2種,分別控制硅片邊緣和中間位置的鍍膜。
雙面單晶硅太陽電池的背面氮化硅薄膜采用3層不同折射率的SiNx結構。由于前2根石英管靠近硅片一側,因此將其鍍制的膜層稱為第1層膜或底層膜;最后1根石英管(第6根石英管)主要用于調整載板內單晶硅片表面鍍膜的均勻性,由于該根石英管靠近空氣,所以將其鍍制的膜層稱為第3層膜或上層膜;中間3根石英管鍍制的膜層夾在底層膜和上層膜之間,因此稱為第2層膜或中層膜。底層膜、中層膜、上層膜這3層膜層疊加后即為整體的氮化硅薄膜,亦可稱為疊膜。
在背面氮化硅薄膜底層膜、中層膜、上層膜邊緣的折射率等條件不同的情況下制備背面氮化硅薄膜;然后采用相同的開槽激光、絲網印刷、燒結工藝后制備雙面單晶硅太陽電池;最后分別測試不同條件下制備的雙面單晶硅太陽電池的EL情況,并分析背面氮化硅薄膜底層膜、中層膜,以及上層膜邊緣的折射率對雙面單晶硅太陽電池EL發黑的影響。
3 實驗結果與討論
3.1 背面氮化硅薄膜的折射率與雙面單晶硅太陽電池背電極位置EL發黑的關系
在保證疊膜的膜厚控制在90 nm、折射率控制在2.12 (均為公司內部標準值)不變的情況下,通過改變背面氮化硅薄膜底層膜的折射率nbottom來制備氮化硅薄膜。實驗共改變了5次底層膜的折射率,改變范圍根據設備流量計取整得出。具體底層膜的折射率條件如表1所示。
將單晶硅片背面分別鍍制nbottom不同的氮化硅薄膜后,經過相同的開槽激光、絲網印刷、燒結工藝得到雙面單晶硅太陽電池,并測試制備的雙面單晶硅太陽電池的EL情況。雙面單晶硅太陽電池的EL測試結果顯示,當nbottom≤2.11時開始出現背電極位置EL發黑的情況,具體如圖1所示。
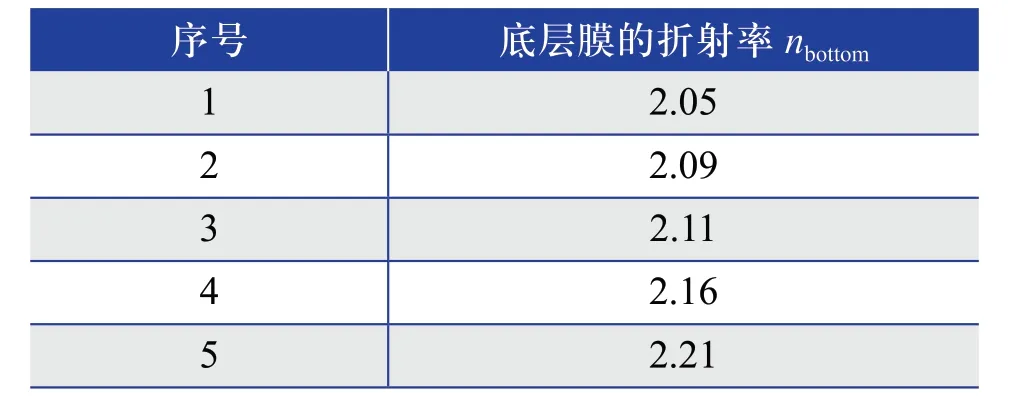
表1 底層膜的折射率條件Table 1 Refractivity conditions of bottom layer film
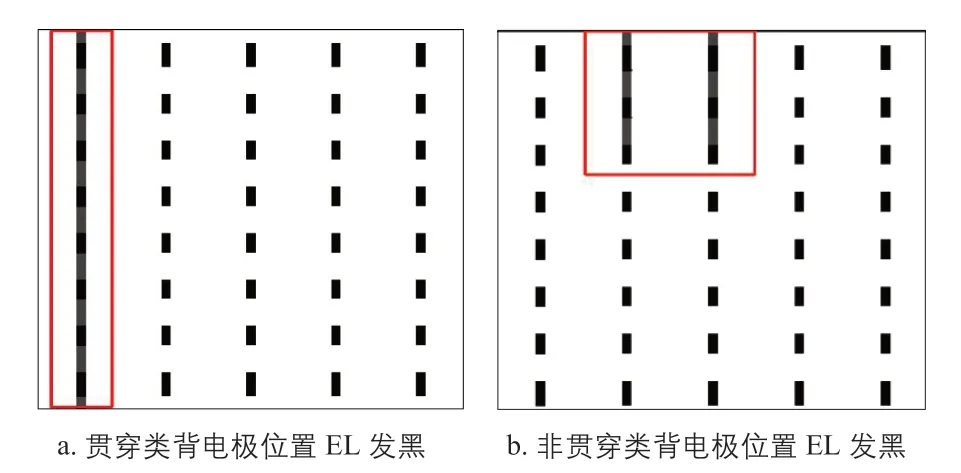
圖1 當nbottom≤2.11時,雙面單晶硅太陽電池背電極位置的EL發黑情況示意圖Fig. 1 When nbottom≤2.11,EL blackening at back electrode position of bifacial mono-crystalline silicon solar cells are observed
從圖1可以看出,當背面氮化硅薄膜的nbottom≤2.11時,EL圖像顯示雙面單晶硅太陽電池背電極位置出現連續或斷續發黑的情況。分析認為,隨著nbottom降低,其與中層膜的折射率nmiddle的差距變大,開槽激光入射光容易在底層膜和中層膜的臨界位置發生全反射,使激光的實際能量變小,則開槽激光未能完全將氮化硅薄膜打破,從而導致鋁漿未能與硅片進行充分接觸,無法形成良好的歐姆接觸,最終導致雙面單晶硅太陽電池背電極位置的EL圖像發黑[3]。
背面氮化硅薄膜nbottom≤2.11時制備的雙面單晶硅太陽電池背電極位置EL發黑時的成分圖如圖2所示,EL圖像顯示的發黑位置的成分含量對比如表2所示。
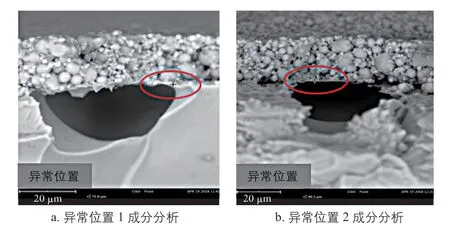
圖2 雙面單晶硅太陽電池背電極位置EL發黑時的成分分析Fig. 2 Component analysis of EL blackening position at back electrode of bifacial mono-crystalline silicon solar cells
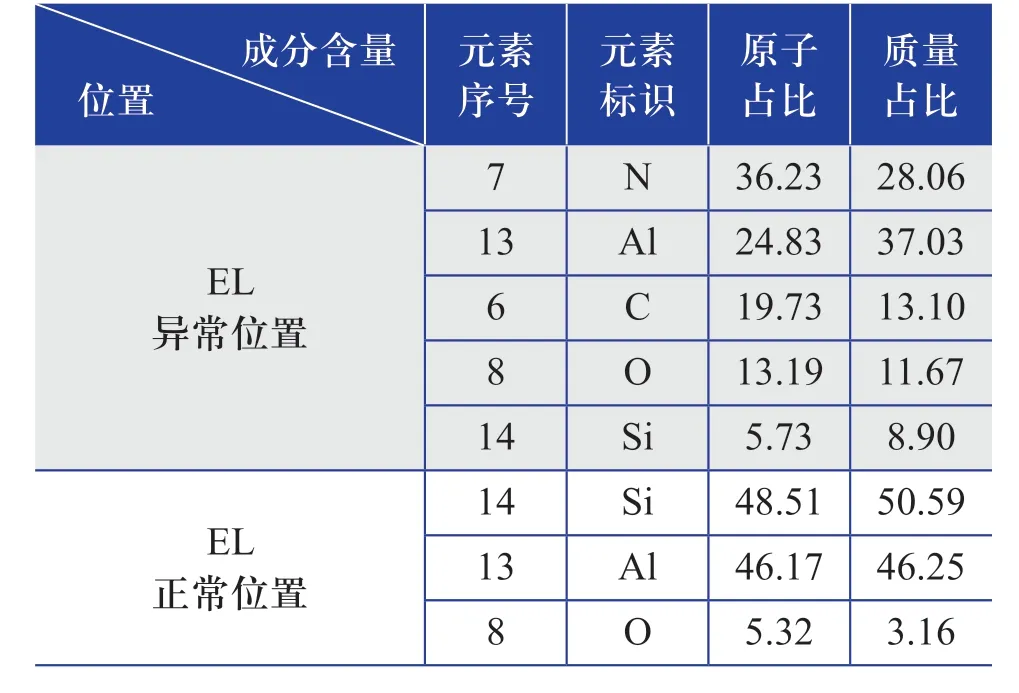
表2 雙面單晶硅太陽電池背電極位置EL發黑時的成分含量對比Table 2 Comparison of component contents of EL blackening at back electrode position of bifacial mono-crystalline silicon solar cells
由表2可知,雙面單晶硅太陽電池背電極位置EL發黑時的成分中,N元素原子含量較多,Al元素原子含量較少(正常情況下Al元素原子含量應在40以上),而EL圖像正常位置的Al元素原子含量較多,與前面的分析推斷一致。
3.2 背面氮化硅薄膜的折射率與雙面單晶硅太陽電池EL大面積發黑的關系
在保證疊膜的膜厚控制在90 nm(公司內部標準值)不變的情況下,通過改變疊膜中底層膜、中層膜的折射率來制備不同的背面氮化硅薄膜。實驗共改變了5次折射率條件,改變范圍根據設備流量計取整得出。具體底層膜、中層膜的折射率條件如表3所示。
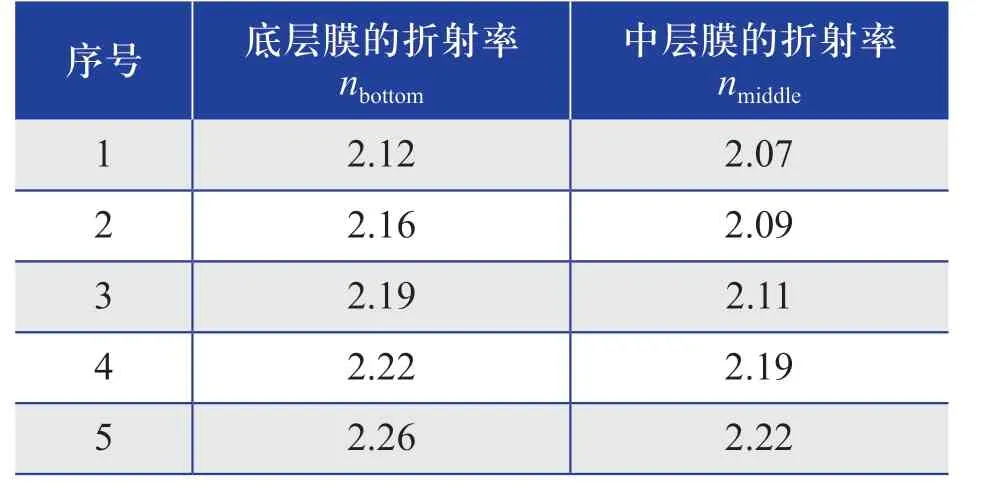
表3 底層膜和中層膜的折射率條件Table 3 Refractivity conditions of bottom layer film and middle layer film
分別鍍制nbottom、nmiddle不同的氮化硅薄膜后,所有硅片均經過相同的開槽激光、絲網印刷、燒結工藝制備得到雙面單晶硅太陽電池,并測試這些雙面單晶硅太陽電池的EL情況。雙面單晶硅太陽電池EL測試結果顯示,當nbottom≥2.22且nmiddle≥2.19時,雙面單晶硅太陽電池開始出現EL大面積發黑的情況,如圖3所示。
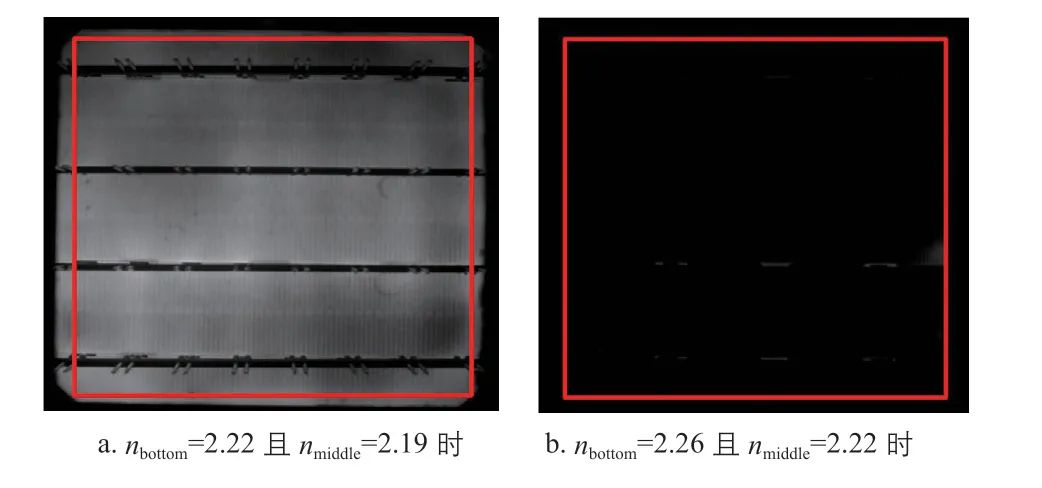
圖3 當nbottom≥2.22且nmiddle≥2.19時,雙面單晶硅 太陽電池EL大面積發黑的情況Fig. 3 When nbottom≥2.22 and nmiddle≥2.19,large area blackening of EL of bifacial mono-crystalline silicon solar cells are observed
從圖3可以看出,當背面氮化硅薄膜的nbottom≥2.22且nmiddle≥2.19時,雙面單晶硅太陽電池EL出現了大面積發黑的情況。分析原因,可能是由于雙面單晶硅太陽電池背面氮化硅薄膜中的Si/N比較大,使氮化硅薄膜的實際含硅量提升,導致氮化硅薄膜的致密性變好,但致密性過高會影響開槽激光的刻槽效果,從而使電池背面鋁漿與硅基底的接觸性變差,出現了雙面單晶硅太陽電池EL大面積發黑的情況。當雙面單晶硅太陽電池背面氮化硅薄膜的Si/N比偏大時,即折射率偏大,會導致成品太陽電池背面出現開槽激光線外觀不可見的異常現象,從而使對應位置的EL圖像出現大面積發黑的情況,也導致了雙面單晶硅太陽電池EL大面積發黑的情況。
3.3 背面氮化硅膜的折射率與雙面單晶硅太陽電池邊緣EL發黑的關系
特殊氣體流量計根據輸出流量時對應的單晶硅片位置不同,可分為邊緣流量計和中間流量計,具體的示意圖如圖4所示。邊緣流量計為PECVD反應倉最后1根(第6根)石英管對應的3個獨立的硅烷流量計、3個獨立的氨氣流量計,這些邊緣流量計和中間流量計對應的硅片位置差異導致位置1~位置5硅片邊緣對應的流量計位置的鍍膜效果與中間位置硅片的鍍膜效果存在差異。
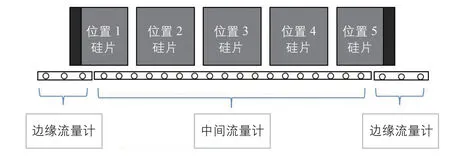
圖4 邊緣流量計和中間流量計對應的單晶硅片的 位置示意圖Fig. 4 Schematic diagram of mono-crystalline silicon wafers position corresponding to edge flowmeter and intermediate flowmeter
在保證中間位置2~ 位置4上硅片的工藝參數不變,2.11

表4 上層膜邊緣的折射率條件Table 4 Refractivity conditions of upper layer film edge
通過改變單晶硅片邊緣流量計的流量分別鍍制nupper不同的氮化硅薄膜后,采用相同的開槽激光、絲網印刷、燒結工藝得到雙面單晶硅太陽電池,并測試制備的雙面單晶硅太陽電池的EL情況。單晶硅雙面太陽電池的EL測試結果顯示,當nupper≥2.21時制備的雙面單晶硅太陽電池開始出現邊緣位置EL發黑的情況,如圖5所示。
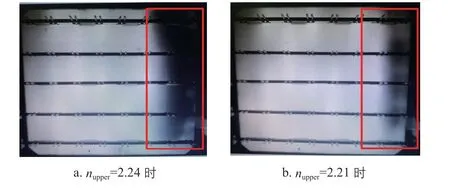
圖5 當nupper≥2.21時制備的雙面單晶硅太陽電池的邊緣位置EL發黑情況Fig. 5 When nupper≥2.21,EL blackening of edge position of bifacial mono-crystalline silicon solar cells are observed
從圖5可以看出,在2.11
4 結論
本文研究了采用PECVD工藝制備的背面氮化硅薄膜對雙面單晶硅太陽電池EL發黑的影響,得出以下結論:
1)背面氮化硅薄膜的底層膜的折射率過低時,會導致雙面單晶硅太陽電池背電極位置出現EL發黑的情況;在實驗中,底層膜的折射率為2.11時,就出現了雙面單晶硅太陽電池背電極位置EL發黑的現象。
2)背面氮化硅薄膜的底層膜、中層膜的折射率過高時,會導致雙面單晶硅太陽電池出現EL大面積發黑的情況;在實驗中,當底層膜的折射率為2.22、中層膜的折射率為2.19時,就出現了雙面單晶硅太陽電池EL大面積發黑的現象。
3)背面氮化硅薄膜的上層膜邊緣的折射率過高時,會導致雙面單晶硅太陽電池出現邊緣位置EL發黑的情況;在實驗中,當上層膜邊緣的折射率為2.21時,就出現了雙面單晶硅太陽電池邊緣位置EL發黑的現象。
需要說明的是,不同的設備型號及氮化硅薄膜的膜厚、折射率控制標準的差異可能會得到不同的氮化硅薄膜底層膜折射率的范圍。因此,實驗所得折射率范圍并不是最重要的,最重要的是從實驗中得到的變化趨勢和規律。針對雙面單晶硅太陽電池背面氮化硅薄膜PECVD工序制定合理的底層膜、中層膜,以及上層膜邊緣的折射率范圍,可以有效避免雙面單晶硅太陽電池不良品的產生。