350MW汽輪機主汽閥門桿漏氣管座角焊縫裂紋分析及工藝研究與應用
2021-03-02 06:42:48吳友良
中國科技縱橫 2021年24期
吳友良
(上海大屯能源股份有限公司熱電廠,江蘇沛縣 221611)
某電廠采用東方汽輪機有限公司生產的CC350/301-24.2/1.2/0.5/566/566型超臨界、一次中間再熱、單軸、三缸兩排汽、雙抽供熱汽輪機組。2020年9月份熱電廠#1汽輪機A修金屬監督檢測時發現2臺高壓主汽閥8根門桿漏氣管座角焊縫產生裂紋。因主汽閥為汽輪機主蒸汽進汽總閘,閥門長期處于高溫、高壓工作狀態,其設備可靠性直接影響汽輪機安全運行可靠性。為徹底解決這一問題,我們對角焊縫失效原因進行技術分析,針對高合金異種鋼焊接性較差的問題,制定了修復方案,優化了焊接工藝,對焊接、熱處理過程提出了工藝要求,徹底解決高壓主汽閥門桿漏氣管座角焊縫失效的安全隱患,保證機組安全運行。
1.焊接裂紋產生原因分析
1.1 試驗檢測
采用金屬材料光譜檢測的方法對開裂的焊縫進行分析,確定焊縫為9Cr+1Mo+V材質,認為原焊材選用為T/P91類焊材。采用硬度檢測的方法對開裂焊縫進行硬度檢測,發現硬度測量值區域為307~321HRВ,硬度值明顯過大[1]。
采用磁粉檢測與滲透檢測相結合的方法,對門桿漏氣小管角焊縫裂紋的長度和深度進行確認,檢測結果見圖1。由圖可見,小管座角焊縫已全部開裂,繼續打磨做滲透檢測,發現8根小管角焊縫均產生裂紋,長度均超過管徑周長的1/3,深度全部擴展到焊縫根部,需全部進行挖除。裂紋如圖1所示。

圖1 焊縫裂紋
1.2 焊縫失效原因分析
通過對焊縫進行無損檢測、材質檢測和硬度分析,認為ZG15Cr1Mo1VG和F92 2種異種鋼焊接工藝不合理是造成焊縫失效的直接原因[2]。通過檢測結果可以得出,原門桿漏氣管座焊接時采用焊材為高匹配原則,且通過硬度檢測分析確定焊接前后未做焊接熱處理,或熱處理工藝不當,使得本就因錯用高匹配焊材淬硬傾向較大的焊縫組織硬度更大,加之該處在運行過程中冷熱溫差較大,是產生裂紋的原因之一。
高壓主汽閥門桿漏氣管疏放汽水管排水不及時,使管座內壁長期受到高溫蒸汽和凝水的沖擊、冷卻,導致該處溫度交變激烈,產生較大的熱應力,致使該處角焊縫金屬發生疲勞,是產生裂紋的又一因素。
1.3 閥體材料與門桿漏氣小管材料焊接性分析
1號機組主汽閥閥蓋使用的材料為ZG15Cr1Mo1VG,外徑為932mm,厚度為260mm,屬于珠光體低合金熱強鋼。根據碳當量計算公式:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15對該材料的碳當量進行計算為0.83%,碳當量以大于0.6%,由此可知,該材料屬于難溶金屬,淬硬傾向大,在近縫區易形成淬硬馬氏體組織,材料對溫度和冷卻速率敏感,焊接時產生殘余應力,焊接過程中容易出現冷裂紋[3]。
主汽閥門桿漏氣接管的使用材料為F92鋼,直徑為60mm,厚度為12mm。F92鋼是在F91化學成分的基礎上將Mo的含量降低了0.5%,同時加入了1.7%的W,將材料的Mo當量從F91鋼的1%提高到1.5%,此外,該鋼還加入了微量的В進行合金化。F92鋼是馬氏體耐熱鋼,由于其合金元素含量較多,焊接接頭淬硬傾向較大,容易產生馬氏體組織。其主要焊接問題是焊接時易產生氫致裂紋和焊接熱影響區的脆化,在氫和應力的綜合作用下也會產生冷裂紋(硬度250HВW)。ZG15Cr1Mo1VG和F92化學成分見表1。
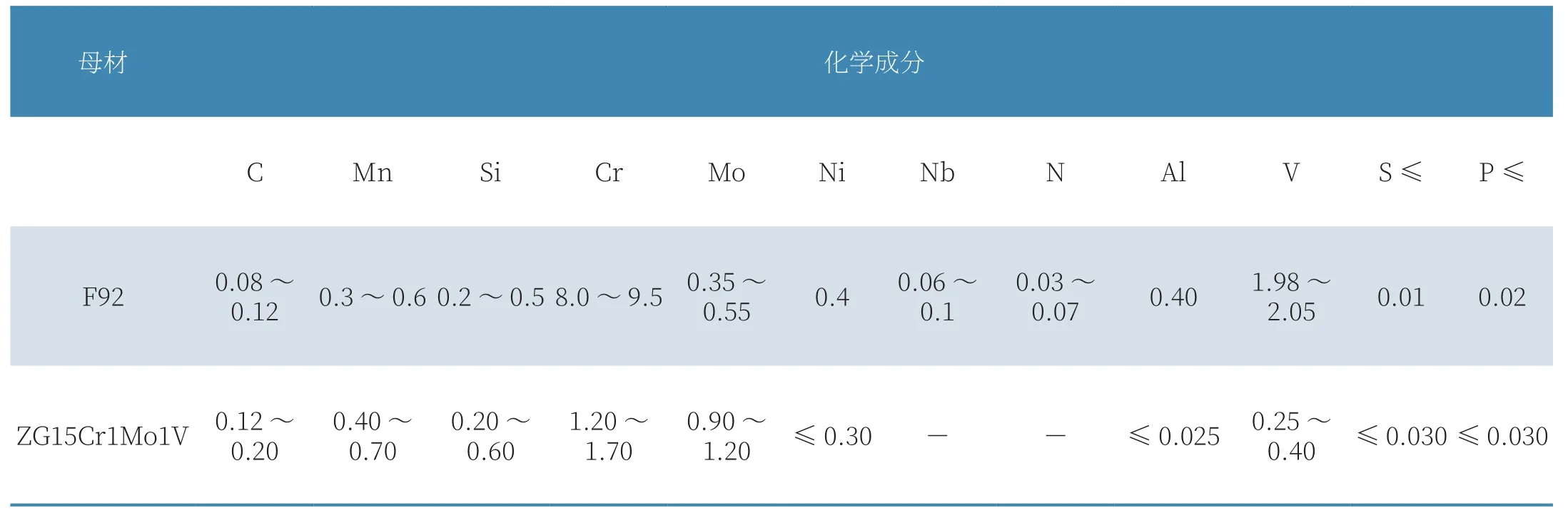
表1 ZG15Cr1Mo1VG和F92化學成分
根據對ZG15Cr1Mo1VG和F92的化學成分對比分析,2種材料的熱性能差異較大,因此異種鋼的焊接比同種鋼的焊接復雜的多,焊接時性能和組織變化較大,組織和性能也極不均勻,焊縫很容易產生淬硬及冷裂傾向,焊接性較差,焊接難度較大,焊接工藝較復雜,對焊工的操作過程要求比較嚴,必須嚴格控預熱溫度、層間溫度和焊后熱處理溫度。
2.焊接工藝優化
針對ZG15Cr1Mo1VG+F92異種鋼焊接接頭的焊接性較差特征,對焊接工藝和熱處理工藝進行優化,并對熱處理過程進行全過程跟蹤,確保焊接質量合格。工藝流程見圖2。
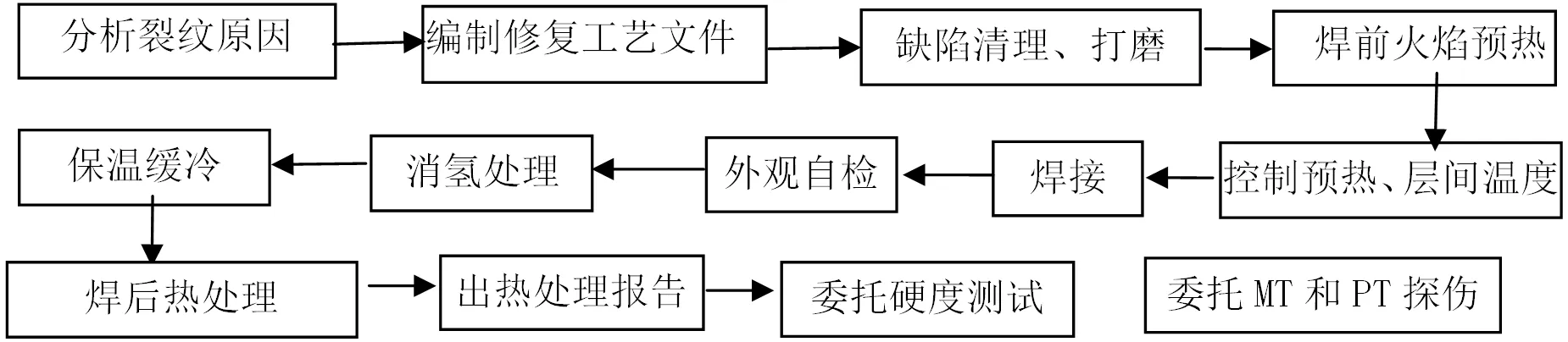
圖2 工藝流程圖
2.1 焊前準備
2.1.1 焊接方法和焊材選用的優化
針對ZG15Cr1Mo1VG+F92異種鋼焊接選用高匹配焊材易造成焊接組織淬硬傾向大的問題,對焊材選用進行優化。根據現場設備實際情況,確定焊接方法為手工鎢極氬弧焊打底,手工電弧焊填充及蓋面。焊接設備選用ZX7-400型逆變焊機。焊接位置置于管板2G焊接形式。
焊材的選用,有3種備選方案:
第一,選用與合金含量較高的一側相匹配的焊接材料;
第二,選用合金成分介于二者之間的焊接材料;
第三,選用與合金含量較低一側相匹配的焊接材料。
根據《火力發電廠焊接技術規程》DL/T 869中的推薦,結合設備運行工況,宜選用成分介于二者之間或者與合金含量較低的匹配焊條;又根據現場的施焊條件和焊接的質量效果以及經濟效益等方面的綜合考慮,焊接時采用低匹配的原則,即選用TIG-R31型焊絲和R317型焊條。低匹配焊材能避免熔合線處Cr含量的急劇變化,減少C的擴散,降低、減少熔合線一側碳化物的形成,使焊縫金屬與ZG15Cr1Mo1VG之間的碳擴散微乎其微。焊縫金屬與F92鋼之間的C擴散也將由于焊縫金屬中具有強碳化物形成元素V和Nb等大大減弱。
對于焊材的使用,要求焊絲使用前應清除表面的銹垢和油污等,直至露出金屬光澤;焊條使用前應按說明書的要求進行烘烤,使用時應放在80℃~110℃的保溫筒中,隨用隨取。氬氣純度≥99.95%。
2.1.2 焊縫清理
將2臺高壓主汽閥8根門桿漏氣管座角焊縫裂紋全部采用機械方法清除掉,當挖至母材表面時,再向母材深處挖掉2mm~3mm,將原焊縫金屬和母材熔合線全部清除掉,形成插入式管板接頭。把管與閥座坡口兩側15mm~20mm范圍內外的油污、鐵銹用角向磨光機清理干凈,露出金屬光澤。用PT檢驗每只焊口母材焊接區,確保無裂紋存在。
2.1.3 焊接工藝參數
正確地選擇焊接工藝參數可以有效地控制焊接裂紋的產生,為防止再次產生裂紋,根據經驗我們選擇采用小的焊接電流、短弧焊,避免因焊接電流過大使焊接區溫度升高,熔深過深,焊道過寬,形成熱裂紋,另外在熱力的作用下,焊接區金屬顆粒增大,影響焊材的物理性能。采用多層多道法來焊接,每層厚度在3mm左右。層間溫度嚴格控制在200℃~250℃。焊接工藝參數如表2所示。

表2 焊接工藝參數
2.2 裝配與焊接過程控制的要點
點固:點固之前首先對管子和閥座進行預熱,預熱方法采用火焰加熱法,加熱范圍距離管子外徑50mm~100mm左右,用紅外線測溫儀測溫,預熱溫度200℃~250℃。為了減少焊接應力與變形,保證定位精度,采用氬弧焊三點焊固定工藝,按照圓周方向均勻分布,氬弧焊焊絲、焊接工藝參數和工藝要求與正式焊接時一致。點固長度20mm左右,焊縫厚度為3mm左右,厚度不能太薄或太短,否則容易產生裂紋,太厚還會給焊接接頭帶來困難。收弧時,弧坑需填滿,以免產生裂紋。
氬弧焊:第一層和第二次焊接采用鎢極氬弧焊方法,第一層焊縫是決定焊接質量的關鍵。焊前對點固的兩端削成一定量的斜坡,以便于焊接接頭過渡。起焊點可在任意一個固定焊點端部開始,采用接觸法引弧,焊接過程中焊絲送進要均勻,焊槍向前移動要勻速。
收弧采用增加焊速法,在焊縫熔池已填滿的情況下焊槍前移速度逐漸增加,焊絲給進量減小,使熔池面積逐漸縮小,直到焊件不熔化為止,即可迅速收弧。打底過程中如發現有裂紋、氣孔或其他缺陷時,應采用機械方法將其徹底鏟除重焊。焊口打底層焊縫檢查合格后,應及時進行次層焊縫的焊接,以防止產生裂紋。第二層,繼續采用氬弧焊焊接,厚度為2mm~3mm,不宜太厚,焊接時兩側稍作停頓,保證兩側焊透。
電焊填充及蓋面:氬弧焊焊完后檢查無缺陷,將層間溫度升溫到200℃~250℃進行次層的施焊。施焊過程中確保層間溫度在200℃~300℃,超過300℃時應停止施焊。第三層至蓋面層采用焊條電弧焊多層多道焊接方法,多層多道焊的層間接頭應錯開10mm~20mm,以提高焊縫的致密性。為保證后一焊道對前一焊道起到回火作用,焊接時每層焊道的厚度控制不超過焊條的直徑。每層焊完用直徑為1.5mm的錐形園頭手錘趁熱均勻敲擊焊縫金屬,使焊縫金屬得到延展,從而減低或消除焊接應力,焊縫的蓋面層可不做敲擊。焊接時,要對每一層的熔渣進行徹底清除,并對每一層的焊縫表面進行自檢發現缺陷要及時修復,待前層焊縫自檢合格后方可進行后一層的焊接。焊縫蓋面層收弧處狐坑必須填滿,避免出現弧坑裂紋。
焊縫外觀檢驗:電焊蓋面結束后,必須將焊縫表面的藥皮、飛濺等清理干凈,焊縫表面檢查應沒有溝槽、咬邊、末熔合、夾渣、焊瘤、弧坑、成型不良等缺陷,發現以上缺陷立即進行修復。
角焊縫焊腳高度應符合工藝卡要求,根據規程要求,2種不同厚度的鋼材T角焊縫焊接,焊腳高度尺寸一般以兩母材中較薄件厚度為準,及以主汽閥門桿漏氣接管的厚度,焊腳厚度計算公式為:a=0.7×t(較鋼材厚度) 。
3.熱處理工藝優化及檢查
為了降低ZG15Cr1Mo1VG+F92異種鋼焊接接頭的的淬硬傾向和焊縫冷卻速度,改善應力條件和降低焊接冷裂紋傾向,根據《火力發電廠焊接熱處理技術規程》(DL/T819-2019)規定,對主汽閥門桿漏氣管座角焊縫進行熱處理。由于主汽閥體的厚度和直徑較大,同時存在耐熱異種鋼焊接焊縫淬硬傾向大的問題,基于現場條件,不能將閥體整體放入爐內進行熱處理工藝,我們優化了焊前預熱、焊接過程中層間溫度控制和焊后熱處理工藝文件,采用火焰預熱加柔性陶瓷電阻加熱器纏繞方式進行現場熱處理工藝。該結構因焊前采用電腦控制的電阻繩加熱因難,也不利于焊接操作,我們改用手工氧乙炔焰作為熱源進行預熱和層間溫度控制,焊后采用電腦控制的電阻繩進行熱處理工藝,方便了現場操作。
3.1 焊前預熱溫度的選擇
F92鋼焊前預熱溫度為250℃~350℃,ZG15Cr1Mo1-VG鋼焊前預熱溫度為200℃~300℃。不同鉻鉬鋼焊接時,預熱按照淬硬傾向大的一側預熱溫度進行,所以F92與ZG15Cr1Mo1VG組成的異種鋼接頭預熱溫度應該選擇250℃~350℃。但因為打底焊接采用鎢極氣體保護焊焊接速度較慢,在焊接的局部事實上產生了所需的預熱溫度,所以預熱溫度可以降低50℃,預熱溫度最終確定為200℃。
3.2 層間溫度的控制
根據焊接工藝參數對鋼接頭韌性的影響分析,在施焊過程中為了抑制焊縫晶粒過熱、提高焊縫的力學性能而采用多層多道焊來控制焊接熱輸入,層間溫度嚴格控制在預熱溫度要求的下限稍高一點的溫度區間。采用遠紅外測溫槍對焊接層間溫度進行實施監控,要求層間溫度控制在200℃~250℃。
3.3 焊后熱處理溫度的選擇
焊后熱處理是利用金屬高溫下強度的降低而把彈性應變轉變為塑性應變以達到消除殘余應力的目的,因此選擇合適的焊后熱處理參數是非常重要的,既要保證對F92鋼一側熱影響區的高溫回火,同時又能夠對焊縫進行有效的熱處理。
當焊縫整體焊接完畢,焊接接頭冷卻到100℃~120℃時,應及時進行焊后熱處理。因2臺高壓主汽閥各有4根門桿漏氣管座角焊縫需要焊接,一次不能全部焊完,焊接接頭也就不能立即進行整體焊后熱處理,本結構采取焊后做加熱溫度為300℃~350℃,恒溫時間為1h的消氫處理,待4根管座焊縫全部焊接完后再進行一次性整體焊后熱處理。
焊后熱處理加熱溫度為740℃±10℃,保溫時間1h。升、降溫速度以≤100℃/h為宜,降溫至300℃以下時,可不控制,在保溫層內冷卻至室溫。焊后熱處理工藝工藝過程曲線如圖3所示。進行焊后熱處用時,采用柔性陶瓷電加熱措施使得角焊縫處于被加熱的最高溫度位于上。使用3支熱電偶,其中1支位于焊縫(控溫用),其他2支熱電偶(監測溫度用)分別位于距邊緣1倍壁厚,且不小于50mm的管座與支管上。保溫層厚度在60mm~80mm,保溫外表溫度低于60℃。
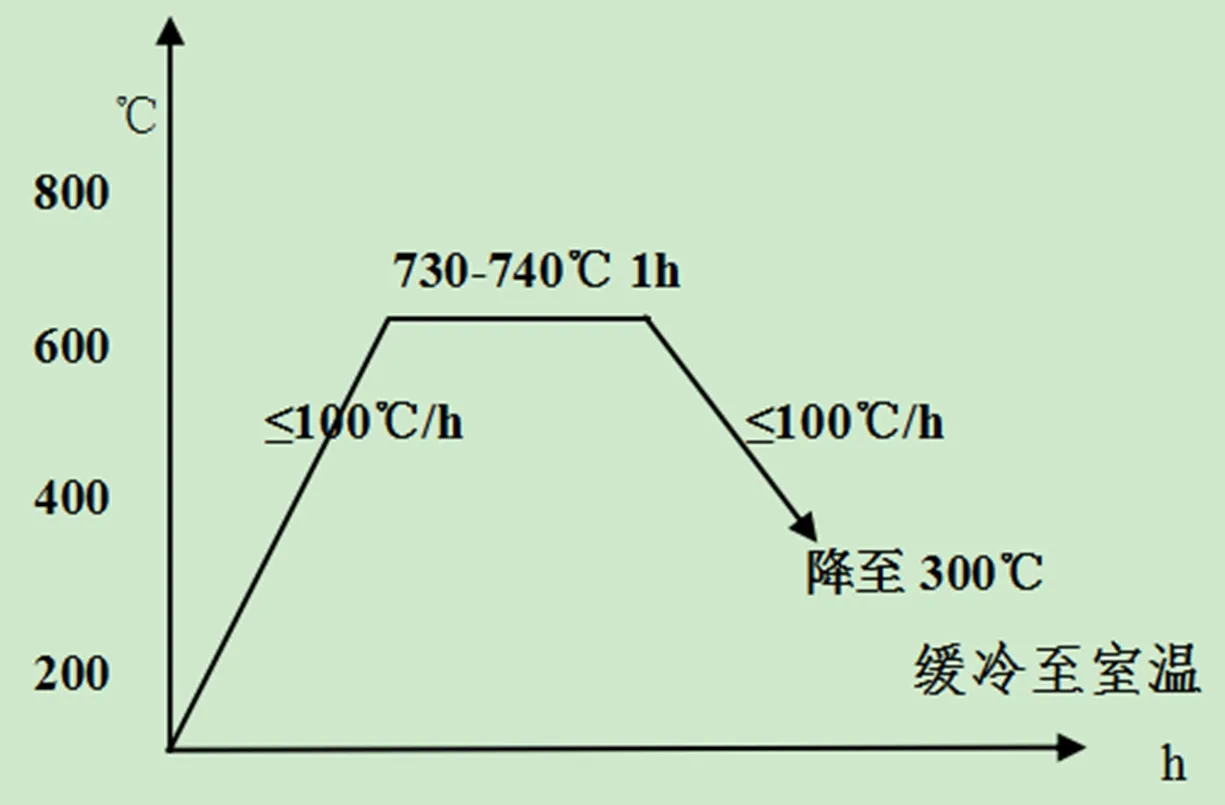
圖3 焊后熱處理工藝曲線
3.4 熱處理后焊縫質量檢驗
焊接接頭熱處理工作結束,對焊縫母材、熱影響區和焊縫區使用便攜式硬度儀現場進行100%硬度測定,結果在合格范圍內。對焊縫區進行100%的磁粉探傷和100%的滲透探傷,未發現焊縫有超標缺陷,符合JВ/T4730.4-2005《承壓設備無損檢測第3和4部分》質量等級I級合格。
4.結語
項目實施后徹底解決了1號機高壓主汽閥門桿漏氣管座角焊縫開裂泄漏的問題,機組投運后至今該位置運行狀況良好。該研究成果有效避免1號機高壓主汽閥門桿漏氣管座角焊縫開裂泄漏問題的發生,避免了因高壓蒸汽泄漏造成機組搶修所產生的各項費用,具有較高的安全效益和經濟效益;同時為其他同類異種鋼焊接工藝制定具有較高的指導意義,為熱電廠安全穩定運行提供了有力保障。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03