mini軋機(jī)軋制AISI1015鋼軋件溫升和應(yīng)變的有限元模擬
2021-03-01 08:25:36徐樂(lè)錢高宇波孟曉玲
機(jī)械工程材料 2021年2期
徐樂(lè)錢,高宇波,孟曉玲
(中天鋼鐵集團(tuán),常州 213000)
0 引 言
軋制溫升是線材軋制過(guò)程中的普遍現(xiàn)象[1],特別是在帶有減定徑(RSM)或mini軋機(jī)的產(chǎn)線。目前,RSM機(jī)組軋制溫升控制方面的研究報(bào)道較多[2-3],而mini軋機(jī)由于軋制速度快、軋制道次少、壓下量大,其軋制溫升與RSM機(jī)組存在較大差異。在控軋控冷過(guò)程中的軋制溫升對(duì)于控制優(yōu)特鋼產(chǎn)品質(zhì)量頗為重要[4-5]。隨著特鋼線材需求量的增加,國(guó)內(nèi)鋼廠在優(yōu)轉(zhuǎn)特的趨勢(shì)下,多引進(jìn)RSM機(jī)組替換原有設(shè)備進(jìn)行產(chǎn)線升級(jí);但部分鋼廠由于產(chǎn)線設(shè)備及布局限定,無(wú)法為RSM機(jī)組提供足夠的安裝空間,只能使用國(guó)產(chǎn)mini機(jī)組。相比于引進(jìn)RSM機(jī)組,使用mini機(jī)組的優(yōu)勢(shì)在于產(chǎn)線原有設(shè)備利用率高、改造周期短、升級(jí)成本低。但是由于目前mini軋機(jī)的普及與推廣程度較低,該軋機(jī)在控軋方面的研究較少,而軋制溫升研究對(duì)于該軋機(jī)在特種鋼產(chǎn)線的應(yīng)用非常重要,同時(shí)也是拓展該軋機(jī)軋制特種鋼能力需要解決的重要問(wèn)題。Deform有限元模擬軟件因具有計(jì)算精度高、速率快等優(yōu)點(diǎn),近些年在優(yōu)特鋼軋制應(yīng)力、應(yīng)變、溫度變化等方面應(yīng)用廣泛。作者借助Deform有限元軟件建立了mini軋制機(jī)組模型,模擬了不同規(guī)格及不同初始溫度軋件軋制時(shí)的等效應(yīng)變、軋制力矩、溫度的變化及分布,為mini軋機(jī)在控軋方面的應(yīng)用提供理論指導(dǎo)。
1 mini軋機(jī)軋制模型的建立及驗(yàn)證
1.1 模型的建立
按照某生產(chǎn)廠家實(shí)際mini機(jī)組軋制參數(shù)(見(jiàn)表1)進(jìn)行建模,建立的mini軋機(jī)軋制模型如圖1所示。軋輥三維模型由原孔型圖斷面經(jīng)360°旋轉(zhuǎn)生成,軋件模型由正六面體網(wǎng)格生成。模型中軋輥為恒溫剛體,軋輥表面溫度取100 ℃,軋件初始溫度均勻,初始溫度為850 ℃。設(shè)置邊界條件:軋件與軋輥接觸面的摩擦因數(shù)取0.3,軋件表面?zhèn)鳠嵯禂?shù)取0.02 kW·m-2·K-1,軋件與軋輥的接觸傳熱系數(shù)取5 kW·m-2·K-1,軋制過(guò)程中軋件與水的對(duì)流傳熱系數(shù)取0.4 kW·m-2·K-1。由于金屬變形和接觸面摩擦使軋件產(chǎn)生溫升[6],熱功轉(zhuǎn)換系數(shù)取0.9。軋件材料選擇Deform材料庫(kù)中AISI1015鋼。

表1 實(shí)際軋制參數(shù)
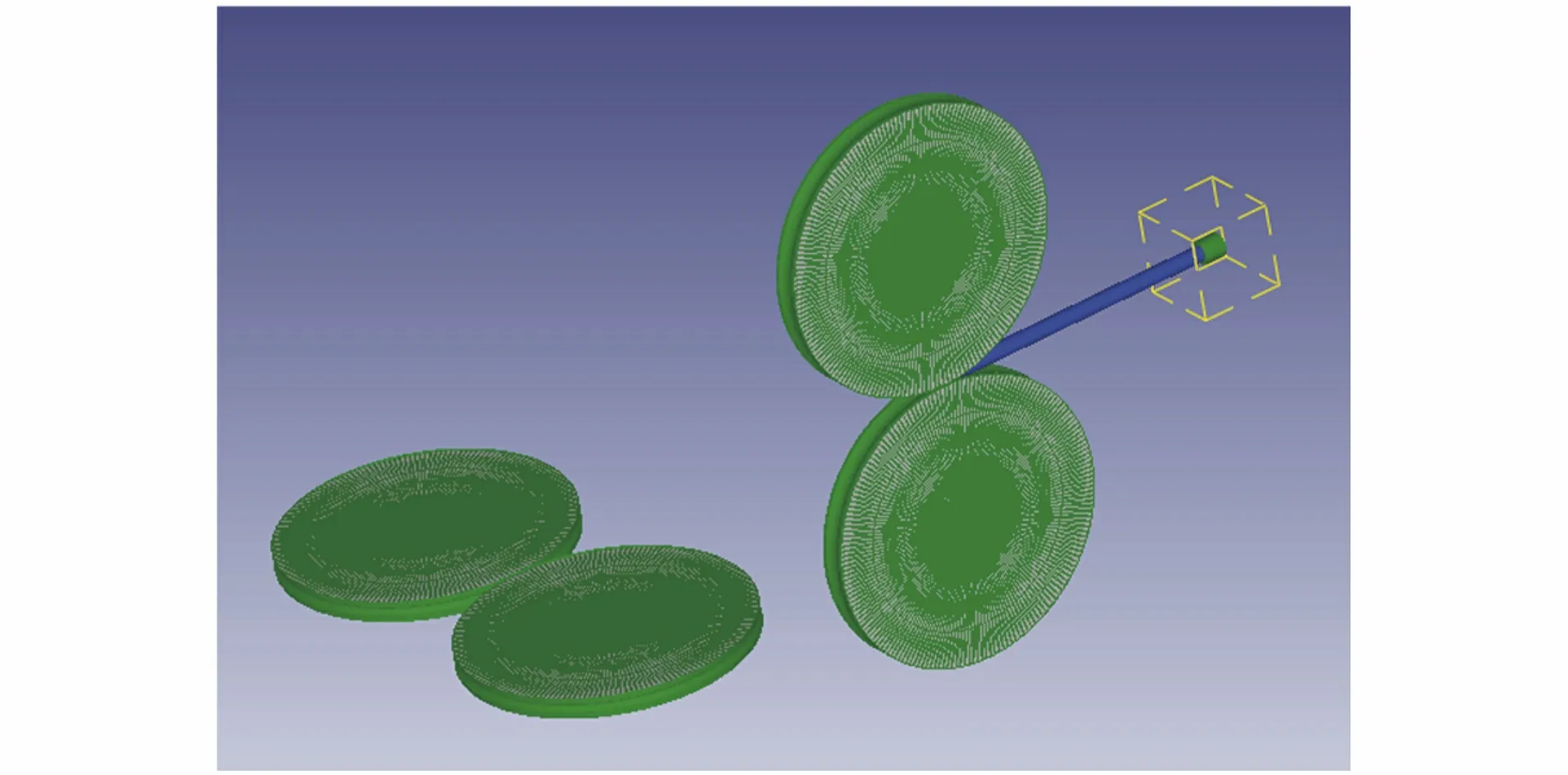
圖1 mini軋機(jī)兩道次軋制模型
1.2 模擬結(jié)果及試驗(yàn)驗(yàn)證
利用建立的mini軋機(jī)軋制模型模擬軋機(jī)在軋制3個(gè)規(guī)格(φ8 mm,φ10 mm,φ13 mm)軋件時(shí)軋件的表面溫度分布。由圖2可以看出:不同規(guī)格軋件經(jīng)過(guò)mini軋機(jī)第一道次軋制時(shí)快速升溫,出第一道次軋輥后由于軋機(jī)的水冷措施,軋件表面溫度逐漸下降;隨后經(jīng)第二道次軋制時(shí)繼續(xù)快速升溫,出第二道次軋輥后由于出口導(dǎo)位無(wú)水冷措施,軋件表面受心部返溫影響,溫度小幅度上升。

圖2 模擬得到不同規(guī)格軋件在兩道次軋制過(guò)程中的表面溫度變化
為驗(yàn)證模型的準(zhǔn)確性,現(xiàn)場(chǎng)生產(chǎn)時(shí)在mini軋機(jī)第一道次入口處及第二道次出口導(dǎo)位處測(cè)定軋件表面溫度。由表2可知:模擬溫度與實(shí)測(cè)溫度的誤差較小,相對(duì)誤差在13%以內(nèi),說(shuō)明建立的mini軋機(jī)軋制模型較準(zhǔn)確。

表2 不同規(guī)格軋件表面實(shí)測(cè)溫度與模擬溫度的對(duì)比
2 軋制時(shí)軋件溫度和應(yīng)變分布模擬結(jié)果
2.1 不同規(guī)格軋件軋制時(shí)的溫度
采用mini軋機(jī)軋制模型模擬不同規(guī)格軋件在軋制過(guò)程中第一道次出軋輥和第二道次出軋輥,即軋制第一道次結(jié)束和軋制第二道次結(jié)束時(shí)的截面溫度場(chǎng)。由圖3可知:不同規(guī)格軋件在軋制完出軋輥時(shí)的截面溫度分布不均勻,邊緣溫度較低,心部溫度很高,并且軋件規(guī)格越小,心部溫度越高。
由圖4可以看出,規(guī)格φ8 mm,φ10 mm,φ13 mm軋件在軋制過(guò)程中的心部溫度分別升高了103,79,70 ℃,說(shuō)明軋件規(guī)格越小,其心部的溫升越大。

圖3 軋制第一道次和第二道次結(jié)束時(shí)不同規(guī)格軋件截面的溫度云圖

圖4 軋制過(guò)程中不同規(guī)格軋件心部的溫度變化
2.2 不同規(guī)格軋件軋制時(shí)的等效應(yīng)變及應(yīng)變速率
采用mini軋機(jī)軋制模型模擬不同規(guī)格軋件在軋制過(guò)程中第一道次結(jié)束和第二道次結(jié)束時(shí)的截面等效應(yīng)變場(chǎng)。由圖5可以看出,不同規(guī)格軋件軋制中的截面等效應(yīng)變分布不均勻,心部的等效應(yīng)變最大,并且規(guī)格越小,心部等效應(yīng)變?cè)酱蟆?/p>
由圖6可知,經(jīng)過(guò)兩道次軋制,不同規(guī)格軋件的心部累積等效應(yīng)變?cè)龃螅⑶乙?guī)格越小,軋件心部累積等效應(yīng)變?cè)酱蟆?/p>
不同規(guī)格軋件軋制時(shí)的來(lái)料尺寸不同,軋制變形量和軋制時(shí)間不同,軋制時(shí)應(yīng)變速率也不相同。由圖7可以看出:隨著軋件規(guī)格的增大,第一道次軋制時(shí)軋件心部的等效應(yīng)變速率降低;規(guī)格越小,軋制速度越快,軋制時(shí)間越短,因此應(yīng)變速率越大。
軋制不同規(guī)格軋件時(shí),來(lái)料尺寸和min軋機(jī)軋制速度均不同,因此軋制的開(kāi)始與結(jié)束時(shí)間不同。對(duì)比圖3和圖5可以看出:同一規(guī)格軋件截面溫度分布的不均勻與變形分布的不均勻具有較好的對(duì)應(yīng)關(guān)系。心部等效應(yīng)變最大,對(duì)應(yīng)的溫升也最大;邊緣因等效應(yīng)變較小同時(shí)與外界發(fā)生對(duì)流傳熱,溫升相對(duì)較小。軋制規(guī)格越小,軋制速度越快,應(yīng)變和應(yīng)變速率越大,溫升也隨之增大。這與曹杰等[7]的研究結(jié)果一致。

圖5 軋制第一道次和第二道次結(jié)束時(shí)不同規(guī)格軋件截面的等效應(yīng)變?cè)茍D

圖6 軋制過(guò)程中不同規(guī)格軋件心部的等效應(yīng)變變化
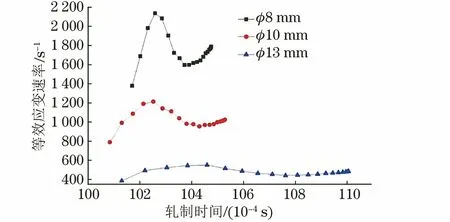
圖7 第一道次軋制時(shí)不同規(guī)格軋件心部的等效應(yīng)變速率變化
2.3 不同初始溫度軋件軋制時(shí)的溫度
在實(shí)際生產(chǎn)中,為了保證軋件質(zhì)量,需要根據(jù)鋼種特性及要求控制不同的進(jìn)mini軋機(jī)溫度[8]。將軋件初始溫度分別設(shè)定為800,850,900,950 ℃,其他參數(shù)不變,使用mini軋機(jī)軋制模型模擬軋制過(guò)程中規(guī)格φ8 mm軋件的溫度分布。由圖8可以看出,不同初始溫度下軋件截面的溫度呈不均勻分布,并且軋件心部溫度均最高。
由圖9可知,規(guī)格φ8 mm軋件軋制時(shí),隨著初始溫度的降低,軋件心部溫升變大,初始溫度分別為950,900,850,800 ℃時(shí),心部溫升分別為78,90,103,108 ℃。

圖8 軋制第一道次和第二道次結(jié)束時(shí)不同初始溫度軋件截面的溫度云圖(規(guī)格φ8 mm)

圖9 軋制過(guò)程中不同初始溫度軋件心部的溫度變化(規(guī)格φ8 mm)
2.4 不同初始溫度軋件軋制時(shí)的等效應(yīng)變和扭矩
采用mini軋機(jī)軋制模型模擬規(guī)格φ8 mm軋件在不同初始溫度條件下軋制時(shí)的截面等效應(yīng)變。由圖10可以看出:隨初始溫度的降低,軋件截面等效應(yīng)變變化不大,扭矩逐漸增大。
由圖11可知,不同初始溫度下,軋件心部累積等效應(yīng)變?cè)?.232~1.252。不同初始溫度、相同規(guī)格軋件軋制時(shí)的心部等效應(yīng)變差異較小,不足以導(dǎo)致明顯的溫升差異。
參考文獻(xiàn)[9],采用mini軋機(jī)軋制模型對(duì)不同初始溫度軋件軋制時(shí)的扭矩進(jìn)行模擬。由圖12可知,隨著初始溫度的降低,兩道次軋制時(shí)的扭矩不斷增大。軋制扭矩的增加必然會(huì)導(dǎo)致軋制變形功的增大[10]。一部分軋制變形功通過(guò)轉(zhuǎn)化為位錯(cuò)、晶格畸變而存儲(chǔ)于軋件內(nèi)部,另一部分則轉(zhuǎn)化為熱能使軋件溫度上升[11]。而在各初始溫度和變形量無(wú)明顯差異的條件下,由圖9和圖12對(duì)比可知,扭矩大小與溫升大小具有較好的對(duì)應(yīng)關(guān)系[12]。軋制溫度降低,軋件的變形抗力增加[13],軋制載荷隨之增加。因此,不同初始溫度下軋件的溫升差異與軋件的變形抗力不同有關(guān)。

圖10 軋制第一道次和第二道次結(jié)束時(shí)不同初始溫度軋件截面的等效應(yīng)變?cè)茍D(規(guī)格φ8 mm)

圖11 不同初始溫度軋件心部的等效應(yīng)變變化(規(guī)格φ8 mm)

圖12 不同初始溫度軋件軋制過(guò)程中的扭矩變化(規(guī)格φ8 mm)
3 結(jié) 論
(1) 采用Deform軟件建立了mini軋機(jī)軋制模型,模擬得到出軋機(jī)時(shí)AISI1015鋼軋件的表面溫度與實(shí)測(cè)結(jié)果較吻合,相對(duì)誤差在13%以內(nèi)。
(2) 軋制過(guò)程中不同規(guī)格(φ8 mm,φ10 mm,φ13 mm)AISI1015鋼軋件的溫度和等效應(yīng)變分布不均勻,軋件心部的溫升和累積等效應(yīng)變均最大,并且軋制規(guī)格越小,心部溫升和應(yīng)變?cè)酱螅卉埣跏紲囟仍降停埣厣团ぞ卦酱螅瑴厣姆雀堉戚d荷具有較好的對(duì)應(yīng)關(guān)系。
(3) 用mini軋機(jī)生產(chǎn)不同規(guī)格AISI1015鋼軋件時(shí),軋件溫升不均勻主要是由等效應(yīng)變分布不均導(dǎo)致的,不同初始溫度下軋件心部溫升的明顯差異是由軋制載荷不同造成的。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學(xué)生必讀(中年級(jí)版)(2020年9期)2020-12-04 02:07:22
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30