GCr15鋼軸承內套圈滾道不規則碳化物的成因
2021-03-01 08:25:26胡潤川賴承班閔永安
機械工程材料 2021年2期
胡潤川,賴承班,閔永安
(上海大學材料科學與工程學院,省部共建高品質特殊鋼冶金與制備國家重點實驗室,上海 200444)
0 引 言
碳化物是GCr15軸承鋼組織中的重要組成相之一,主要起到第二相強化以及增強耐磨性的作用[1-2]。退火態GCr15軸承鋼組織中的碳化物質量分數約為14%,而淬火后碳化物質量分數一般控制在5%7%。淬火的作用是固溶一部分碳化物以提高基體的強度與硬度,留下一定量的未溶碳化物來保證軸承鋼良好的耐磨性[1,3]。軸承套圈對碳化物的尺寸、圓整度與均勻性等均有一定的要求。若碳化物粗大、形狀不規則,或成分偏析嚴重,則在軸承服役過程中易引起應力集中,從而加速疲勞裂紋萌生和擴展[4-6],進而降低軸承疲勞壽命。因此,控制碳化物質量是提高軸承壽命的重要途徑。高溫擴散、控軋控冷等方法[7]可有效控制軸承鋼中碳化物偏析程度,碳化物超細化熱處理工藝[8-10]可使碳化物分布均勻、形狀細小圓整。某公司制造的某型號GCr15鋼軸承的疲勞壽命離散度較大,偏離正常范圍,其主要失效形式為軸承內套圈滾道的早期疲勞剝落,分析表明疲勞剝落與滾道表層帶尖角的不規則碳化物有很大相關性,而有關此類碳化物的研究很少。因此,作者基于軸承內套圈的生產流程,分析在軸承套圈生產制造過程中碳化物形貌與含量的變化,探究不規則碳化物的成因。
1 試樣制備與試驗方法
試驗材料包括失效GCr15鋼軸承套圈、同批次的鍛造態GCr15鋼軸承套圈和球化退火態GCr15鋼軸承套圈,套圈壁厚均為8.5 mm,化學成分(質量分數%)為0.98C,1.43Cr,0.23Si,0.33Mn,0.009S,0.008P。失效套圈取自內套圈,其失效形式為接觸疲勞剝落,熱處理態為淬回火態。鍛造態套圈的工藝:將GCr15鋼棒感應加熱至1 150 ℃左右,熱切下料后鐓粗,在1 050~1 150 ℃間進行沖孔,得到外環件與內圓柱;外環件在850~1 050 ℃間經輾環、輾擠滾道等工序后制成外套圈毛坯;內圓柱在950~1 050 ℃間進行鐓粗、沖孔,然后于850~1 000 ℃間進行輾環,在800~900 ℃間輾擠滾道后制成內套圈毛坯;對內、外套圈進行強制控冷,降至600 ℃左右進行堆冷。對鍛造后的套圈進行兩段式球化工藝退火,即將套圈加熱至790 ℃保溫2 h,降溫至720 ℃保溫5 h。
在不同軸承內套圈上截取試樣,經過磨削、拋光,用體積分數4%的硝酸溶液腐蝕后,利用LV150型光學顯微鏡(OM)和ZEISS SPURA 40型掃描電鏡(SEM)觀察內套圈滾道表層與兩側的顯微組織與二次碳化物形貌,觀察部位如圖1所示。在鍛造態內套圈上取若干尺寸為10 mm×5 mm×2 mm的相變試樣,經過磨削、拋光,用體積分數4%的硝酸溶液腐蝕后,利用顯微硬度壓痕在二次碳化物處作標記,然后在掃描電鏡下觀察標記處的顯微組織。用DIL-805A型熱膨脹儀將相變試樣以50 ℃·s-1的速率真空加熱至1 150 ℃,分別保溫3,30,300 s,再以100 ℃·s-1的速率冷卻至500 ℃保溫10 min后空冷。采用掃描電鏡觀察標記區域的顯微組織變化,原位分析二次碳化物保溫不同時間后的溶入程度。采用DIL-805型熱膨脹儀將相變試樣以10 ℃·s-1的速率加熱至980 ℃并保溫30 min,再分別以1,10,30 ℃·s-1的速率冷卻至500 ℃保溫10 min后空冷,分析不同冷卻速率下二次碳化物的形貌。采用Thermal-calc軟件計算平衡冷卻條件下GCr15鋼在不同溫度下析出的碳化物中鉻含量的變化。
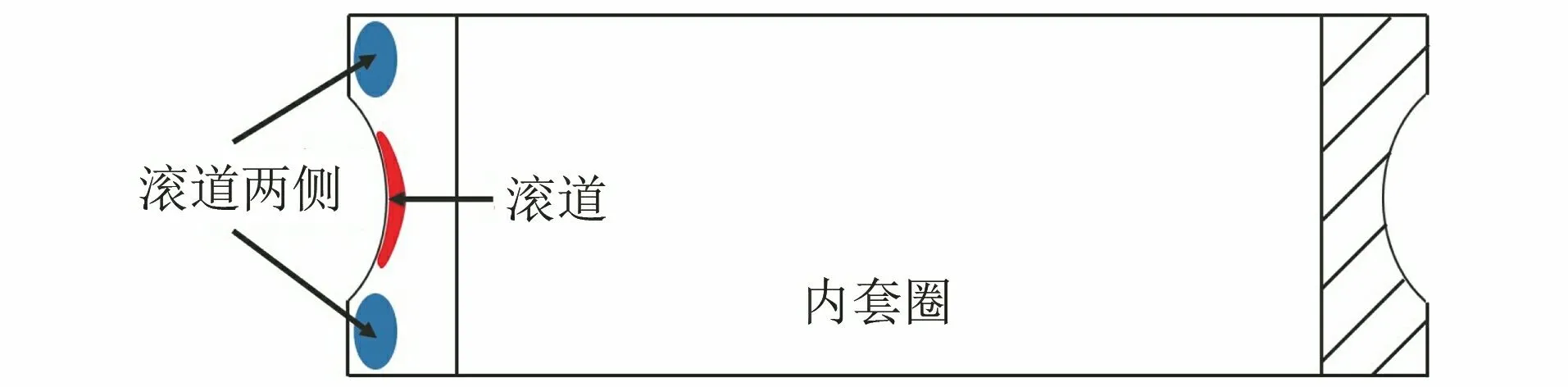
圖1 軸承內套圈顯微組織的觀察部位示意
2 試驗結果與討論
2.1 不同狀態軸承內套圈的顯微組織
由圖2可以看出:早期疲勞剝落失效軸承內套圈的顯微組織為典型的回火馬氏體+未溶碳化物;內套圈滾道表層存在明顯的碳化物偏析帶,偏析帶中的二次碳化物數量較多,尺寸大,粒徑為1~4 μm,大顆粒碳化物外形不規則,大多有尖銳棱角,而非偏析區中的碳化物數量較少,且帶尖銳棱角碳化物的尺寸較小;滾道兩側的碳化物基本為球形,未見帶棱角碳化物。
由圖3可以看出:球化退火態軸承內套圈的組織為球化珠光體;滾道表層組織中碳化物顆粒大小差異明顯,局部區域存在不均勻分布的大顆粒碳化物,同時存在大量粒徑1.5 μm左右二次碳化物團聚的現象,但這些碳化物表面大多是圓滑的;滾道兩側組織中大顆粒二次碳化物數量明顯較少,碳化物分布較彌散,粒徑為1 μm左右。
由圖4可以看出:鍛造態軸承內套圈組織為珠光體+二次碳化物;滾道表層組織中沿晶界不連續分布著短棒狀、粒狀碳化物,并且珠光體球團尺寸差異很大,球團直徑在0.56.0 μm之間;滾道兩側組織中二次碳化物沿部分晶界連續分布,珠光體球團直徑一般在36 μm之間。
2.2 二次碳化物析出行為
圖5中三角形區域為顯微硬度壓痕標記,目的是便于對比保溫前后組織變化。由圖5可知:鍛造態軸承內套圈局部沿晶二次碳化物斷裂,組織中存在沿晶不規則碳化物顆粒和細小珠光體球團,同時還觀察到了大顆粒狀二次碳化物和寬度約400 nm的片狀二次碳化物。在1 150 ℃保溫3 s后,鍛造態軸承內套圈組織中二次碳化物全部溶入基體中,同時隨著保溫時間的延長,奧氏體晶粒長大;由于保溫后以100 ℃·s-1速率極快冷卻,二次碳化物析出被抑制,共析滲碳體片非常薄,寬度約50 nm,且部分區域存在退化珠光體。

圖2 失效軸承內套圈不同位置的顯微組織
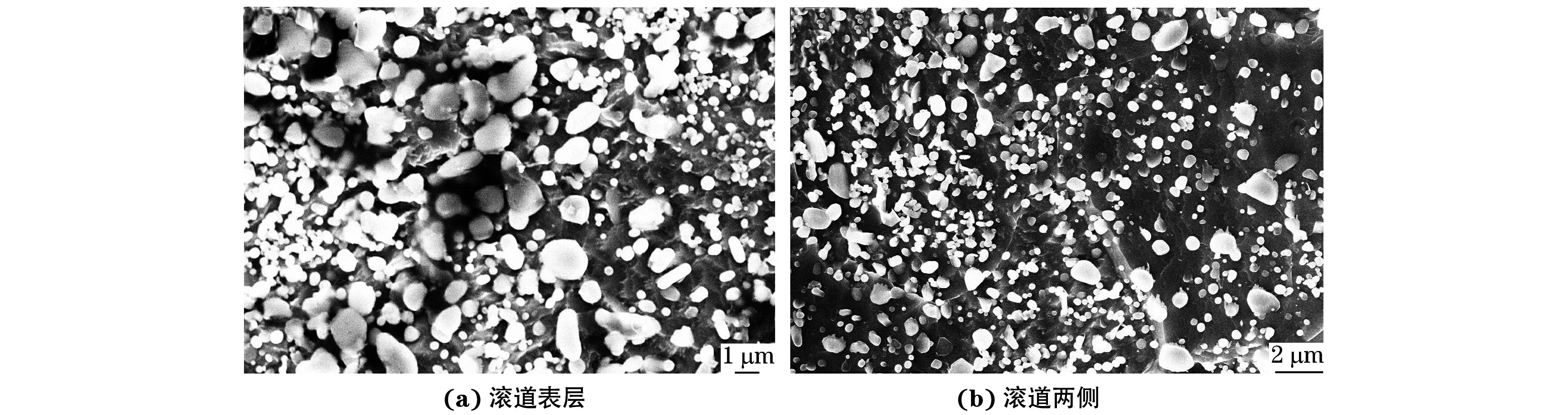
圖3 球化退火態軸承內套圈不同位置的SEM形貌

圖4 鍛造態軸承內套圈不同位置的SEM形貌
由圖6可以看出:980 ℃保溫30 min并以不同速率冷卻后,鑄造態軸承內套圈組織中二次碳化物均沿晶界析出,呈連續網狀分布,隨著冷卻速率的增加,二次碳化物析出量減少,寬度下降,以1 ℃·s-1速率冷卻時,二次碳化物寬度約100~200 nm,冷卻速率10 ℃·s-1時寬度在100 nm左右,冷卻速率30 ℃·s-1時寬度小于100 nm;共析滲碳體片隨冷卻速率的增加呈減薄趨勢。

圖5 1 150 ℃保溫不同時間前后鍛造態軸承內套圈不同區域的二次碳化物形貌

圖6 980 ℃保溫30 min并以不同速率冷卻后鍛造態軸承內套圈的二次碳化物形貌
2.3 分析與討論
鍛造態GCr15鋼軸承內套圈在1 150 ℃保溫3 s后,鋼中不同形態二次碳化物均溶入基體。在套圈生產過程中,GCr15鋼棒感應加熱至1 150 ℃保溫約1 min后熱切下料,此時二次碳化物已完全溶入基體。在內圓柱經鐓粗、沖孔、輾環成內套圈過程中(850~1 000 ℃),奧氏體晶粒不斷發生變形、再結晶和晶粒長大,基于變形對GCr15鋼中二次碳化物形貌影響的相關研究[11-12]可判斷,內套圈輾擴成環后有少量二次碳化物沿晶界析出。由于內套圈尺寸較小,冷卻速率較快,當工序間人工傳遞延誤時,內套圈將在800 ℃左右的較低溫度下進行滾道輾擠,而低溫下滾道輾擠會促進碳化物的析出[11,13]。當發生變形的內套圈滾道表層存在較嚴重的合金元素偏析時,二次碳化物析出量將增多。如果碳化物的大量析出與滾道輾擠同步,則碳化物以顆粒狀的形態不連續地分布于晶界處;如果碳化物的大量析出早于滾道輾擠,則沿晶已析出的二次碳化物發生破碎,碳化物邊緣出現棱角,且變形程度越大的區域,碳化物破碎程度越大。在內套圈堆冷過程中,二次碳化物繼續長大。通常,在套圈奧氏體狀態下完成鍛造,鍛后套圈中二次碳化物沿晶界連續析出。鍛后冷卻速率越大,二次碳化物析出量越少,寬度也越小,且GCr15鋼中二次碳化物優先在奧氏體晶界處析出。
由圖7可以看出,越靠近鍛后軸承內套圈滾道表層,變形程度越大。當滾道表層在較低溫度下發生輾擠變形時,變形奧氏體未充分發生再結晶;在隨后冷卻過程中,偽共析珠光體直接在未再結晶形變奧氏體內形核,由于變形功提高了珠光體形核率,因此滾道表層局部區域珠光體團非常細小。在球化退火過程中,鍛后軸承套圈中沿晶界連續分布的二次碳化物發生溶斷,形成球狀或短棒狀碳化物顆粒[12],這些顆粒在后續退火過程中進一步長大,同時共析滲碳體片發生溶斷而形成細小的粒狀碳化物。在隨后的淬火過程中,球化組織中有質量分數50%~70%的碳化物顆粒溶入奧氏體中[5],其中一部分未溶的大顆粒碳化物保留在最終的淬回火組織中。GCr15鋼在冷卻不同階段析出的碳化物成分有所不同。由圖8可以看出:在平衡條件下GCr15鋼二次碳化物中的鉻含量明顯高于共析碳化物,使得二次碳化物的穩定性也相應提高。因此,鍛后軸承套圈中二次碳化物顆粒在后續的淬火加熱過程中較難溶入基體。與球化退火態組織相比,淬火后軸承套圈組織中不僅小顆粒碳化物含量大幅減少,而且大顆粒碳化物含量也有所減少,同時大顆粒碳化物的尺寸降低。
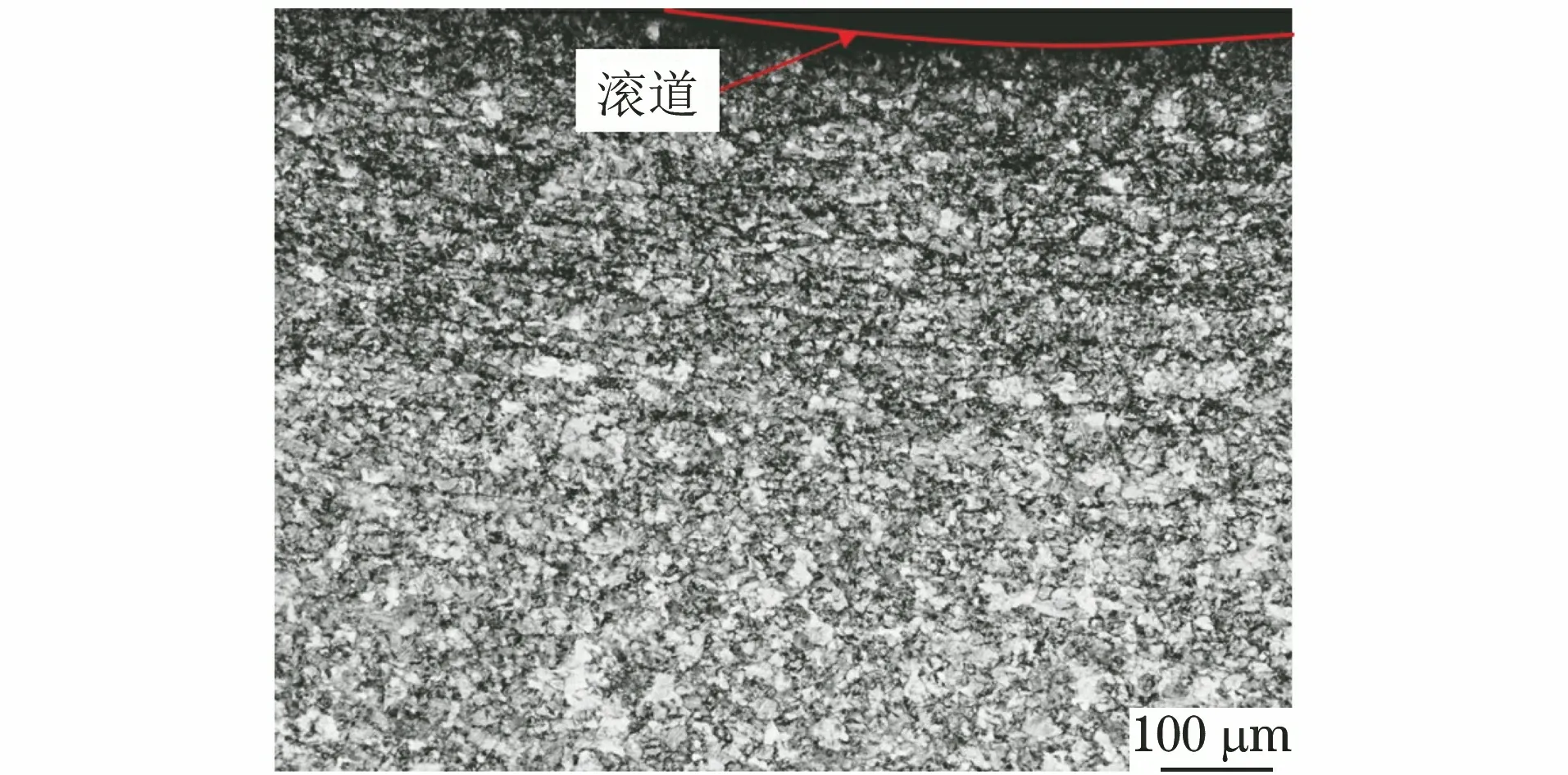
圖7 鍛后軸承內套圈滾道表層的顯微組織
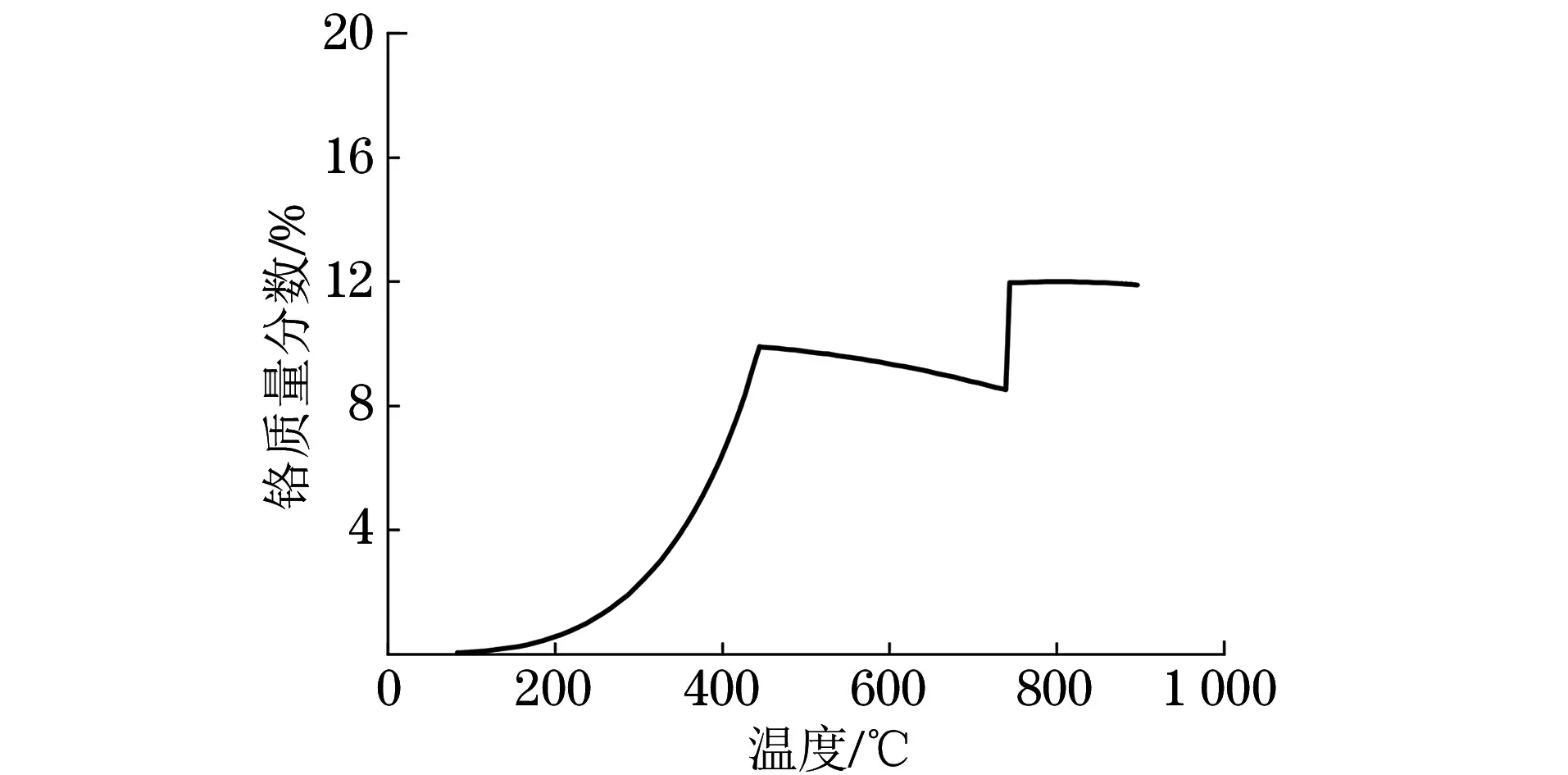
圖8 Thermal-calc軟件計算得到GCr15鋼中碳化物的鉻質量分數隨溫度的變化曲線
軸承套圈滾道表層合金元素偏析區破碎的二次碳化物棱角在后續堆冷過程中由于碳化物的繼續長大而變得圓潤。在球化退火過程的加熱和保溫過程中,二次碳化物顆粒的形態相對片狀具有更高的穩定性[14],因此不規則顆粒狀碳化物在球化退火后期因長大而變得趨向球形或橢球形。軸承套圈在淬火加熱和保溫過程中,包覆在不規則二次碳化物外的鉻含量較低的碳化物(即堆冷與球化退火時外層長大的碳化物)由于穩定性較低而溶入奧氏體中,最終帶尖角的大顆粒不規則碳化物出現在軸承套圈滾道表層的淬火組織中,從而影響了成品軸承的滾動接觸疲勞壽命。因此,在試驗過程中鍛造態軸承套圈以及球化退火態軸承套圈滾道表層均未觀察到帶棱角的不規則碳化物。
綜上可知,為避免小型軸承套圈滾道表層出現帶尖角的大顆粒不規則碳化物而影響其疲勞性能,套圈鍛造溫度不應偏低,以避免在滾道輾擠前出現大量沿晶二次碳化物。同時,進一步降低軸承鋼中的元素偏析程度也是抑制大顆粒不規則碳化物出現的有效途徑。
3 結 論
(1) GCr15鋼軸承內套圈在較低溫度輾擠成形時,其滾道表層合金元素偏析區中已析出的二次碳化物發生破碎,導致滾道表層組織中出現帶尖角的大顆粒不規則碳化物。
(2) 當軸承內套圈輾擠溫度偏低時,其滾道表層部分變形奧氏體再結晶不完全,珠光體直接在變形奧氏體內大量形核,形成了局部細小的珠光體團。
(3) 球化退火過程中軸承內套圈滾道表層破碎的不規則顆粒狀碳化物長大并圓潤,淬火加熱時這些大顆粒碳化物部分溶入奧氏體基體而重新呈現出棱角。