自制硬質(zhì)合金刀具加工鈦合金時(shí)的銑削性能研究*
2021-03-01 09:37:12吳春亞王廣洲李曦光陳明君
制造技術(shù)與機(jī)床 2021年2期
吳春亞 王廣洲 李曦光 齊 彪 陳 妮 陳明君
(①哈爾濱工業(yè)大學(xué)機(jī)器人技術(shù)與系統(tǒng)國(guó)家重點(diǎn)實(shí)驗(yàn)室,黑龍江 哈爾濱 150080;②哈爾濱工業(yè)大學(xué)機(jī)電工程學(xué)院,黑龍江 哈爾濱 150001;③南京航空航天大學(xué)機(jī)電學(xué)院,江蘇 南京 210016)
鈦合金強(qiáng)度高、耐蝕性好及耐熱性高,是航空航天、生物醫(yī)學(xué)及軍事領(lǐng)域中的重要結(jié)構(gòu)材料[1-3]。其中,Ti-6Al-4V是目前使用最為廣泛的鈦合金之一[4-5],同時(shí)它又屬于難加工材料,在切削過(guò)程中,由于彈性回復(fù)量大、切削溫度高,易造成刀具磨損過(guò)快,加工質(zhì)量惡化等問(wèn)題[6-10]。因此,刀具幾何參數(shù)優(yōu)化和切削參數(shù)優(yōu)選正在發(fā)展成為解決Ti-6Al-4V材料加工難題的關(guān)鍵突破口。
李有學(xué)[11]采用正交實(shí)驗(yàn)法分析了立銑刀的螺旋角、前角及后角等幾何參數(shù)對(duì)刀具磨損和加工表面粗糙度的影響規(guī)律,明確了立銑刀幾何參數(shù)優(yōu)化能提高刀具的切削性能和使用壽命。Kumar等[12]利用有限元軟件分析了立銑刀在加工Ti-6Al-4V時(shí),刀具幾何參數(shù)對(duì)切削力、刀具磨損和切削溫度等的影響,并以刀具受力最小為原則,對(duì)銑刀進(jìn)行了優(yōu)化設(shè)計(jì),通過(guò)與其他商用刀具的切削實(shí)驗(yàn)對(duì)比,發(fā)現(xiàn)優(yōu)化后刀具的切削性能及使用壽命都得到了提高。Suresh等[13]通過(guò)鈦合金切削實(shí)驗(yàn)研究了刀具參數(shù)對(duì)刀具磨損、工件尺寸穩(wěn)定性及工件質(zhì)量的影響,發(fā)現(xiàn)刀尖圓弧半徑和進(jìn)給速度對(duì)加工表面質(zhì)量的影響較大。張建飛等[14]模擬了Ti-6Al-4V高速切削過(guò)程,分析了刀具幾何參數(shù)在特定加工條件下對(duì)切削力的影響規(guī)律。Reddy等[15]通過(guò)實(shí)驗(yàn)研究了立銑刀的前角、刀尖圓弧半徑以及切削速度等對(duì)加工表面質(zhì)量的影響,并以加工表面質(zhì)量作為評(píng)價(jià)準(zhǔn)則,采用遺傳算法對(duì)刀具的幾何參數(shù)和工藝參數(shù)進(jìn)行了優(yōu)化選擇。國(guó)內(nèi)外現(xiàn)有研究已充分表明,在鈦合金加工過(guò)程中,刀具幾何參數(shù)和工作時(shí)的切削參數(shù)對(duì)切削力、切削溫度和加工表面質(zhì)量均具有重要影響。因此,本文在利用有限元軟件對(duì)刀具幾何參數(shù)有效優(yōu)化的基礎(chǔ)上,制備得到自行設(shè)計(jì)的硬質(zhì)合金四刃平頭立銑刀,通過(guò)該刀具在Ti-6Al-4V表面的槽型銑削加工,分析切削參數(shù)對(duì)加工表面質(zhì)量的影響規(guī)律,并將自制四刃平頭立銑刀與商用銑刀在相同切削條件下,開(kāi)展切削性能及磨損情況對(duì)比分析。
1 鈦合金銑削加工三維仿真
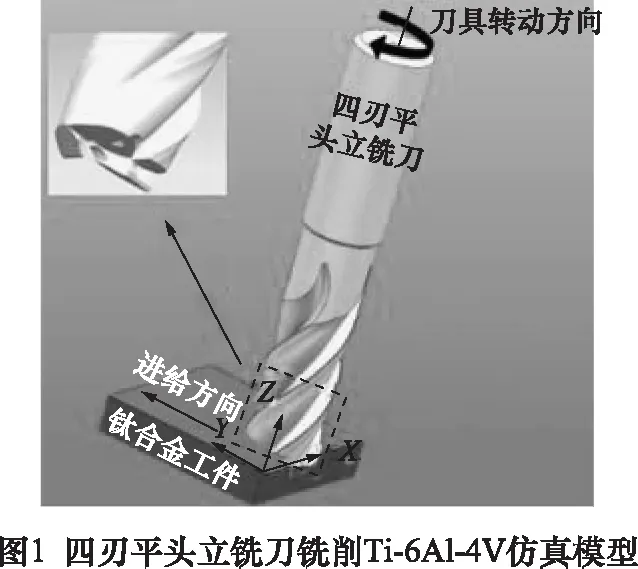
利用UG軟件分別建立四刃平頭立銑刀和Ti-6Al-4V基底模型之后,將其導(dǎo)入AdvantEdge有限元仿真軟件,建立如圖1所示的四刃平頭立銑刀銑削Ti-6Al-4V的三維仿真模型。
1.1 仿真條件設(shè)置


(1)


表1 Ti-6Al-4V材料對(duì)應(yīng)的J-C本構(gòu)模型參數(shù)
選用基于恒剪切假設(shè)的剪切摩擦模型,兼顧實(shí)際切削條件,將摩擦系數(shù)設(shè)置為0.5。由于AdvantEdge軟件具有網(wǎng)格重劃分功能,故采用Cockcroft和Latham提出的C&L斷裂準(zhǔn)則[17]作為切屑分離準(zhǔn)則,以避免網(wǎng)格畸變問(wèn)題的出現(xiàn)。
在銑削過(guò)程中,刀具的螺旋角β、前角γ和后角α分別影響著切削過(guò)程的穩(wěn)定性、切削力、切削熱以及后刀面與已加工表面之間的摩擦等多個(gè)方面,已被公認(rèn)為銑刀優(yōu)化設(shè)計(jì)中需要考慮的主要參數(shù)[18-19]。因此,本文以刀具β、γ和α為變量,根據(jù)表2所列參數(shù)進(jìn)行銑削加工仿真。刀具材料為YG類(lèi)硬質(zhì)合金,加工方式為順銑,刀具及工件均采用4節(jié)點(diǎn)12自由度四面體單元的網(wǎng)格類(lèi)型。
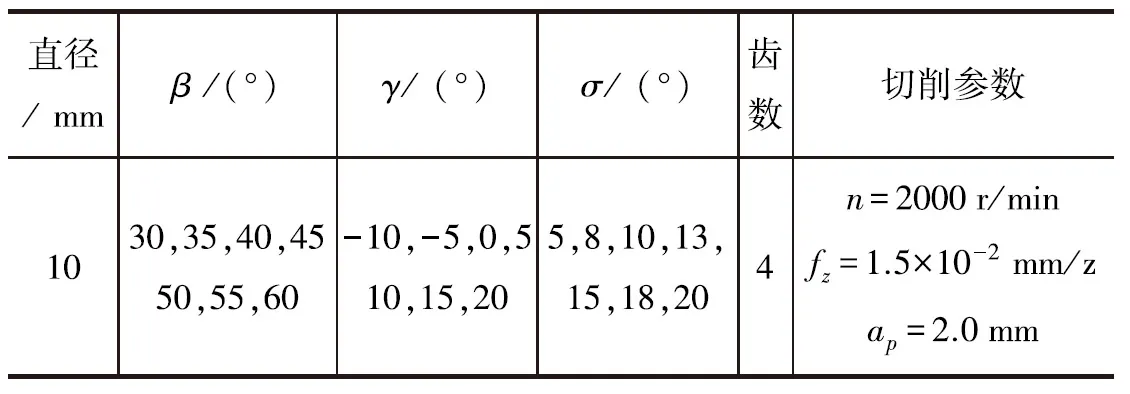
表2 刀具幾何參數(shù)和切削參數(shù)
1.2 仿真結(jié)果分析
在加工鈦合金時(shí),切削力和切削溫度對(duì)工件的尺寸精度、形狀精度、加工變質(zhì)層和刀具耐用度等都會(huì)產(chǎn)生不同程度影響,因此,本文以切削力和切削溫度作為刀具切削性能的主要評(píng)價(jià)參數(shù)[20-21]。
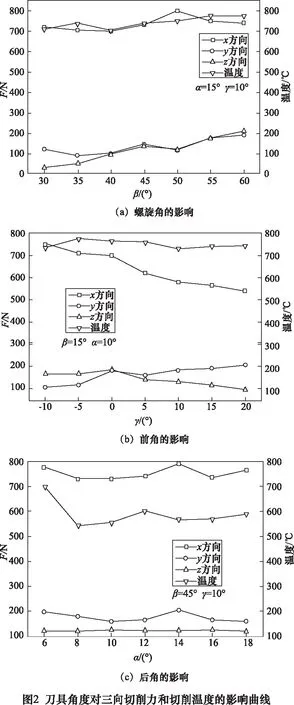
圖2為仿真得到的四刃平頭立銑刀幾何參數(shù)對(duì)三向平均切削力和切削溫度的影響曲線。從圖中可以看出,x向切削力明顯大于其他兩個(gè)方向,且基本與切削溫度保持一致的變化趨勢(shì)。這是因?yàn)閤向是切削過(guò)程中的主要受力方向,切削熱主要來(lái)源于x向切削。綜合切削力和切削溫度的變化趨勢(shì)可知,當(dāng)β為40°~45°、γ為5°~15°、α為13°~18°時(shí),四刃平頭立銑刀加工Ti-6Al-4V時(shí)的切削力和切削溫度相對(duì)較為穩(wěn)定,且數(shù)值較小。
2 四刃平頭立銑刀的幾何參數(shù)優(yōu)選
基于上述仿真結(jié)果,以切削力最小、切削溫度最低為原則,對(duì)四刃平頭立銑刀的幾何參數(shù)進(jìn)行了單因素優(yōu)選,但鑒于刀具各幾何角度相互之間的耦合效應(yīng)必然會(huì)對(duì)其切削性能造成影響,因此,仍需要對(duì)刀具幾何角度進(jìn)行正交優(yōu)選。
當(dāng)前角取值為正時(shí),x向切削力基本保持單調(diào)遞減趨勢(shì)。但當(dāng)γ=10°時(shí),切削溫度達(dá)到最低點(diǎn),因此取該拐點(diǎn)所在區(qū)間,即γ=8°、10°、12°進(jìn)行分析。當(dāng)后角取值為15°時(shí),x向切削力達(dá)到低值,但切削溫度在高點(diǎn),因此選取α=13°、15°、17°為分析范圍。由于圖2a顯示當(dāng)螺旋角為40°~45°時(shí),切削力和切削溫度均達(dá)到最低值,故細(xì)化取值后選取β=41°、43°、45°進(jìn)行分析。正交優(yōu)化仿真計(jì)算中的刀具幾何角度取值見(jiàn)表3,仿真結(jié)果見(jiàn)圖3。
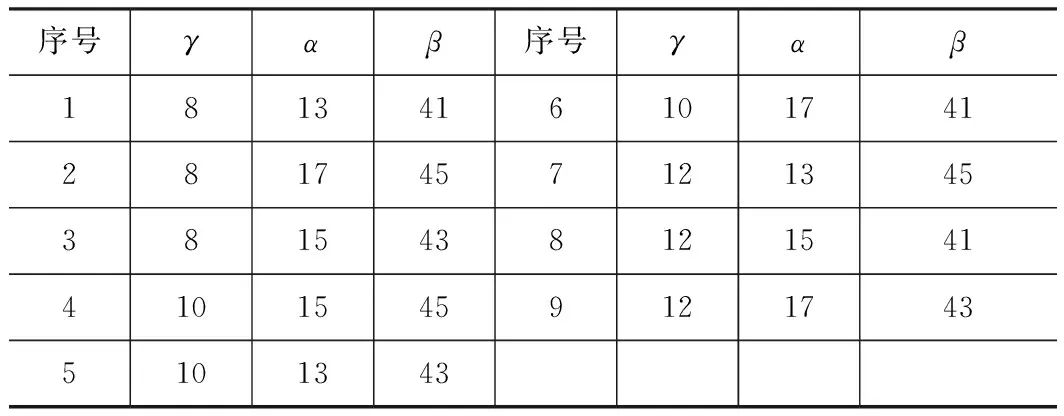
表3 正交優(yōu)化仿真計(jì)算中的刀具幾何角度 (°)
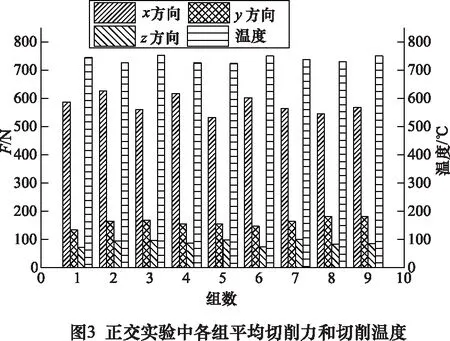
綜合可見(jiàn),當(dāng)采用第5組刀具幾何角度組合,即γ=10°、α=13°、β=43°時(shí),四刃平頭立銑刀加工Ti-6Al-4V時(shí)的切削力和切削溫度達(dá)到最低值,即刀具的切削性能最佳。因此,基于該組幾何參數(shù)進(jìn)行刀具實(shí)體制備及商用刀具的購(gòu)買(mǎi),并利用兩種刀具開(kāi)展相關(guān)的銑削加工實(shí)驗(yàn)。
3 Ti-6Al-4V表面槽型銑削實(shí)驗(yàn)
3.1 實(shí)驗(yàn)條件
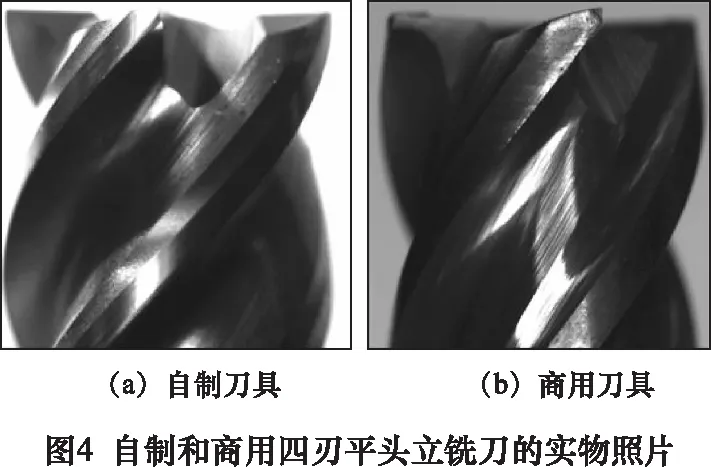
采用祥泰VM7032數(shù)控銑床,機(jī)床工作臺(tái)面積為800 mm×320 mm,主軸最高轉(zhuǎn)速為8 000 r/min。刀具分別為圖4a所示自制的四刃平頭立銑刀和圖4b所示OSG公司生產(chǎn)的商用四刃平頭立銑刀,工件為50 mm×50 mm×20 mm的Ti-6Al-4V板料,所銑槽型寬度為刀具直徑,長(zhǎng)度為刀具直徑的3~5倍。
3.2 自制刀具槽型銑削實(shí)驗(yàn)結(jié)果分析
利用自制的四刃平頭立銑刀在Ti-6Al-4V表面進(jìn)行槽型銑削加工,分析切削深度(ap)、主軸轉(zhuǎn)速(n)和每齒進(jìn)給量(fz)對(duì)加工表面形貌(切削參數(shù)見(jiàn)表4),尤其是表面毛刺的影響效果。
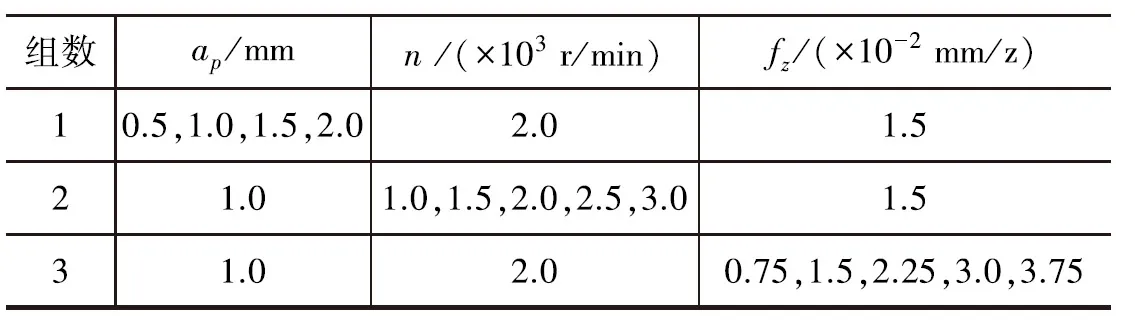
表4 Ti-6Al-4V槽型銑削實(shí)驗(yàn)參數(shù)
3.2.1 切屑形貌分析
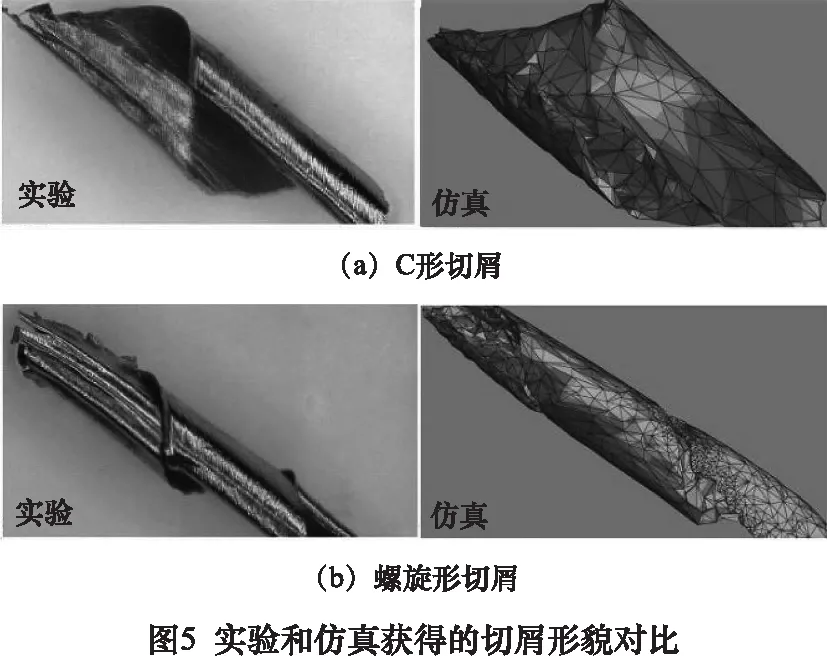
在相同刀具幾何參數(shù)和切削條件下,分別開(kāi)展了切削仿真和實(shí)際加工實(shí)驗(yàn),圖5左側(cè)分圖為利用自制四刃平頭立銑刀加工Ti-6Al-4V材料后獲得的C形和螺旋形切屑形態(tài),右側(cè)分圖為仿真獲得的切屑形態(tài)。通過(guò)對(duì)比可以發(fā)現(xiàn),實(shí)驗(yàn)與仿真中所生成的切屑形態(tài)相似度較高,切屑的卷曲方式與曲率也非常接近,由此表明自行設(shè)計(jì)并制備得到的四刃平頭立銑刀符合設(shè)計(jì)要求,適合用于Ti-6Al-4V材料的切削實(shí)驗(yàn)。
3.2.2 切削參數(shù)對(duì)Ti-6Al-4V槽型銑削的影響分析
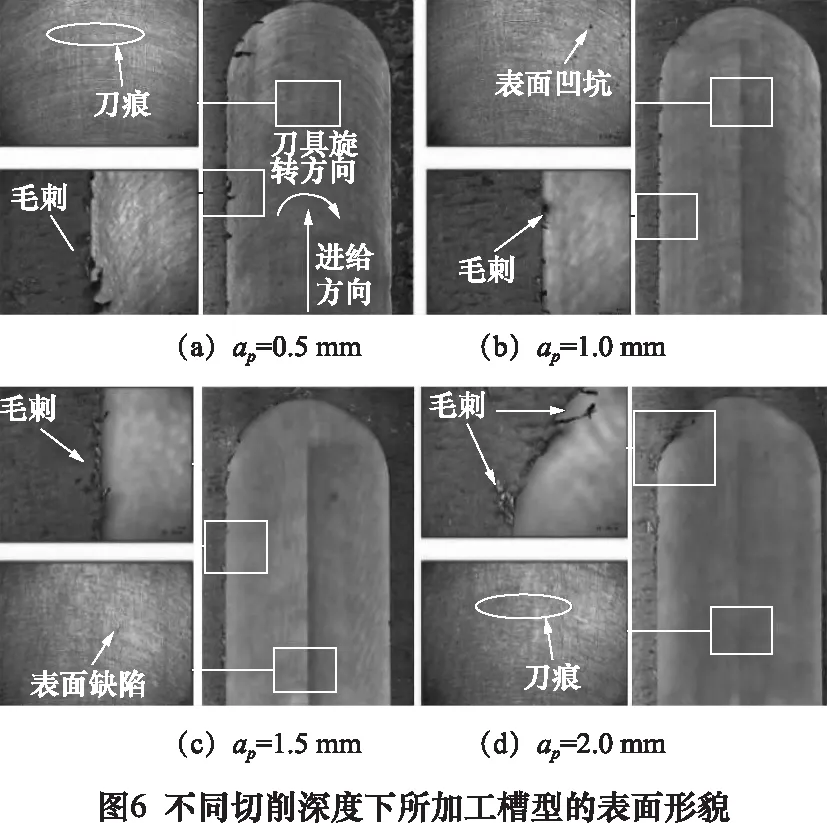
在改變切削深度情況下,加工得到的槽型邊沿均存在明顯毛刺(圖6),且順銑側(cè)毛刺尺寸明顯大于逆銑側(cè)。這是由于逆銑側(cè)刀具切削時(shí),厚度逐漸增加,且切削合力方向有利于切屑的塑性變形和排出,而在順銑側(cè),由于刀具先從最厚處入刀,隨后厚度逐漸減小,生成的切屑,尤其是長(zhǎng)切屑,很容易被推擠至頂端形成大毛刺。隨著切削深度的增加,軸向切削力也隨之增大,從而使得材料更容易被切除而形成切屑,同時(shí)毛刺的整體尺寸隨之減小,槽型整體形貌較好。
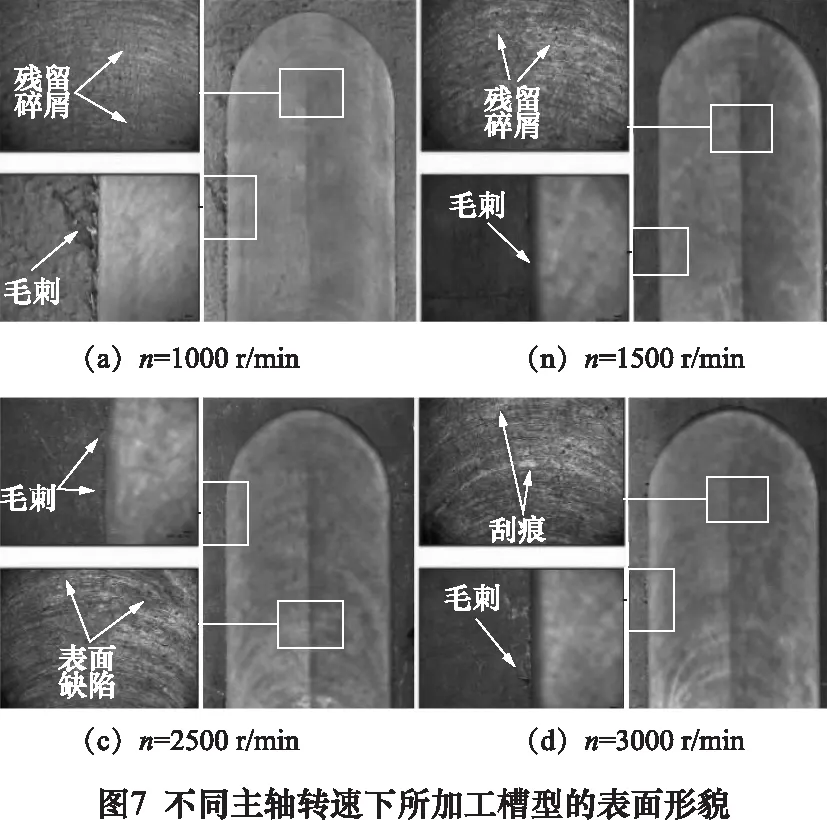
如圖7所示,隨著主軸轉(zhuǎn)速的提高,槽型邊沿毛刺尺寸逐漸減小。究其原因,一方面是當(dāng)切削刃的切削速度較低時(shí),切削刃與工件之間存在擠壓作用,而非完全的切削作用,因此無(wú)法將工件材料有效去除,同時(shí)當(dāng)切削刃運(yùn)動(dòng)速度較低時(shí),切屑無(wú)法從前刀面及時(shí)流出。然而,隨著主軸轉(zhuǎn)速的提高,槽底表面質(zhì)量明顯變差,如圖7c和7d所示,槽底存在明顯的缺陷和刮痕。
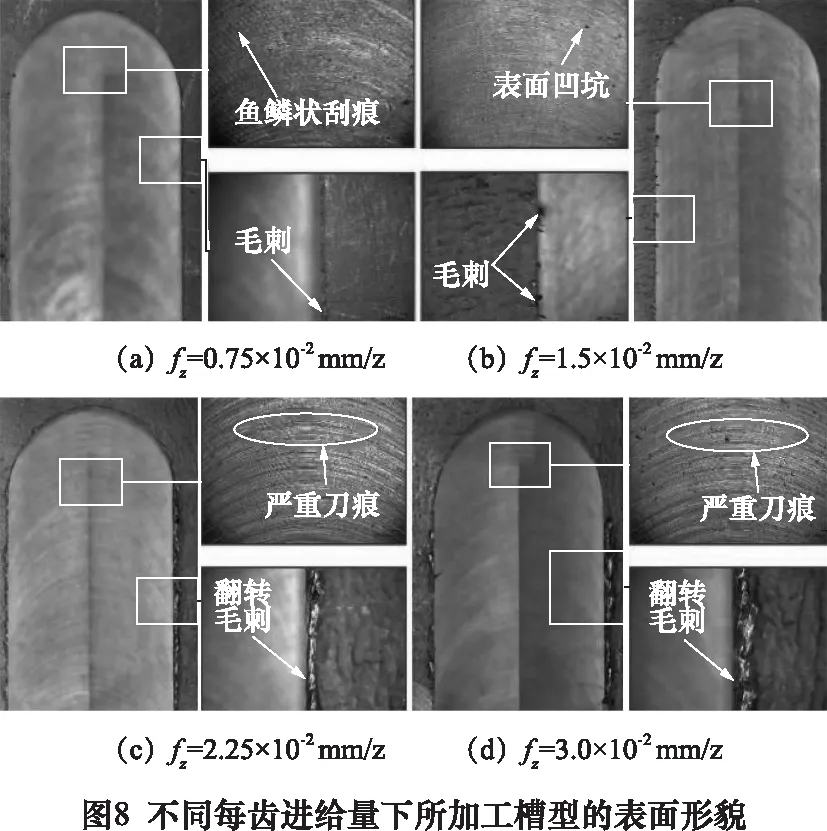
當(dāng)每齒進(jìn)給量在1.5×10-2mm/z及以下時(shí),所切槽型的邊沿毛刺尺寸較小,當(dāng)增大每齒進(jìn)給量時(shí),槽沿毛刺尺寸亦隨之增大(圖8)。這是因?yàn)楫?dāng)每齒進(jìn)給量較小時(shí),切削過(guò)程中刀具徑向切削層厚度較小,故產(chǎn)生的切屑厚度較小,導(dǎo)致所形成的毛刺尺寸略小,當(dāng)增大每齒進(jìn)給量時(shí),切削層厚度增加,產(chǎn)生的切屑厚度亦隨之增大,進(jìn)而導(dǎo)致槽沿毛刺尺寸逐漸變大。
3.3 自制及商用四刃平頭立銑刀的切削性能對(duì)比
為評(píng)價(jià)刀具的切削性能,采用自制和OSG公司生產(chǎn)的四刃平頭立銑刀,在表5所列切削條件下,開(kāi)展槽型銑削對(duì)比實(shí)驗(yàn)。由前述分析可知,主軸轉(zhuǎn)速過(guò)小會(huì)導(dǎo)致槽沿毛刺尺寸增大,轉(zhuǎn)速過(guò)大又會(huì)導(dǎo)致槽底質(zhì)量變差,因此在刀具性能對(duì)比實(shí)驗(yàn)中,選擇適中且恒定的主軸轉(zhuǎn)速,只改變切削深度和每齒進(jìn)給量。
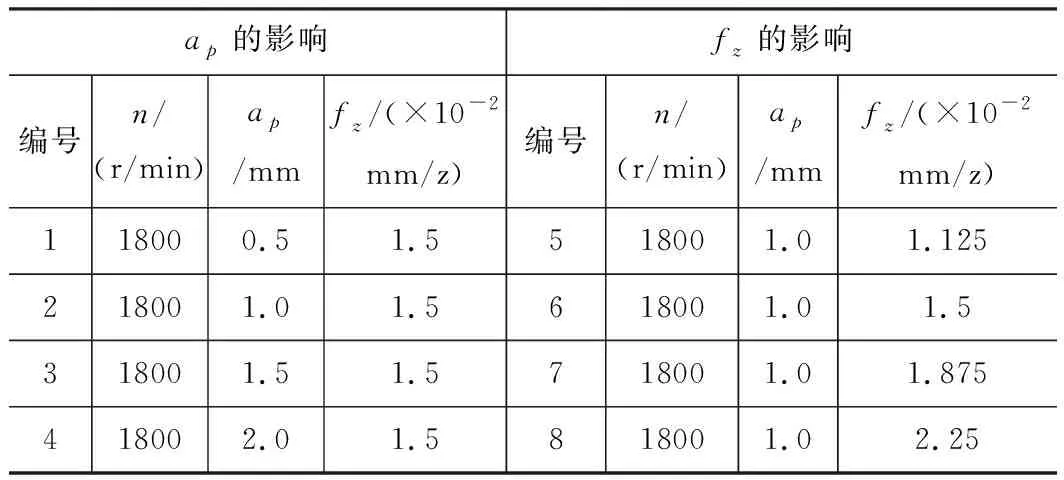
表5 Ti-6Al-4V槽型銑削參數(shù)表
3.3.1 槽型加工效果對(duì)比分析
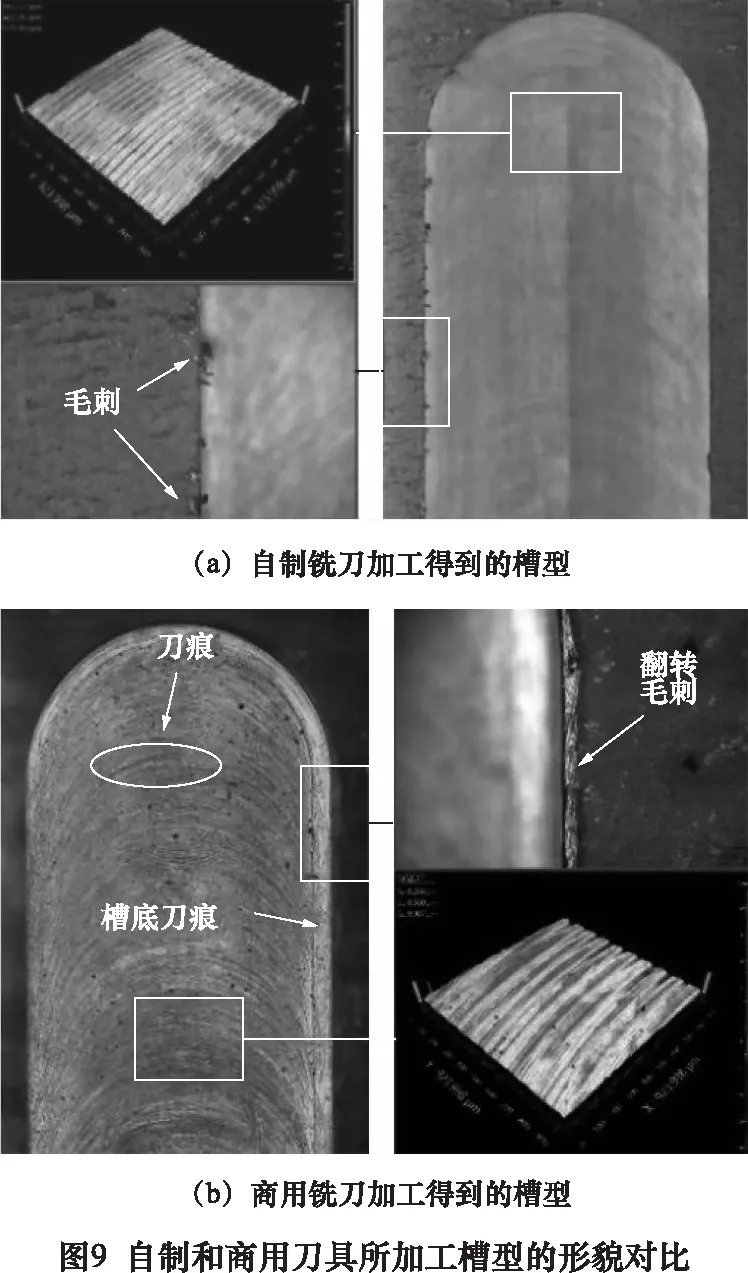
在開(kāi)展的8組對(duì)比實(shí)驗(yàn)中,以第2組為例,給出兩種刀具所加工槽型的形貌對(duì)比(圖9)。可以發(fā)現(xiàn),自制四刃平頭立銑刀所加工的槽沿僅殘留有較小尺寸的毛刺,槽底表面只有輕微刀痕,幾乎沒(méi)有殘余碎屑,切入切出邊沿較為整齊(圖9a)。經(jīng)商用四刃平頭立銑刀加工后,槽沿存在較大尺寸的翻轉(zhuǎn)毛刺,而且由于刀具螺旋槽底部不是完全的光滑狀,導(dǎo)致切屑排出受到了一定的影響,同時(shí)槽沿根部及槽底表面均有明顯刀痕,這可能是由于商用刀具端刃對(duì)槽底存在較為明顯的擠壓作用,使得槽底表面質(zhì)量變差。
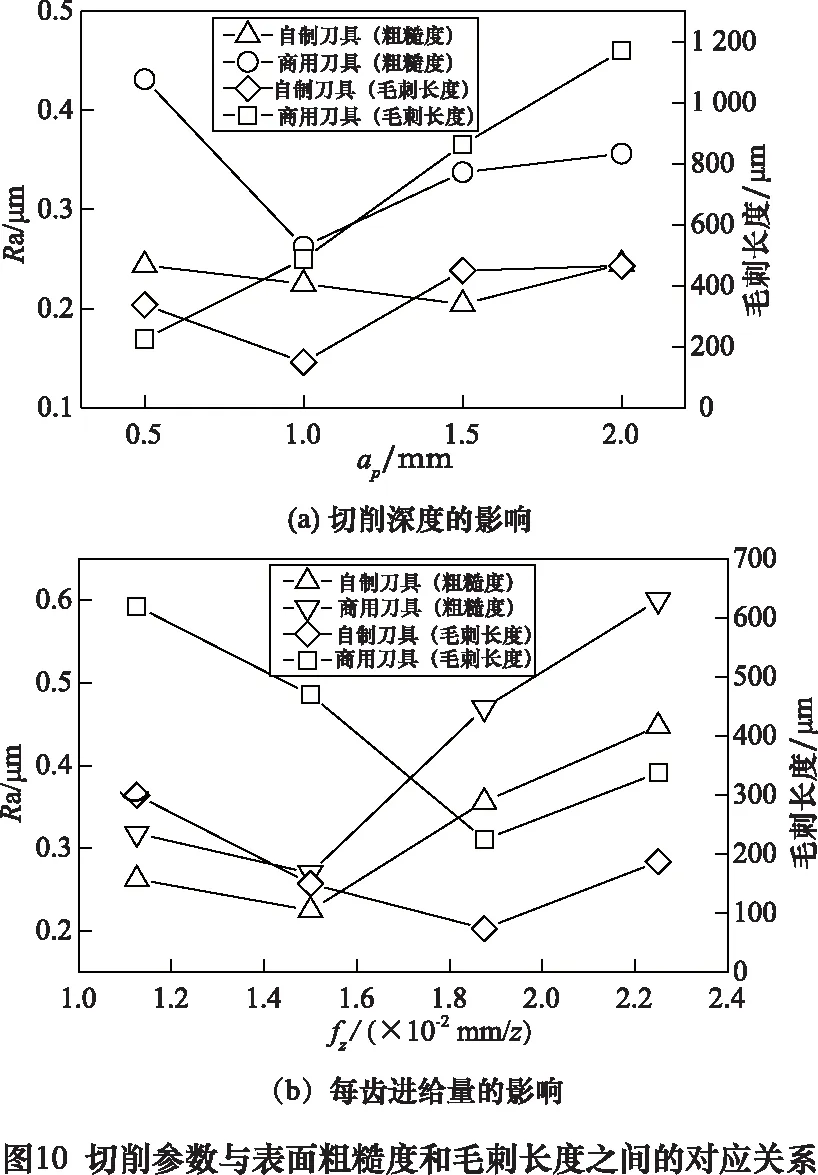
為對(duì)加工效果進(jìn)行定量對(duì)比,圖10給出了不同刀具加工時(shí),切削深度和每齒進(jìn)給量與加工表面粗糙度和毛刺長(zhǎng)度之間的對(duì)應(yīng)關(guān)系。從圖10a可以發(fā)現(xiàn),隨著切削深度的增大,兩種刀具切削后的表面粗糙度數(shù)值均呈現(xiàn)先減小后增大的趨勢(shì),但拐點(diǎn)位置有所不同,自制銑刀在ap=1.5 mm時(shí)得到的表面粗糙度數(shù)值最低,而商用銑刀則在ap=1.0 mm時(shí)得到的粗糙度數(shù)值最低。在毛刺尺寸方面,隨著切削深度的增大,兩種刀具切削后產(chǎn)生的毛刺長(zhǎng)度均有所增大,但商用刀具的上升趨勢(shì)更為顯著。從整體來(lái)看,在所設(shè)定的切削深度范圍內(nèi),自制刀具加工后的表面質(zhì)量和毛刺尺寸均優(yōu)于商用刀具。
從圖10b可以看出,隨著每齒進(jìn)給量的增加,兩種刀具切削后表面粗糙度和毛刺長(zhǎng)度的對(duì)應(yīng)變化趨勢(shì)幾乎相同,表面粗糙度均呈現(xiàn)先減小后增大的趨勢(shì),且拐點(diǎn)均位于fz=1.5×10-2mm/z處,毛刺長(zhǎng)度則呈現(xiàn)先減小后增大的趨勢(shì),拐點(diǎn)均位于fz=1.875×10-2mm/z處。從整體來(lái)看,在所設(shè)定的每齒進(jìn)給量范圍內(nèi),采用商用刀具加工后得到的粗糙度數(shù)值和毛刺長(zhǎng)度均明顯大于自制刀具。
3.3.2 刀具磨損情況對(duì)比分析
自制和商用四刃平頭立銑刀分別在加工2 h后出現(xiàn)了不同程度的磨損,從圖11a可以發(fā)現(xiàn),自制刀具端刃前、后刀面磨損較為嚴(yán)重,刀尖和周刃切削刃處也出現(xiàn)了一定程度的磨損。圖11b顯示,商用刀具端刃后刀面磨損顯著,前刀面出現(xiàn)了積屑瘤,總體磨損量明顯大于自制刀具。
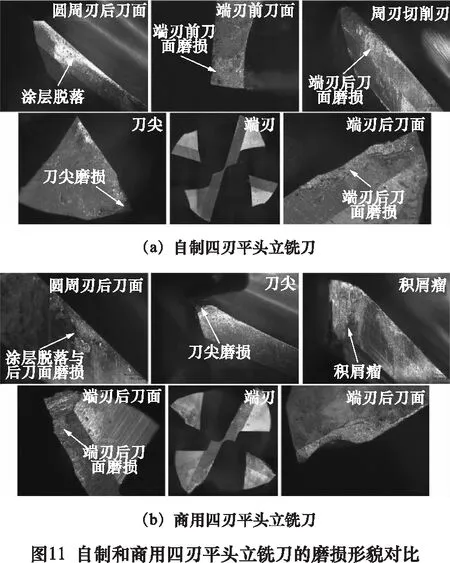
根據(jù)兩種刀具在不同切削深度和不同每齒進(jìn)給量條件下,所加工得到槽型對(duì)應(yīng)的表面粗糙度和毛刺尺寸變化趨勢(shì),并結(jié)合刀具的磨損狀況,可以表明自制四刃平頭立銑刀的切削性能優(yōu)于商用四刃平頭立銑刀。
4 結(jié)語(yǔ)
(1)正交優(yōu)化仿真計(jì)算結(jié)果顯示,當(dāng)四刃平頭立銑刀采用γ=10°、α=13°、β=43°的刀具幾何角度組合時(shí),加工Ti-6Al-4V時(shí)的切削力和切削溫度達(dá)到相對(duì)較低值。
(2)基于優(yōu)化后幾何參數(shù)制備得到的四刃平頭立銑刀在加工Ti-6Al-4V材料時(shí)獲得的切屑與切削仿真中生成的切屑形態(tài)相似度很高,表明自制刀具的幾何參數(shù)符合設(shè)計(jì)要求。
(3)在給定的范圍內(nèi),采用較大的切削深度(ap=2.0 mm)、適中的主軸轉(zhuǎn)速(n=1 500 r/min)及較小的每齒進(jìn)給量(fz=0.75×10-2mm/z)時(shí),自制四刃平頭立銑刀加工獲得的Ti-6Al-4V表面質(zhì)量相對(duì)更佳。
(4)對(duì)比實(shí)驗(yàn)結(jié)果顯示,自制四刃平頭立銑刀加工得到的Ti-6Al-4V槽型表面質(zhì)量、毛刺形態(tài)以及刀具磨損狀況均優(yōu)于商用四刃平頭立銑刀。
