消失模生產灰鐵大平板件澆注塌箱的工藝改進
2021-03-01 13:15:58趙松,吳軍
鑄造設備與工藝 2021年6期
趙 松,吳 軍
(安鋼集團信陽鋼鐵有限責任公司,河南信陽 464100)
消失模鑄造,在澆注或凝固過程中鑄型一部分或局部塌箱、潰型使鑄件不能成型或局部多肉稱為塌型、塌箱或鑄型潰散。由于鑄型采用無黏結劑的干砂振實造型,澆注過程中往往易發生塌箱。特別是大平板件或內腔封閉及半封閉的鑄件,在澆注時更容易塌箱[1]。近期在生產煉鋼升級改造工程轉爐擋火板時,澆注塌箱嚴重,成品率不足70%。通過對澆注系統、型內負壓度和涂層強度等幾個方面的改進,有效的解決了塌箱問題。
1 生產現狀
煉鋼升級改造工程轉爐擋火板是固定在轉爐兩側的擋火裝置,其主要作用是轉爐煉鋼生產時防止鋼渣噴濺到轉爐平臺引發安全事故,保護煉鋼工的安全,改善煉鋼作業時的作業環境。擋火板與擋火門的不同之處在于在轉爐兌廢鋼、加鐵水時擋火門必須打開,而兩側的擋火板是固定不動的。為減輕重量,擋火門爐門板薄、小,尺寸規格在1 050 mm×400 mm×15 mm 左右,每塊重量小于100 kg;兩側的擋火板因固定不動,設計的厚、大,大部分尺寸規格為1 626 mm×1 400 mm×40 mm,每塊重量在240 kg~380 kg,材質為HT150.
擋火板采用消失模鑄造工藝生產,制作擋火板模型的材料是EPS,密度為18 kg/m3.為防止鑄鐵板變形,設計兩件一組,模型間距250 mm,模型中間設6 根40 mm×40 mm 工藝防變形拉筋,內澆道截面積15 mm×50 mm,橫澆道50 mm×50 mm,直澆道φ50 mm.澆注系統設在模型一側(見圖1).使用砂箱內腔尺寸為2 370 mm×1 170 mm×1 100 mm,由于砂箱高度不夠,使用700 mm 高的箱套,箱套內壁環一周負壓腔,埋箱工藝為一箱兩組四件,兩組并排放置,間距200 mm,每組模型中間插一根φ60 mm活動管排增加型內負壓(見圖2).澆注溫度1 360 ℃,澆注時間28 s,澆注前負壓-0.060 MPa、澆注后負壓-0.05 MPa,澆一組后返爐再接鐵水,兩組澆后保壓8 min 后泄壓。按上述工藝過程,生產時塌箱廢品占比30%左右。
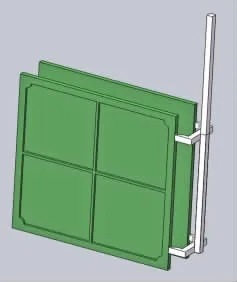
圖1 澆注系統位置
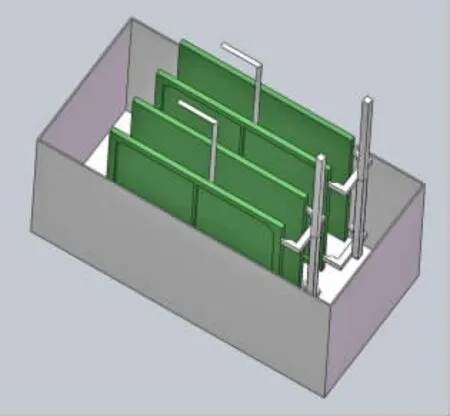
圖2 型內負壓布置方式
2 原因分析
從澆注系統、澆注方式、負壓度、涂料四個方面分析塌箱的原因。
2.1 澆注系統
內澆道的截面積直接影響澆注速度和流量,根據公式(1)[2]:

式中,A—內澆道截面積,cm2;G—鑄件質量,kg;t—澆注時間,s;Hp—澆口杯至內澆道底高度,0.5×鑄件高度,cm.

因為消失模澆注系統比砂型需增大20%,則A=7.11×(1+20%)=8.5≈9 cm2,每個內澆道截面積為4.5 cm2.原澆注系統內澆道總截面積為15 cm2,每個內澆道截面積為7.5 cm2.與理論計算值比較偏大,流速過快。
2.2 澆注方式
原澆注方式為階梯澆注,兩個內澆口垂直與鑄件上下排列,由于是實芯澆道,澆注時,鐵水流動方向是先從上澆口流入再流向下澆口,容易造成“閃流”。
2.3 型內負壓度
為檢測型內負壓多少,在負壓表下面接一根φ20 mm 的鋼管,鋼管表面均布φ5 mm 孔用不銹鋼砂網纏繞。埋好箱后,將該裝置插入兩模型間,密封后開啟負壓,總表負壓-0.06 MPa,測得模型間負壓-0.045 MPa~-0.035 MPa,型腔內負壓偏低,固定型砂強度弱。
2.4 涂料配比及涂層厚度
涂料中高鋁礬與桂5#砂子質量分數之比為10∶1,涂層厚度2.0 mm~2.5 mm,烘干3 天后,手感涂層強度偏軟,涂料黏結劑加入量偏少、涂層強度弱。
3 改進工藝
3.1 澆注系統的改進
根據理論校核,澆注系統中內澆道總截面積偏大,流速過快,澆注過程中模型氣化速度快、瞬時產生大量氣體排不出型外造成型內外壓差過大導致塌箱。為此,將內澆道總面積改為9 cm2,每個內澆道截面積為4.5 cm2,截面尺寸設計為10 mm×45 mm.
為防止澆注時發現“閃流”現象,上部內澆道向上傾斜45°連接鑄件、下部內澆口垂直鑄件(見圖3),澆注時,鐵水首先從下部內澆口注入,下部鑄件鐵水注滿后才從上部內澆口注入,形成從下至上的注入順序,防止“閃流”現象發生。
3.2 型內負壓值的改進
經過實測,由于模型的阻隔,型內負壓值低于總表顯示值。單根活動管排不能提高型內負壓值,模型簇之間的負壓值因阻隔和無管排,負壓值更低。所以在模型簇間增加雙管排以整體提高型內負壓值(見圖4),增強型砂固定強度。認真檢查砂箱內的負壓孔洞,不能有大面積的堵塞現象。
3.3 涂層強度的改進
將模型涂層厚度由2.0 mm~2.5 mm 增加到2.5 mm~3 mm,涂料配比(質量分數)由高鋁釩土:桂林5#=10:1 調整為高鋁釩土:桂林5#=10:1.1,適當增加黏結劑量和涂層厚度,提高涂層強度。
4 改進效果
通過以上的工藝改進,在后期生產擋火板時,澆注時間在33 s~35 s,注入鐵水平穩,型內外的負壓值在-0.06 MPa~-0.05 MPa 之間相差不大,烘干后的涂層手感強度較高,澆注塌箱現象得到解決。
5 結束語
塌箱缺陷是消失模鑄造常見的缺陷,通常出現在大平板件或內腔封閉及半封閉的鑄件上。產生塌箱的原因,主要是澆注系統設計不合理、型內負壓度較低、涂層強度不夠等因素導致。進行原因分析時要對各個工序進行認真的分析,經驗數據要用理論數據進行驗證,不能相差太大,能檢測的數值要想辦法進行測定以便得到真實可靠的數據作為工藝改進的依據。本次工藝改進中,從改進澆注系統著手來調整鐵水流速、流向,防止澆注時型腔內外壓差過大和“閃流”的發生導致塌箱;從增加雙管排提高型內負壓值,防止型內干砂強度弱導致的塌箱;從增加涂層厚度和粘結劑的配比提高涂層強度,防止涂層強度弱導致的塌箱,多措并舉,取得了很好的效果。
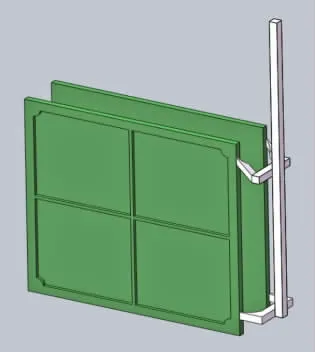
圖3 澆注系統的改進
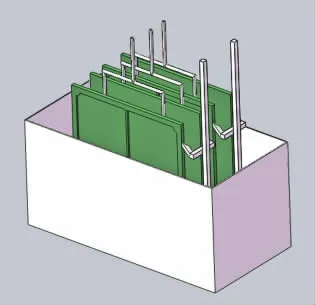
圖4 型內負壓布置方式改進
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19
