壓力傳感器金屬膜片焊接工藝研究
2021-02-28 10:17:52沈陽儀表科學(xué)研究院有限公司單鶴南劉宏偉薛力銘曹立軍
電子世界 2021年21期
沈陽儀表科學(xué)研究院有限公司 單鶴南 劉宏偉 薛力銘 曹立軍 張 爽
本文對壓力傳感器金屬膜片焊接工藝進(jìn)行了研究,通過研究和分析壓力傳感器的需求主要集中在穩(wěn)定性、可靠性和環(huán)境適應(yīng)性三個(gè)方面,而金屬膜片焊接是壓力傳感器關(guān)鍵和基礎(chǔ)工藝,也是壓力傳感器制造的重要過程。通過不同焊接組件材料、焊接工藝、以及焊接參數(shù)對比,制定合理的焊接工藝方法,能夠滿足圖紙要求,并且提高焊接質(zhì)量,提升焊接能力,提高產(chǎn)品合格率。
壓力傳感器廣泛應(yīng)用于航空、航天、船舶等工業(yè)重點(diǎn)領(lǐng)域,金屬膜片是壓力傳感器重要組成部分,它可傳遞壓力最終轉(zhuǎn)換為電信號輸出,達(dá)到檢測的目的,因此,金屬膜片焊接工藝作為壓力傳感器制造的重要過程倍受大家關(guān)注,一旦焊接出現(xiàn)缺陷,產(chǎn)品的密封性和性能逐漸劣化,重則影響安全性能。
目前國內(nèi)外許多生產(chǎn)傳感器廠家均利用激光焊接工藝,激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法。激光焊接是激光材料加工技術(shù)應(yīng)用的重要方面之一,激光焊接具有輸入能量密度高,工件熱影響區(qū)小,易于實(shí)現(xiàn)自動控制等優(yōu)點(diǎn),激光焊接具有傳統(tǒng)焊接無法比擬的優(yōu)勢,能有效地減少缺陷,已成功應(yīng)用于微、小型零件的精密焊接中。
仍有很多生產(chǎn)傳感器廠家采用氬弧焊接,為多年累積的經(jīng)驗(yàn)形成,氬弧焊接操作靈活度高,易于實(shí)現(xiàn)復(fù)雜產(chǎn)品的焊接,焊接過程中熱量較高,容易產(chǎn)生焊接缺陷,需要對操作人員有較高的技能要求。
1 激光焊接與氬弧焊接工藝特點(diǎn)
激光焊接是利用原子受輻射的原理,使工作物質(zhì)受激而產(chǎn)生的一種單色性高、方向性強(qiáng)、亮度高的光束,經(jīng)聚焦后把光束聚焦到焦點(diǎn)上可獲得極高的能量密度,利用它與被焊工件相互作用,使金屬發(fā)生蒸發(fā)、熔化、結(jié)晶、凝固而形成焊縫。
主要優(yōu)點(diǎn)是:a.熱輸入量小、產(chǎn)品變形小;b.自動化程度高,可方便的進(jìn)行任何復(fù)雜形狀的焊接;c.無接觸加工,沒有工具損耗和工具調(diào)換等問題;d.可進(jìn)行微型焊接;e.速度快,生產(chǎn)效率高。
氬弧焊接使用非消耗電極(鎢極),在惰性氣體的保護(hù)下,利用電極與母材金屬之間產(chǎn)生的電弧熱熔化母材的焊接過程。惰性氣體不與金屬發(fā)生任何化學(xué)反應(yīng),也不熔于金屬,使得焊接過程中的冶金反應(yīng)簡單易控制;焊接工藝性能好,明弧,能觀察電弧及熔池;鎢極電弧穩(wěn)定,常用來焊接薄工件。但焊接速度較慢,且熱輸入比激光焊大很多,易產(chǎn)生變形;鎢極載流能力有限,過大的焊接電流會引起鎢極熔化和蒸發(fā)。
2 金屬膜片焊接實(shí)驗(yàn)
對壓力傳感器金屬膜片焊接工藝研究,通過不同焊接工藝對比,不同組件材料,不同焊接參數(shù)實(shí)驗(yàn),優(yōu)選焊接工藝和焊接組件材料、參數(shù)等,本著提高金屬膜片焊接質(zhì)量的目的,進(jìn)而提升壓力傳感器合格率。具體實(shí)驗(yàn)內(nèi)容如下:
準(zhǔn)備壓力傳感器試驗(yàn)件120支組件(燒結(jié)座、焊環(huán)、金屬膜片),其中,燒結(jié)座材料為4J29,焊環(huán)材料為4J29和316L各60件,金屬膜片材料為316L;
采用氬弧焊接工藝,使用4J29和316L焊環(huán)材料,采用工藝規(guī)范里最大電流和最小電流焊接試驗(yàn),每個(gè)參數(shù)變量焊接10支,共焊接40支總成;
采用激光焊接工藝,使用4J29和316L焊環(huán)材料,分為試驗(yàn)電壓7V、6V、5V、4V焊接,每個(gè)參數(shù)變量焊接10支,共焊接80支總成。
3 實(shí)驗(yàn)結(jié)果與分析
焊接完成后對產(chǎn)品件進(jìn)行焊縫外觀目視和剖切檢驗(yàn),觀察焊接對其造成的影響,產(chǎn)品外觀氧化現(xiàn)象是否嚴(yán)重,當(dāng)不同組件材料焊接時(shí),熔合是否完好,以及剖切后熱影響區(qū)的大小,是否產(chǎn)生過大的熱量從而影響產(chǎn)品性能,剖切熔深是否滿足用戶要求。具體結(jié)果分析如下:
3.1 焊接完成后焊縫外觀目視檢驗(yàn)
(1)氬弧焊接時(shí),外觀氧化現(xiàn)象嚴(yán)重,產(chǎn)品表面需要經(jīng)過后續(xù)的打磨、拋光工序處理。當(dāng)焊環(huán)材料為4J29時(shí),焊縫表面熔合較好,但有少量氧化皮產(chǎn)生;當(dāng)焊環(huán)材料為316L時(shí),焊縫外觀熔合不好。如圖1所示:1為焊環(huán)材料4J29,2為焊環(huán)材料316L,3、4為膜片背面。
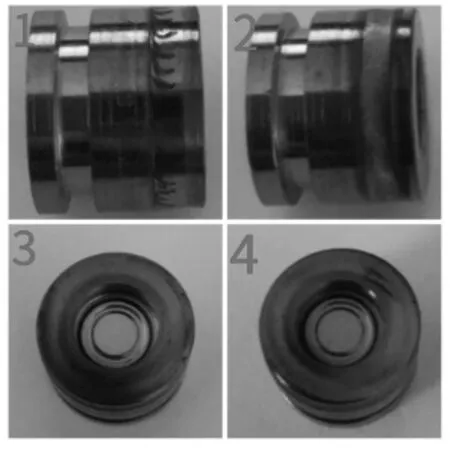
圖1 氬弧焊接外觀圖
(2)激光焊接時(shí),當(dāng)焊環(huán)材料為4J29時(shí),焊縫成型美觀、熔合較好,焊縫呈現(xiàn)金屬本色;當(dāng)焊環(huán)材料為316L時(shí),焊縫細(xì)且表面粗糙,熔合不好。電壓7V時(shí),焊環(huán)有輕微氧化現(xiàn)象,表面發(fā)黃色,電壓6V、5V、4V時(shí),表面無氧化現(xiàn)象。如圖2所示:1為焊環(huán)材料4J29,2為焊環(huán)材料316L,3為電壓7V,4為電壓6V、5V、4V。
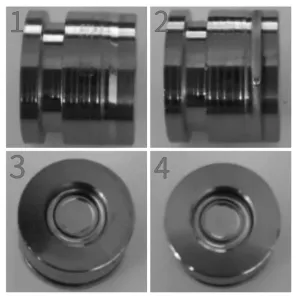
圖2 激光焊接外觀圖
3.2 焊接完成后剖切檢驗(yàn)
(1)剖切后目視外觀,氬弧焊接剖開后燒結(jié)座薄壁處全部氧化變成黑色,現(xiàn)象非常嚴(yán)重。激光焊接當(dāng)電壓為7V時(shí),燒結(jié)座薄壁處氧化較明顯;電壓為6V和5V時(shí),燒結(jié)座薄壁處氧化范圍明顯減小,但還存在氧化現(xiàn)象;電壓為4V時(shí),燒結(jié)座薄壁處氧化范圍僅覆蓋膜片附近很小區(qū)域。如圖3所示:1、2為氬弧焊接,3為激光焊接電壓7V,4為激光焊接電壓6V,5為激光焊接電壓5V,6為激光焊接電壓4V。

圖3 氬弧焊接與激光焊接剖視圖
(2)熔深試驗(yàn),選取焊縫外觀和剖切后氧化范圍較小參數(shù)進(jìn)行熔深試驗(yàn)比對。分別對激光焊接電壓6V、5V、4V進(jìn)行熔深試驗(yàn),進(jìn)行不同焊環(huán)材料(4J29和316L)比對結(jié)果差別。當(dāng)焊環(huán)材料為4J29時(shí),焊縫覆蓋寬度較大,焊接容差率高;當(dāng)焊環(huán)材料為316L時(shí),焊縫較窄,焊接容差率低。如圖4所示:剖切圖片依次為焊環(huán)材料4J29,電壓6V、5V、4V時(shí),焊環(huán)材料316L,電壓6V、5V、4V時(shí)。
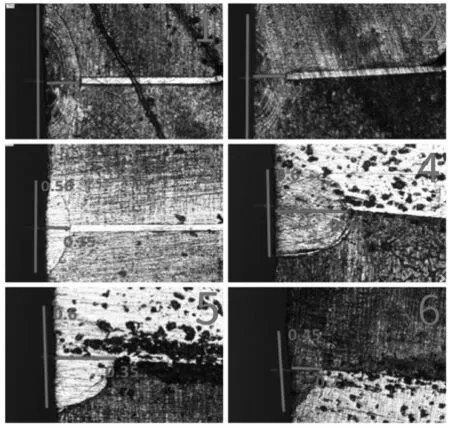
圖4 不同參數(shù)激光焊接熔深圖
4 實(shí)驗(yàn)總結(jié)
基于上述實(shí)驗(yàn)結(jié)果分析,壓力傳感器金屬膜片焊接組件材料優(yōu)選燒結(jié)座4J29和焊環(huán)4J29,焊后焊縫呈現(xiàn)金屬本色,連續(xù)光滑,工藝優(yōu)選激光焊接,焊接完成后表面無氧化,焊接質(zhì)量符合標(biāo)準(zhǔn)要求,激光焊接參數(shù)優(yōu)選電壓5V,焊后熔深在0.2-0.5mm之間,滿足密封和強(qiáng)度要求,且焊縫寬度大于0.5mm,焊接容差率高。
結(jié)語:壓力傳感器國內(nèi)外市場需求越來越大,本文對金屬膜片焊接工藝進(jìn)行了研究,充分體現(xiàn)了膜片焊接工藝的重要性,也證明了激光焊接工藝應(yīng)用于壓力傳感器的可行性和有效性。從實(shí)驗(yàn)結(jié)果可知,通過金屬膜片焊接工藝的研究,達(dá)到了焊接工藝、焊接組件材料和焊接參數(shù)優(yōu)選的目的,提高了金屬膜片焊接質(zhì)量,提升了焊接能力,提高了產(chǎn)品合格率。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24