一種驅(qū)動(dòng)齒輪類零件鍛造成形工藝的探討
2021-02-27 07:12:00孟俊張向卓陜西法士特齒輪有限責(zé)任公司
鍛造與沖壓 2021年3期
關(guān)鍵詞:設(shè)計(jì)
文/孟俊,張向卓·陜西法士特齒輪有限責(zé)任公司
驅(qū)動(dòng)齒輪類零件具有直徑小、厚度大、內(nèi)孔大的特點(diǎn)。在鍛造成形過(guò)程中極易在上模內(nèi)孔上產(chǎn)生折疊的鍛造缺陷。
圖1 為某公司設(shè)計(jì)的某副箱驅(qū)動(dòng)齒輪毛坯示意圖,該齒輪產(chǎn)品外徑為φ156.7mm,總厚度為97.1mm。針對(duì)該類直徑小、厚度大類似法蘭盤的零件,某公司毛坯生產(chǎn)大多設(shè)計(jì)為錘上開(kāi)式的工藝。
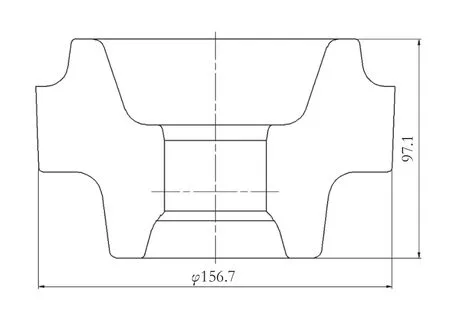
圖1 副箱驅(qū)動(dòng)齒輪閉式毛坯示意圖
錘上開(kāi)式工藝
開(kāi)式模鍛是最廣泛使用的模鍛方法,優(yōu)點(diǎn)在于飛邊起到了補(bǔ)償、緩沖作用,保證了生產(chǎn)工藝的穩(wěn)定性和復(fù)雜平面的鍛造成形,但是其飛邊材料損耗為鍛件重量的10%~50%,平均約為30%,而材料費(fèi)占模鍛件成本的60%~70%。圖2 為相應(yīng)的開(kāi)式熱鍛件圖。
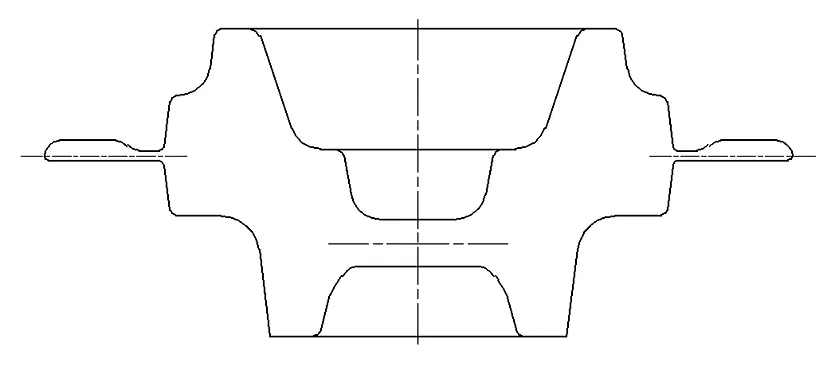
圖2 驅(qū)動(dòng)齒輪開(kāi)式熱鍛件圖
錘上閉式工藝
閉式模鍛亦稱無(wú)飛邊模鍛,坯料在封閉型槽內(nèi)以鐓粗或擠壓的方式變形成鍛件。同開(kāi)式模鍛相比,閉式模鍛比采用開(kāi)式模鍛所需的變形力和變形功約低30%~50%,可大大提高金屬材料的利用率和鍛件精度,鍛件表面質(zhì)量好,金屬纖維分布更加合理。圖3為相應(yīng)的閉式熱鍛件圖。
但是在上模內(nèi)孔處(圖4 紅色圓圈處)極易出現(xiàn)鍛造折疊缺陷,由于此類零件內(nèi)孔窄而深,鍛造過(guò)程中內(nèi)孔處上部和下部金屬極易充滿型腔,而中間金屬?zèng)]有充滿,隨著變形金屬在型腔中的流動(dòng),在內(nèi)孔中部就會(huì)產(chǎn)生一個(gè)空穴,最終在此處金屬上下部匯合充填,產(chǎn)生折疊。
熱模鍛閉式工藝
毛坯圖的制定
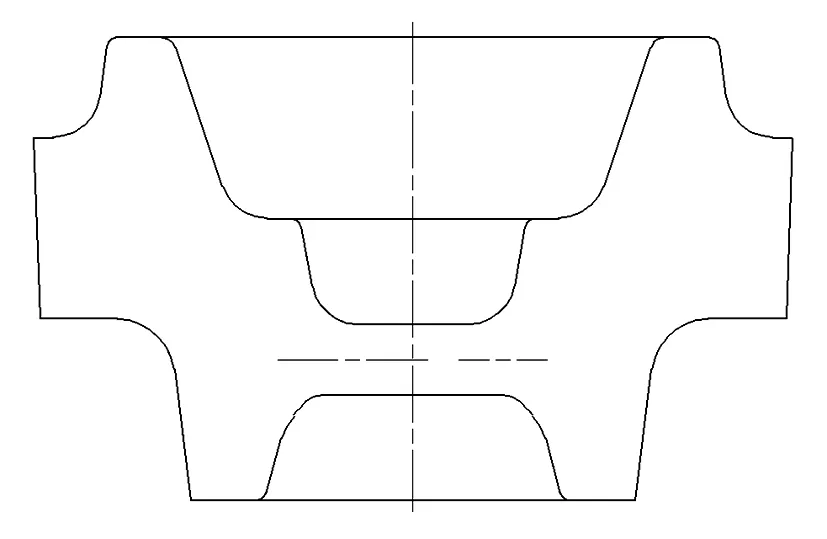
圖3 驅(qū)動(dòng)齒輪閉式熱鍛件圖
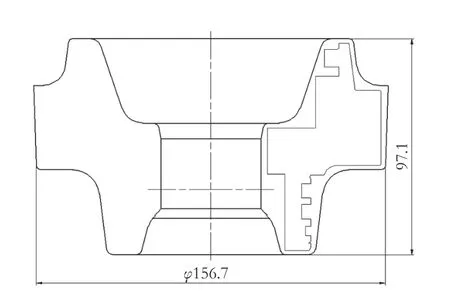
圖5 毛坯圖
根據(jù)毛坯圖輪廓(圖5)整體單邊余量2mm(細(xì)實(shí)線部分為最終產(chǎn)品圖輪廓),允許上尖點(diǎn)處未充滿圓角≤R4mm。鍛件重量7.95kg。熱鍛件圖的制定
終鍛件圖的制定主要考慮兩點(diǎn):⑴熱收縮率,對(duì)中、低碳素鋼和低合金結(jié)構(gòu)鋼在熱模鍛溫度時(shí),鍛件圖上所有尺寸的線性熱收縮率一般選用1.5%,將冷鍛件整體尺寸乘以1.5%即可獲得終鍛工步圖;⑵鍛件外形尺寸,終鍛熱鍛件圖的形狀尺寸一般與冷鍛件圖對(duì)應(yīng),但可根據(jù)模鍛情況對(duì)局部尺寸作適當(dāng)修整,比如沖孔變形,圖6 中尺寸φ62.5mm 的孔按熱收縮率1.5%在熱鍛件圖中應(yīng)為φ63.4mm,而最終設(shè)計(jì)時(shí)是φ62.6mm,縮了0.8mm,這是因?yàn)闊釠_孔時(shí)變形,該尺寸會(huì)變大,而增加的余量,同樣φ130.4mm 也是考慮到?jīng)_孔變形而增加了0.6mm 的余量。
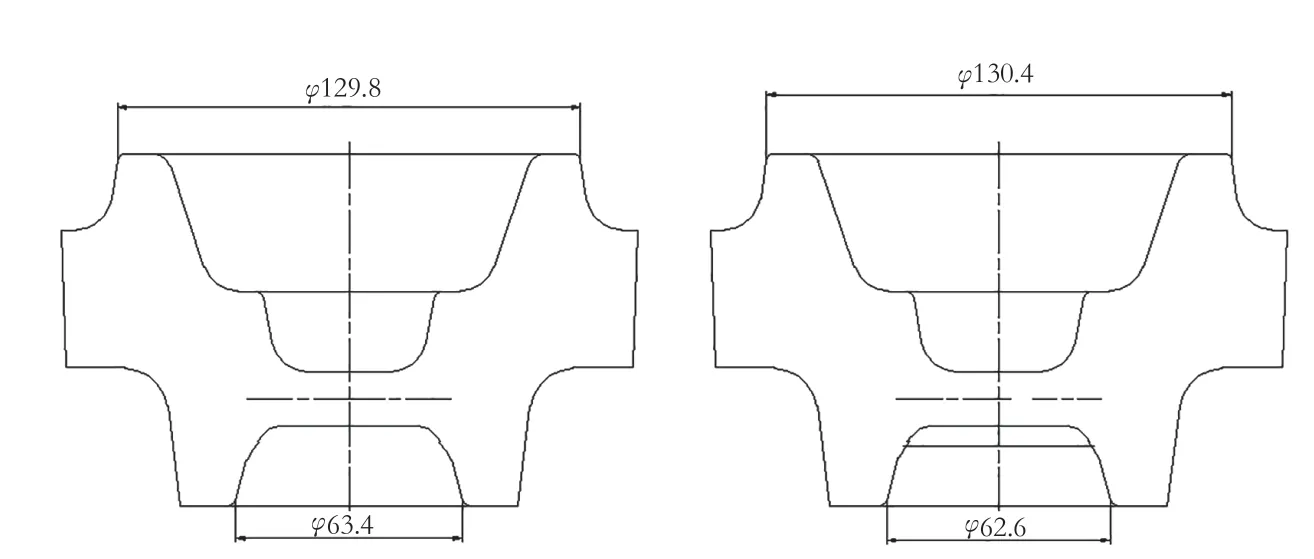
圖6 熱鍛件圖
預(yù)鍛熱鍛件圖的設(shè)計(jì)根據(jù)是終鍛熱鍛件圖,熱模鍛壓力機(jī)主要有三個(gè)工步:鐓粗、預(yù)鍛、終鍛。鐓粗一般設(shè)計(jì)成平鐓粗,鐓粗成圓餅子,終鍛件圖根據(jù)零件圖設(shè)計(jì),而預(yù)鍛件圖的設(shè)計(jì)是最為關(guān)鍵的,也是自由度最大的,為終鍛做準(zhǔn)備,主要起一個(gè)分料的作用,應(yīng)使設(shè)計(jì)的預(yù)鍛件在終鍛型槽內(nèi)盡可能鐓粗成形。
此次在設(shè)計(jì)預(yù)鍛型腔時(shí),主要有三種不同設(shè)計(jì)思路:
⑴為使預(yù)鍛件在終鍛時(shí)更好的定位和防止形成折疊,靠外圓定位,如圖7 所示,預(yù)鍛下模的形狀尺寸應(yīng)與終鍛下模基本吻合,預(yù)鍛上模設(shè)計(jì)成與終鍛上模形狀相近,當(dāng)模擬到終鍛連皮17.4mm 時(shí),內(nèi)部很明顯還有3 處未充滿,如圖8 所示。
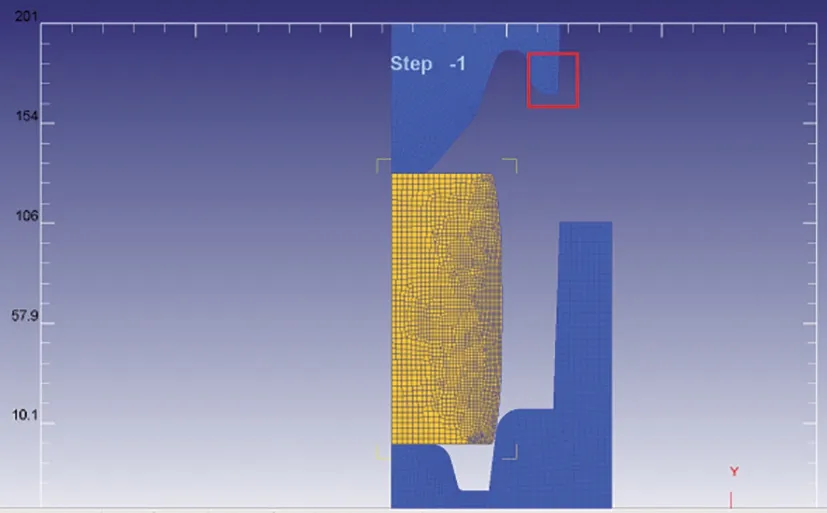
圖7 鐓粗后坯料放入預(yù)鍛型腔
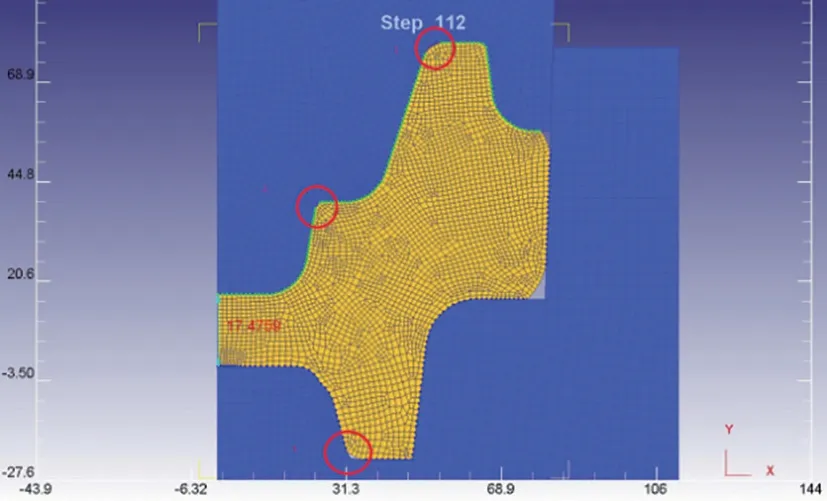
圖8 終鍛時(shí)內(nèi)部未充滿
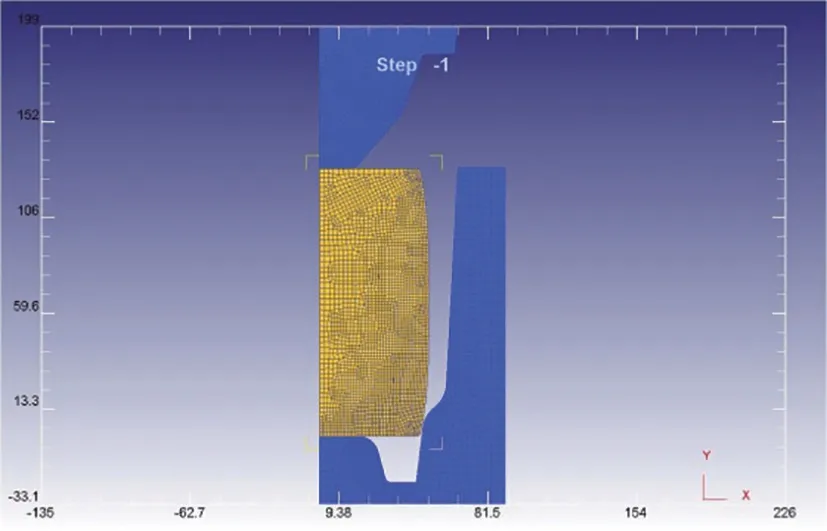
圖9 鐓粗后坯料放入預(yù)鍛型腔
⑵預(yù)鍛上模設(shè)計(jì)成簡(jiǎn)單的大凸臺(tái),如圖9 所示,同時(shí)為使預(yù)鍛件能進(jìn)入終鍛上模窄而長(zhǎng)的型腔內(nèi),如圖10 所示,將預(yù)鍛下模外圓直徑縮小,使預(yù)鍛件放入終鍛型腔不靠外圓定位,而是靠終鍛下模的窄且深的型腔定位。
從圖11 可看出當(dāng)模擬到終鍛連皮厚度為17.4 mm 時(shí),對(duì)比圖8 內(nèi)部很明顯已充滿,但在終鍛模擬中當(dāng)連皮厚度為20mm 左右時(shí),圖12 中紅圈部位出現(xiàn)折疊。
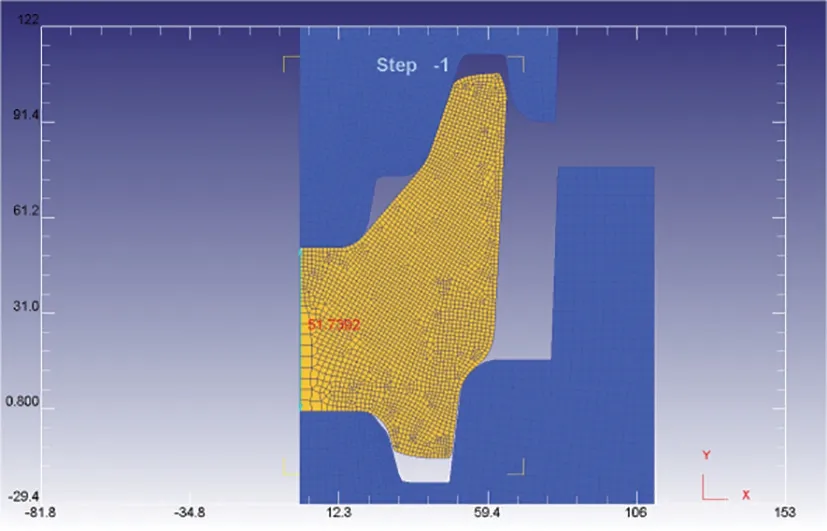
圖10 預(yù)鍛后坯料放入終鍛型腔
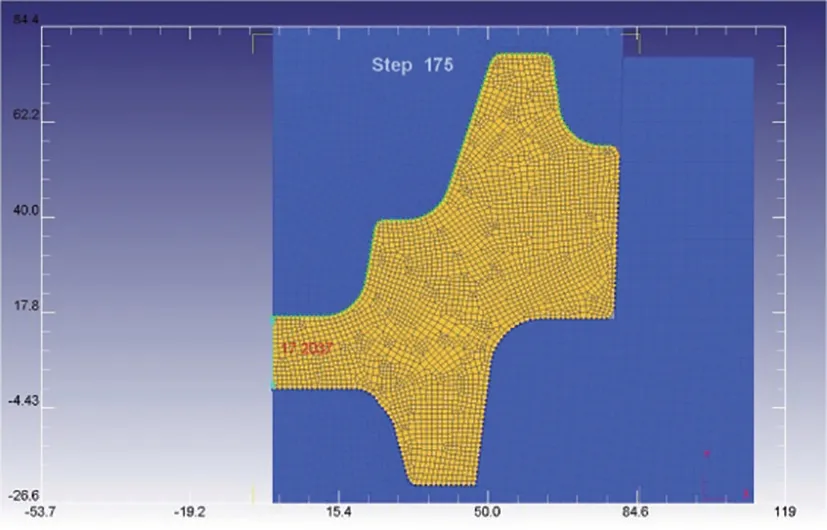
圖11 終鍛時(shí)內(nèi)部充滿
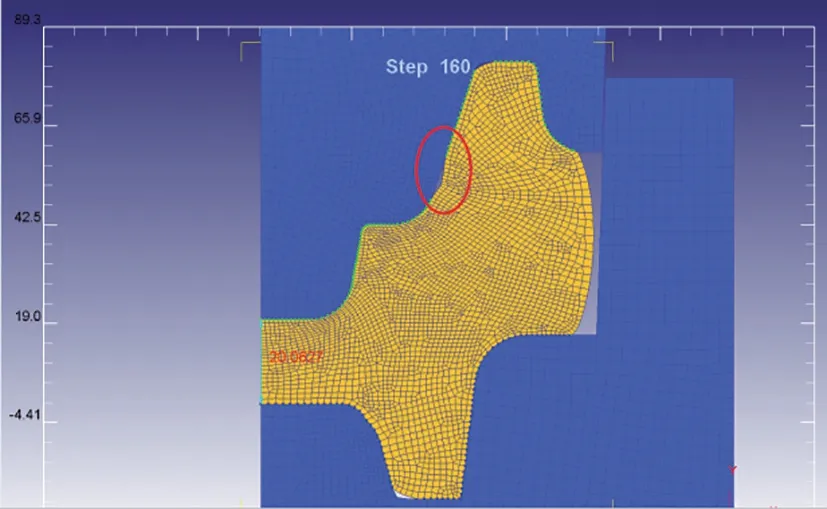
圖12 終鍛過(guò)程中(連皮20mm)出現(xiàn)折疊
⑶對(duì)比以上兩種設(shè)計(jì)思路,就最終鍛件充滿性而言,第二種設(shè)計(jì)思路更好,但是第二種設(shè)計(jì)方案在終鍛成形Deform 模擬過(guò)程中,在上模內(nèi)孔處有產(chǎn)生折疊的趨勢(shì)。針對(duì)上述兩種設(shè)計(jì)思路,綜合考慮鍛件最終的充滿和折疊兩種因素,設(shè)計(jì)出一方面能夠保證鍛件的充滿,另一方面避免鍛件產(chǎn)生折疊缺陷的預(yù)鍛工步圖。
鐓粗后的餅類件放在預(yù)鍛型腔中以下模內(nèi)孔定位(圖13);預(yù)鍛上模不做出圖7 中紅色方塊部分,這樣預(yù)鍛分料時(shí),盡可能將料保留到內(nèi)部,外部料分的少,確保終鍛時(shí)當(dāng)外部快充滿時(shí)內(nèi)部已完全充滿,終鍛Deform 有限元模擬時(shí),當(dāng)分模面處快充滿,連皮厚度為17.4mm 時(shí),型腔內(nèi)部已充滿(圖14),因?yàn)榇祟愋螤盍慵诮K鍛成形時(shí)料極易往外排,導(dǎo)致內(nèi)部充滿性不好;將預(yù)鍛連皮厚度由原來(lái)的52mm 增加到62mm,通過(guò)Deform 有限元模擬,鍛件在終鍛模擬過(guò)程中(圖15),沒(méi)有產(chǎn)生折疊的趨勢(shì)(圖16),因?yàn)楫?dāng)預(yù)鍛連皮薄時(shí),也就是預(yù)鍛件上凸臺(tái)高時(shí),預(yù)鍛件放入終鍛型腔,在終鍛成形過(guò)程中,在終鍛上模內(nèi)孔處由于型腔窄而長(zhǎng),極易在內(nèi)孔中間部位產(chǎn)生折疊;預(yù)鍛型腔設(shè)計(jì)的比終鍛型腔大13%,一般設(shè)計(jì)預(yù)鍛型腔比終鍛型腔大8%左右,因?yàn)榇诵螤畹念A(yù)鍛型腔,在成形過(guò)程中,料沿著預(yù)鍛上模往外流動(dòng)很快,預(yù)鍛極易出現(xiàn)毛刺,當(dāng)終鍛時(shí)毛刺壓入型腔產(chǎn)生折疊。
綜合上述三種方案,最終選擇第三種設(shè)計(jì)思路進(jìn)行模具設(shè)計(jì)。而實(shí)際生產(chǎn)中也驗(yàn)證了上述觀點(diǎn),采取第三種方案設(shè)計(jì)模具時(shí),鍛件充滿性好,且無(wú)其他折疊等鍛造缺陷。
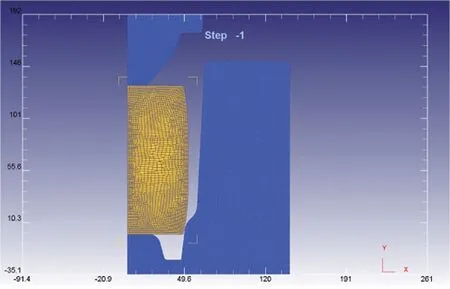
圖13 鐓粗后坯料放入預(yù)鍛型腔
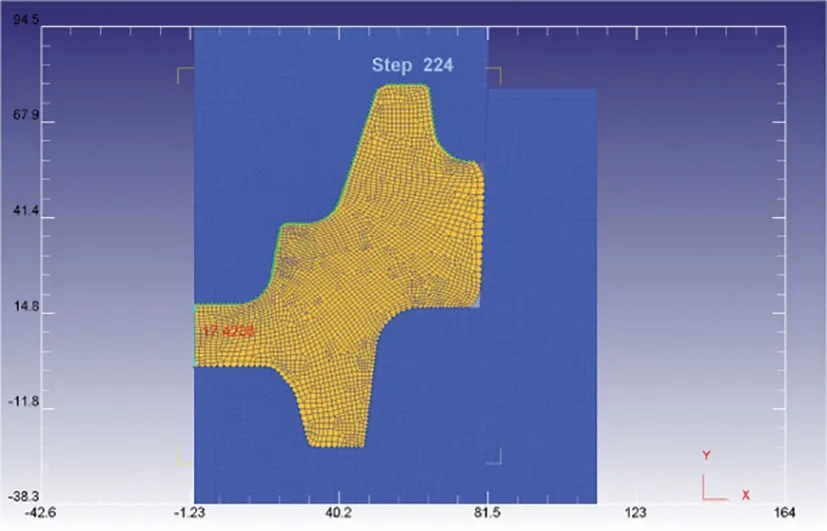
圖14 終鍛時(shí)內(nèi)部充滿
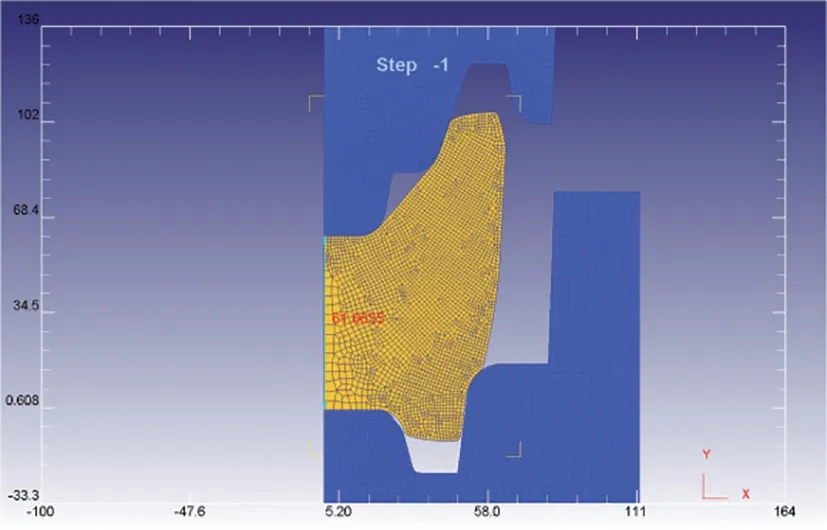
圖15 預(yù)鍛后坯料放入終鍛型腔
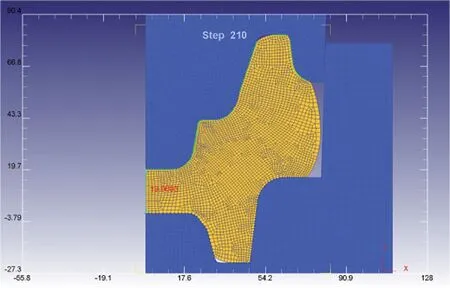
圖16 終鍛過(guò)程(連皮20mm)
結(jié)論
本文通過(guò)對(duì)驅(qū)動(dòng)齒輪類零件不同工藝設(shè)計(jì)的對(duì)比,得出以下結(jié)論:
⑴預(yù)鍛型腔不一定要完全根據(jù)終鍛型腔而設(shè)計(jì),要具體情況具體對(duì)待。
⑵預(yù)鍛型腔設(shè)計(jì)時(shí)一方面要考慮分料,另一方面也要考慮料的相對(duì)流速。
⑶此類零件在上模內(nèi)孔處極易產(chǎn)生折疊,預(yù)鍛連皮設(shè)計(jì)的要相對(duì)厚些。
⑷此類零件的預(yù)鍛型腔體積要大一些,否則預(yù)鍛易出毛刺,在終鍛時(shí)毛刺壓入型腔產(chǎn)生折疊。
⑸該驅(qū)動(dòng)齒輪類零件的模具設(shè)計(jì)對(duì)其他相似件模具結(jié)構(gòu)的設(shè)計(jì)具有借鑒和參考意義。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
