閥門類鍛件生產(chǎn)研究與實踐(下)
2021-02-27 07:11:48紀長全王赫大連大鍛鍛造有限公司
鍛造與沖壓 2021年3期
文/紀長全,王赫·大連大鍛鍛造有限公司
《閥門類鍛件生產(chǎn)研究與實踐》(上)見《鍛造與沖壓》2021 年第1 期
閥門類鍛件典型材料介紹
我們企業(yè)鍛造生產(chǎn)過以下材料:
⑴碳鋼系列:20Mn、А105、LF2、А42АР、Р355NH、Р280GH;
⑵合 金 結(jié) 構(gòu) 鋼 系 列:F5、F11、1Cr5Mo、12Cr1MoV、30CrMo、4130、18CrNiMo7-6、34CrNiMo6;
⑶不銹鋼系列:1Cr13、2Cr13、F316、F316L、F304、F304L、F321、F347、F310、Z2CND18-12NS、Z2CN19-10、17-4;
⑷鎳基合金:660、630、690、625、哈氏合金、英科耐爾材料、蒙乃爾合金;
⑸銅合金;
⑹鈦合金。
材料變化,衍生了新的鍛造工藝和經(jīng)驗方法,需要我們不斷地去探索與實踐。
典型產(chǎn)品鍛造工藝介紹(體、蓋)
法蘭閥體整體鍛造
法蘭與閥體整體鍛造是近幾年的發(fā)展方向,這樣做的好處是完全避免焊接缺陷,增強閥門可靠性,缺點是鍛造難度增加、材料利用率降低,這種結(jié)構(gòu)形式會逐漸得以推廣,以替代焊接結(jié)構(gòu),如何將鍛造工藝進一步優(yōu)化是鍛造同仁的責任與義務。
⑴鍛造工藝流程如下:原材料檢驗→下料→加熱→壓扁→預鍛→終鍛→切邊→熱處理→表面清理→無損檢驗→防銹→包裝→發(fā)貨。
⑵鍛件的基本信息。雙法蘭閥體鍛造毛坯外形尺寸:法蘭處最大直徑125mm,閥體總長164mm,如圖8 所示。

圖8 雙法蘭閥體鍛造毛坯
1)制坯。原材選用直徑110mm,長度140mm 的F316 不銹鋼圓棒料。圓棒料在模具平面上直接壓扁至70mm,如圖9 所示。
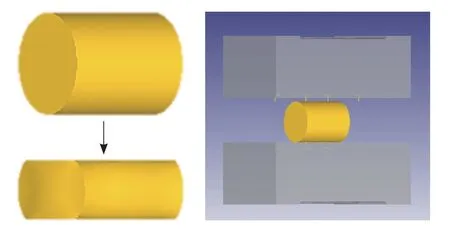
圖9 制坯
2)預鍛。預鍛形狀兩端法蘭直徑為125.86 mm,法蘭處截面積為12435mm2,兩端法蘭之間長度為165mm。制坯后,材料高70mm,寬140mm,長160mm,截面積約為9800mm2。制坯形狀與預鍛形狀對比:截面積小于預鍛;長度小于預鍛。壓扁后的材料直接立放于預鍛型腔內(nèi)(圖10)。制坯過程中,材料未對中法蘭部位單獨鐓粗處理。
3)終鍛。將預鍛后毛坯放入終鍛模中,直接終鍛成形(圖11)。
4)切邊。將終鍛后毛坯放入切邊模中,切除飛邊,鍛件開成最終形狀(圖12)。
超臨界閥門鍛造
主要用于火電項目,小型鍛件與常規(guī)鍛造工藝沒有區(qū)分,基本一樣,就不做介紹了。大型鍛件,重量有幾噸重,我們的鍛造工藝過程如下:
⑴必須保證加熱工藝的正確性以及充足和合適的鍛比,因為我們又重新進行了加熱,晶粒會再結(jié)晶與長大,通過鍛造過程的外力對晶粒進行細化,鍛造過程的加熱溫度、保溫時間、升溫速率必須進行嚴格控制,避免內(nèi)部裂紋產(chǎn)生;冷卻過程也特別關鍵,合金鋼需要緩冷,可以采取坑冷、隨爐冷卻、控制冷卻等方式,具備條件的企業(yè),建議鍛后直接裝爐通過給定程序控制冷速。
⑵10 寸閥體鍛造工藝路線。材料入場檢驗→下料→加熱→預鍛制坯→胎模成形→出模。
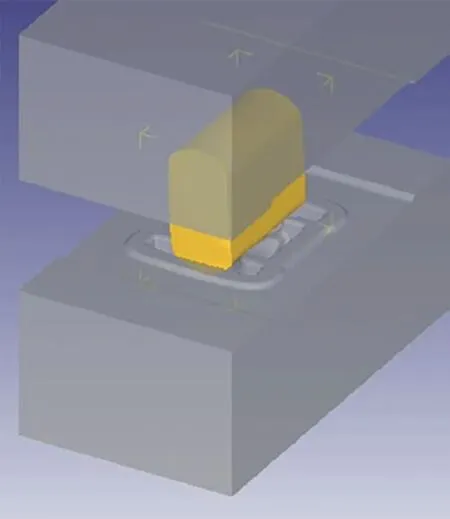
圖10 預鍛
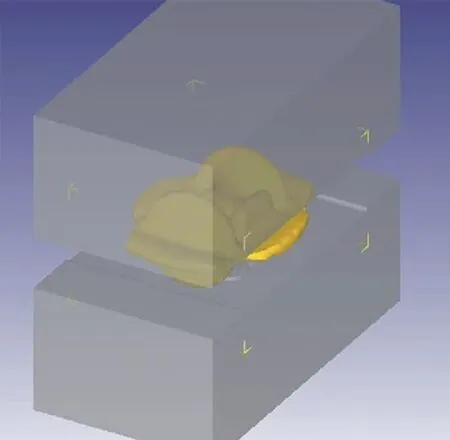
圖11 終鍛
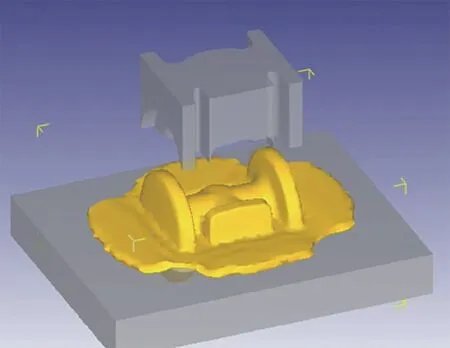
圖12 切邊
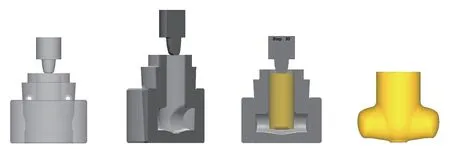
圖13 胎模模具裝配圖及成形件
⑶閥體基本信息。10 寸閥體成形鍛件,鍛件總質(zhì)量為1270kg,胎模模具裝配圖及成形件如圖13 所示。
CАР1400 爆破閥鍛造
這是我們公司承擔的《遼寧省科技創(chuàng)新重大專項》課題項目,鍛造是重要一環(huán),目前CАР1400 是世界范圍內(nèi)的創(chuàng)新產(chǎn)品,АР1000 是我國引進的國外先進技術,自主研發(fā)成功的CАР1400是里程碑意義的產(chǎn)品,將在華龍一號上得以運用。
爆破閥鍛造工藝路線為材料入場檢驗→下料→加熱→預鍛制坯→胎模扣型→沖孔整形。爆破閥鍛件及鍛造工藝過程模擬如圖14 所示。

圖14 爆破閥鍛件及鍛造工藝過程模擬
球閥體鑄造改鍛造
從產(chǎn)品性能方面來看,鍛造比鑄造優(yōu)越性更高,但是工藝上要求我們不斷改善,來彌補材料利用率方面的不足。圖15 球閥閥體鍛件就是鑄造件用鍛件來替代,是今后的一個方向,需要鍛造同仁技術上提高,創(chuàng)造出自己的市場領域。
LNG 閥體、蓋鍛造

圖15 球閥閥體鍛件
LNG 閥門類鍛件,主要以不銹鋼鍛件為主,為了防止后續(xù)工序產(chǎn)品質(zhì)量缺陷的產(chǎn)生,我們嘗試復合模具的使用,實踐中產(chǎn)生良好效果,廢品率得到有效遏制,與常規(guī)產(chǎn)品質(zhì)量水平基本持平。采用復合模具切、沖設計,減少生產(chǎn)工位,解決了鍛件沖孔、切邊變形過大的問題。復合模具簡圖如圖16 所示。
核級閥門鍛件鍛造
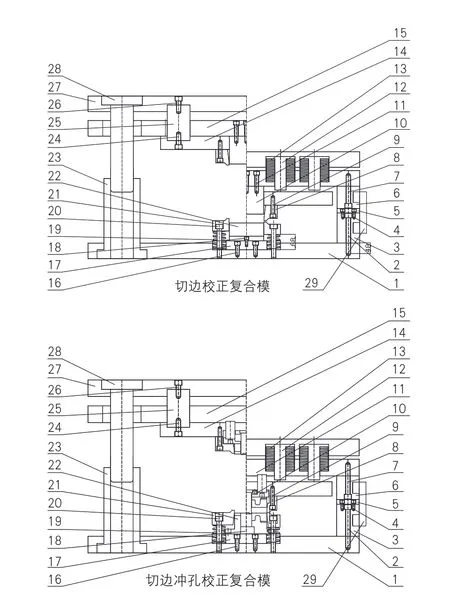
圖16 復合模具簡圖
核級閥門鍛造要求企業(yè)必須獲得相應的資質(zhì)、從業(yè)人員必須備案,作業(yè)程序事先獲得批準與備案,全過程具有追溯性。材料供應商要在合格供應商范圍,檢驗試驗不可越點(E、R、H 點)。無損檢測人員必須在核安全局備案,不可超出檢測范圍。試樣的獲取與技術文件必須嚴格一致等等,鍛件如圖17 所示。
鍛造設備選擇及其優(yōu)缺點比較
熱模鍛機械壓力機
閥門類鍛件,大批量生產(chǎn)我們通常考慮的設備就是熱模鍛機械壓力機,生產(chǎn)過程易于控制、效率高、尺寸精度精良、制造成本適中。我們可以根據(jù)理論公式計算或?qū)嵺`經(jīng)驗選定所應該使用的設備,這是普通技術人員都可以掌握的基本理論知識。生產(chǎn)環(huán)境干凈、環(huán)保,勞動條件好,易于實現(xiàn)自動化生產(chǎn)。
電動螺旋壓力機
與摩擦壓力機比較,有更大的產(chǎn)品優(yōu)勢,國內(nèi)外正在普及推廣使用,有替代熱模鍛機械壓力機的趨勢,畢竟一次性投資成本更低,產(chǎn)品質(zhì)量與生產(chǎn)效率都比較令人滿意,也可以實現(xiàn)自動化控制,鍛造過程使用機器人作業(yè)生產(chǎn)。
模鍛錘
較簡單的閥門類鍛件可以選擇使用此類設備,因為沒有頂出裝置,產(chǎn)品出模角大、尺寸不好控制、型腔布置較難、精密鍛件精度難以保證,受限較多。
多向模鍛壓力機
多向模鍛壓力機應該說是閥體類產(chǎn)品、三通產(chǎn)品最應該選擇的設備,材料利用率最高,貴重金屬就更合適了,如何提高生產(chǎn)效率,還有待于進一步探討。效率提高之后,具有廣泛的市場前景。將來在三通、閥體鍛造領域造詣應該很大。
胎模鍛

魏晉南北朝時期,是中國古代服裝史上又一個大轉(zhuǎn)變的時期。由于大量少數(shù)民族進入中原地區(qū),胡服成為社會上司空見慣的裝束,一般平民百姓的服裝,受胡服的影響最為強烈。他們將胡服中窄袖緊身、圓領、開衩等因素吸收到原有的服飾中來。漢族貴族也在胡服的基礎上加以變化,方法是將其長度加長,加大袖口和褲口,改左衽為右衽。但禮服仍然是傳統(tǒng)的漢族禮服形式。
批量小,形狀較簡單,單重很大的閥體類鍛件,可以適當選擇此工藝。模具較簡單,投入不大,可以比自由鍛造節(jié)約材料,工藝不復雜,鍛造比較大,可以節(jié)約原材料和機械加工成本,金屬流線也更接近產(chǎn)品形貌,性能更可靠、壽命更高。產(chǎn)品性能試棒可以取自于產(chǎn)品母體,生產(chǎn)效率比自由鍛造提高很多。
摩擦壓力機
如果批量不是很大,建議選擇此類設備。因為從設備比較來看,效率要比熱模鍛壓力機低,但是設備投資較低,最大優(yōu)勢是可以生產(chǎn)行程要求較大的產(chǎn)品,有上下頂出裝置。
油壓機
油壓機是萬能設備。缺點也突出:效率最低。優(yōu)點是,別的設備解決不了的問題可以用它實現(xiàn)。
對擊錘
使用越來越少,不建議閥門類鍛件生產(chǎn)選擇這類設備。
結(jié)束語
鍛鋼閥門在工業(yè)領域的地位逐漸得到了提升,發(fā)展前景廣闊,隨著關鍵重大裝備國產(chǎn)化的進一步提高和出口市場的逐漸擴大,對閥門鍛件的需求也在穩(wěn)步增加,我們經(jīng)過40 余年的時間探索,對閥門鍛件的工藝有了一定的研究,參與了多個國家科技創(chuàng)新重大專項產(chǎn)品的研制,完成了多個國家和行業(yè)的標準,多項鍛鋼閥門產(chǎn)品通過了國家級鑒定,獲得了二十余項發(fā)明專利。但是對耐高溫、高合金的高強度材料的鍛造工藝需要進一步深入的研究,同時在如何進一步提高材料利用率方面還有許多工作要做,希望我們鍛造行業(yè)的專家與經(jīng)營者共同努力,把閥門鍛件做到最好。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
流程工業(yè)(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中學科技(2014年11期)2014-12-25 07:38:53
消費者報道(2014年7期)2014-07-31 11:23:57
