等離子噴焊ZrC增強鐵基噴焊層Q345復合板的制備
2021-02-23 11:56:44于宏辰張俊翔陳思穎寧玉恒
吉林化工學院學報 2021年1期
關鍵詞:工藝
于宏辰,張俊翔,陳思穎,寧玉恒
(1.長春工程學院,機電工程學院,吉林 長春 130021;2.長春工程學院,應用技術學院,吉林 長春 130021;3.長春工程學院 水利與環境工程學院,吉林 長春 130021;4.大唐東北電力試驗研究院有限公司,吉林 長春 130000)
磨損與腐蝕是工件破壞的主要方式,嚴重制約經濟的發展.一般情況下,工件的破損現象主要產生于工件的表層部分[1].故而提高工件的表面性能是提高工件使用壽命、降低生產成本的重要方法[2].
用于增加材料表面性能的方法包括激光熔覆、熱噴涂、氣體鎢極電弧焊及等離子噴焊[3-4].等離子噴焊是工件表面強化的重要手段之一,它具有合金材料用量少、應用范圍廣、價格便宜、生產效率高與自動化程度較高等諸多特點,可以在零件表面制備高性能的合金涂層,并且,鎳基、鈷基合金粉末較為常見.然而,上述粉末的價格較為昂貴,一般只用于特殊要求的零部件表面.鐵基合金粉末成本低廉且與鋼鐵基體的融合性較好而逐漸引起廣泛的關注.然而單一的鐵基合金噴焊層性能很難滿足工業生產需求.顆粒增強金屬基復合涂層技術在進一步改善涂層性能方面具有重要應用,該方法能使涂層基體晶粒明顯細化,可解決單一金屬基涂層所帶來的性能低下問題.因此,顆粒增強鐵基合金粉末噴焊層的制備正逐步成為研究熱點[5-6].
ZrC具有高硬度、高熔點、高穩定性、抗腐蝕性和良好的導熱性,且與金屬潤濕性優良,可以作為鐵基粉末良好的顆粒增強體[7-9].同時,ZrC與鐵具有較低的晶格錯配度,有效的細化了晶粒.因此,ZrC的加入對于改善噴焊材料的耐磨性和強度方面效果明顯.然而,目前關于ZrC顆粒增強鐵基表面處理的研究主要集中在激光熔覆技術上;而激光熔覆技術成本較高,很難滿足生產需求.相比之下,等離子噴焊技術成本低廉、生產效率高且自動化程度高,適合現代生產需求.因此,利用等離子噴焊技術進行ZrC顆粒增強鐵基復合噴焊層的制備對工業生產幫助較大,而目前對該領域的研究較少[10].
Q345低合金鋼具有強度高、韌性和疲勞性能良好的特點,廣泛應用于轉向架構架、壓力容器、管道及鋼結構等[11].因此,本論文以Fe55的粉為基體同時加入ZrC陶瓷顆粒,在Q345表面進行等離子噴焊.從而優化了ZrC增強鐵基噴焊層Q345復合板的制備工藝,為優化鋼鐵材料等離子噴焊表面處理技術提供實驗依據.
1 實驗部分
1.1 試劑與儀器
本實驗所選用基體材料是尺寸為300 mm×70 mm×6 mm的Q345低合金鋼,噴焊材料選用目數為150-300目的Fe55型Fe基自熔性合金粉末,其主要化學成分如表1所示.選用目數為140-300目的ZrC陶瓷顆粒作為增強相,以期提高鐵基合金噴焊層的力學性能.

表1 Fe55型 Fe基自熔性合金粉末化學成分
1.2 實驗過程
利用等離子噴焊技術(Plasma transferred arc welding)在其表面制備了含有3.0 wt.% ZrC的鐵基合金噴焊層.首先,設計簡單正交實驗以達到優化最佳噴焊工藝的目的.實驗后通過觀察焊縫宏觀形貌、熔池深度、余高高度以及顯微硬度等對焊縫成形系數及硬度較低的工藝進行排除,進而優化出最佳的噴焊工藝.對利用優化的工藝制備的試樣進行切割取樣,利用金相顯微鏡(Carl Zeiss-Axio Imager A2m)、掃描電鏡(EVO 18,Carl Zeiss)分別對其進行金相觀察與物相分析、利用顯微硬度計(1600-5122VD Microment 5104)進行顯微硬度測試、利用夏比擺錘沖擊實驗機(PTM2000)對試樣進行沖擊測試,利用掃描電鏡(EVO 18,Carl Zeiss)對沖擊試樣斷口進行觀察以分析其斷裂機制.
2 結果與討論
正交實驗的噴焊工藝參數見表2.根據課題組前期研究離子氣、保護氣對ZrC增強鐵基噴焊層質量影響的結果,將離子氣、保護氣分別設定為1.2~1.4 L/min、10~12 L/min.所以只需改變焊接電流、焊槍行走速度以及送粉量來探索符合要求的最佳工藝參數.并且,在焊前對Q345鋼板進行預熱,以減小焊接變形,預熱溫度為200 ℃,預熱時間為30 min.相應工藝參數條件下制備的噴焊復合板體式顯微鏡圖如圖1所示.從圖中可以看出,通過測量焊縫宏觀形貌、熔池深度以及余高高度等參數計算出焊縫成形系數;同時對各試樣進行硬度測試,選取試樣中硬度較高、焊接成形系數較大的試樣作為正交實驗的最佳工藝,具體結果如表3所示.從表3中結果可以看出,優化出最佳的噴焊工藝為電流60 A、焊槍行走速度20 mm/min、送粉量為35 %、離子氣流量為1.2~1.4 L/min、保護氣流量為10~12 L/min.

表2 正交實驗設計明細

圖1 正交實驗中各焊縫體視顯微鏡圖片

表3 焊縫宏觀特征參數
圖2為最優焊接工藝條件下噴焊層與基體的光鏡組織圖.

圖2 最優焊接工藝條件下噴焊層與基體的光鏡組織圖
其中圖(a)為基板組織、圖(b)為熱影響區組織、圖(c)熔合線附近組織、圖(d)噴焊層組織,(e)、(f)、(g)、(h)分別為(a)、(b)、(c)、(d)的放大圖.從圖中可以看出,Q345基板的組織正常,為珠光體+鐵素體組織(圖2(a)、(e)).同時對未加ZrC的噴焊層也進行光鏡觀察如圖3所示.

圖3 最優焊接工藝條件下未加ZrC的噴焊層光鏡組織圖
從圖中可以看出,熱影響區處金相組織仍為珠光體+鐵素體組織(圖2(b)、(f)).和基板組織相比,熱影響區處的組織織構現象不明顯.這是由于在焊接過程中,熱影響區所受熱量較高,在焊槍經過之后其又在空氣中冷卻,此過程相當于對該處進行正火熱處理,其間原子受熱擴散導致鐵素體與滲碳體進一步發生非定向生長.熔合線附近無明顯微裂紋產生;且熔合區涂層存在白亮層(箭頭所示),表明涂層與基板均達到了結合強度較高的冶金結合(圖2(c)、(g)).圖2(d)、(h)為噴焊層組織,從圖中可以看出,和圖3相比,ZrC的加入使鐵基體晶粒組織發生明顯的細化和均勻化,原有定向生長的粗大樹枝晶受到抑制,整體組織的生長各向異性有所減弱,出現了近等軸晶,組織的均勻性較高.并且,在等離子噴焊過程中,在高能量密度的離子弧作用下噴焊層吸收熱量較大且微米ZrC顆粒具有較高的硬度和熔點.因此部分微米ZrC將熔化成為Zr和C原子.但由于Zr元素是可以促進碳化物的形成,在高溫區又會重新和C反應形成初析碳化物 ZrC.未熔及重新析出的 ZrC將會成為非自發形核核心,在熔池中促進熔化鐵粉的凝固形核,從而發生晶粒細化.
采用維氏顯微硬度計對噴焊層橫截面的顯微硬度進行測量,其中顯微硬度測量具體位置如圖4所示,取距離熔合線相同距離點硬度平均值作為該處硬度,以減少試驗誤差.

圖4 噴焊復合板硬度測試點
從表4中可以看出,多次測量的高強層硬度均在600(Hv10)以上.對試樣進行沖擊實驗,為使實驗數據更加準確,對該復合板進行3次實驗,取平均值后得出試樣的沖擊韌度為192.8 J/cm2;并且對沖擊斷口進行了分析.圖5為沖擊試樣的斷口形貌圖,其中圖(a)、(b)為高強層,圖(c)、(d)為基體層,圖(e)、(f)為熔合線附近,其中(b)、(d)、(f)分別為(a)、(c)、(e)的放大圖.從圖中可以看出,在沖擊過程中高強層的斷口形貌為河流狀花樣,斷裂方式為準解理斷裂;在基體層位置處,存在明顯的冰糖狀形貌,其斷裂方式為解理斷裂.而在熔合線位置發現,雖然板材受到快速變形,但噴焊層與基體層仍然具有較好的結合,未發現微觀裂紋的存在;并且,熔合線附近的基體層位置仍具有解理斷裂的特征,而噴焊層附近也仍為準解理斷裂.在沖擊實驗過程中,由于試樣發生瞬間變形,位錯運動也非常快,使得位錯所穿過的晶粒來不及形成韌窩就已經發生了斷裂,因此解理斷裂可以發生于基體中.而在噴焊層中,由于ZrC陶瓷顆粒的存在,在沖擊過程中,ZrC陶瓷顆粒對位錯起到一定的阻礙作用,位錯在噴焊層中的移動速度要慢于在基體中的移動速度,導致了河流狀花樣在噴焊層里的形成.
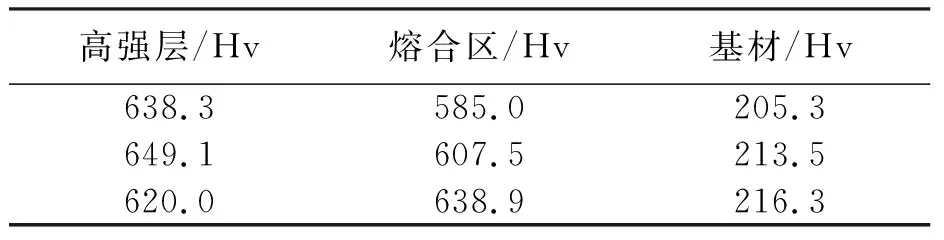
表4 最優工藝制備的噴焊層復合材料硬度

圖5 沖擊試樣的斷口形貌圖
對噴焊層進行進一步的XRD分析,如圖6所示.從圖中可以看出在噴焊層中僅存在鐵素體、(Cr,Fe)7C3及ZrC相.

2θ/degree圖6 噴焊層XRD圖譜
噴焊層各位置能譜如圖7所示,從圖中可以看出1點為噴焊層中的鐵基體,除含有Fe元素之外,C、Cr元素也固溶于Fe晶粒中.2點為共晶相,根據圖(c)中的元素成分顯示結合圖6確定該共晶相為(Cr,Fe)7C3相,由于該析出物質為硬脆相.因此,針狀(Cr,Fe)7C3硬脆相的存在是導致合金噴焊層硬度較高的重要原因.
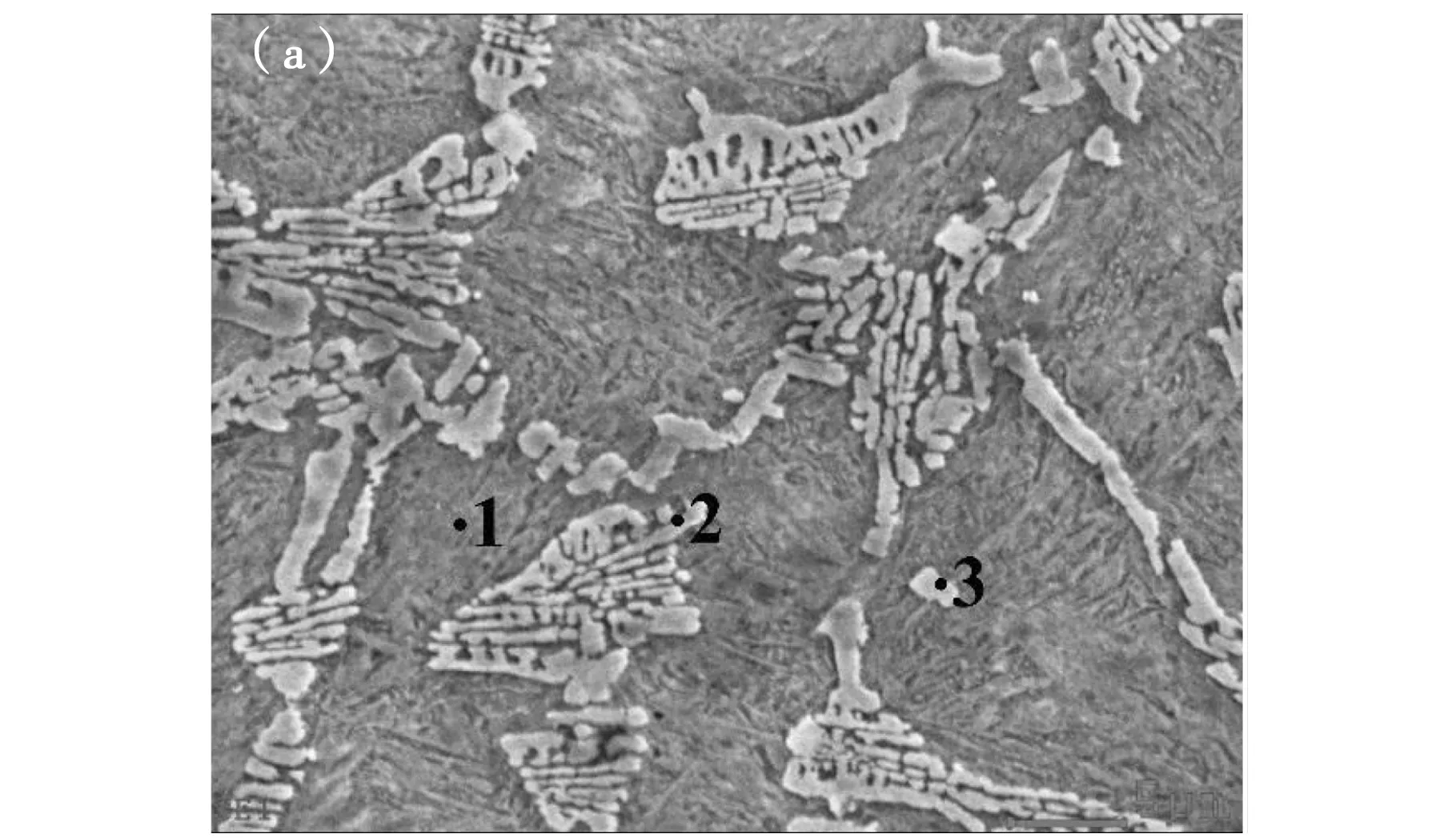
(a)掃描電鏡圖片

(b)為(a)中1點處的能譜及成分
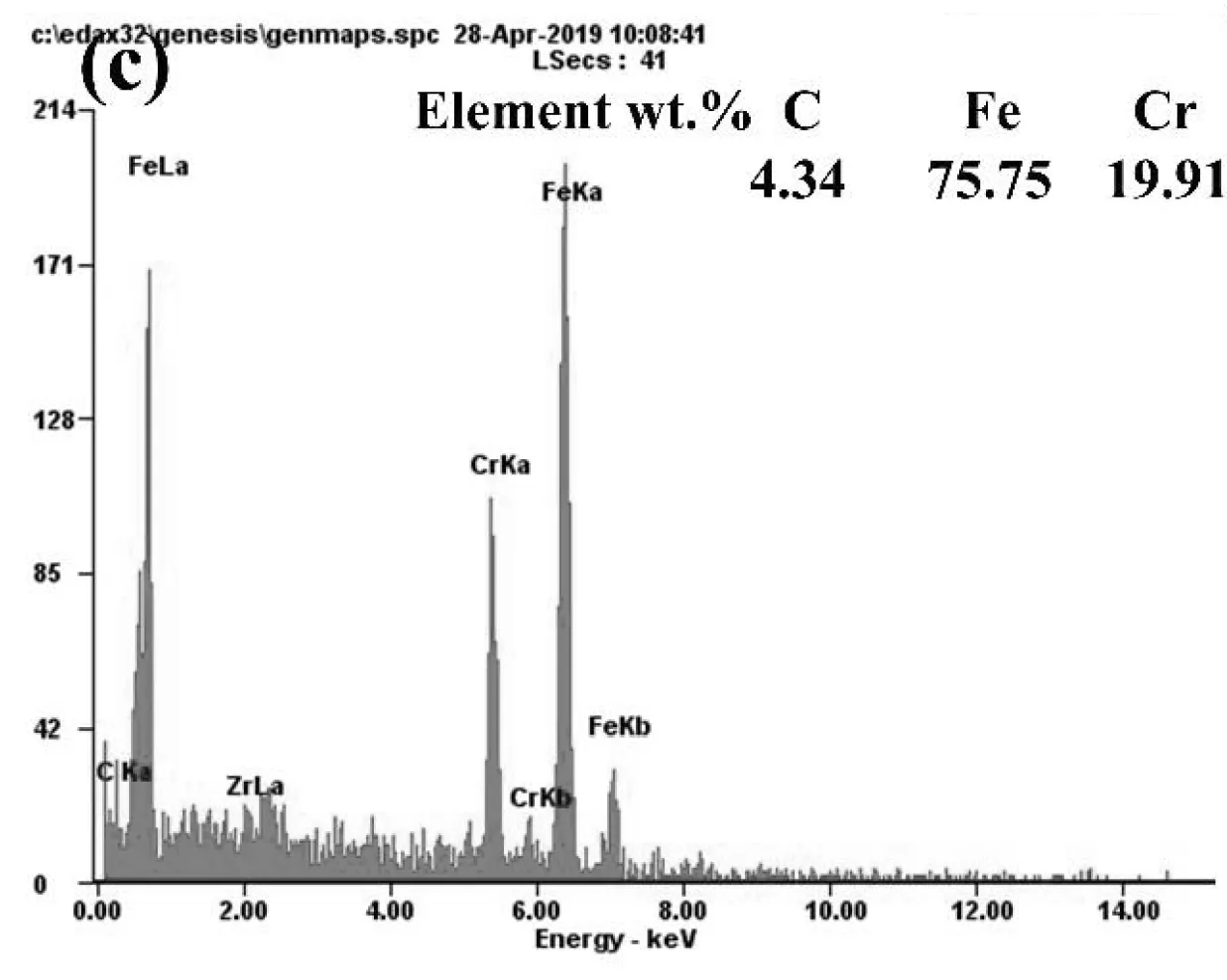
(c)為(a)中2點處的能譜及成分

(d)為(a)中3點處的能譜及成分圖7 噴焊層各處掃描電鏡及能譜圖
不僅如此,由于冷速較快,大量Cr、C固溶于鐵基體中,所產生的固溶強化作用使噴焊層硬度提高.而在鐵晶粒內部存在的物質進行能譜分析發現(3點),該物質含有大量的Zr和C,我們認為該物質為ZrC相,正是由于ZrC作為鐵晶粒內部的異質核心使得鐵晶粒得到明顯細化,這對提高噴焊層硬度是有益的.
3 結 論
等離子噴焊金屬基陶瓷復合涂層同時具備表面涂層技術和復合材料技術的優點,將金屬的高韌性與陶瓷材料的高熔點、高硬度、高耐磨性等結合起來,在零件的表面制備一層具有高硬度的含有陶瓷增強相的合金層,同時又保證了基體的強韌性從而大大提高了零件的使用壽命.具體結論如下:
(1)確定出噴焊最佳工藝參數為電流60 A、焊槍行走速度20 mm/min、送粉量為35 %、離子氣流量為1.2~1.4 L/min、保護氣流量為10~12 L/min.
(2)通過顯微硬度和沖擊試驗測試,試樣的平均沖擊韌度為192.8 J/cm2;高強層硬度可達600(Hv10).
(3)噴焊層凝固過程中會析出(Cr,Fe)7C3共晶相,且其為硬脆相;同時,ZrC硬度較高可作為合金的增強相,最終導致噴焊層硬度高.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52