論16V240ZJB型柴油機噴油泵的損傷及檢修
2021-02-20 06:01:07丁洪東
內燃機與配件 2021年2期
丁洪東
摘要:16V240ZJB型柴油機是我國國產東風4B型內燃機車的發動機。噴油泵又叫高壓油泵,是柴油機最關鍵的部件之一,此部件工作性能的好壞直接影響到柴油機能否正常工作,從而關系到內燃機車是否正常運行。本文對16V240ZJB柴油機噴油泵在運用過程中主要產生的損傷形式及原因進行分析,并對噴油泵主要部件的檢查、維護、尺寸測量、檢修和試驗等方法進行探討,以保證噴油泵在裝機后的工作性能。
關鍵詞:柴油機;噴油泵;損傷;檢修
中圖分類號:U269.5? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)02-0135-02
0? 引言
16V240ZJB型柴油機噴油泵為單體柱塞式,主要由柱塞偶件、出油閥偶件、油量調節機構、傳動部件和泵體五大部分組成,其中的柱塞偶件和出油閥偶件為柴油機的精密部件,要求較高。
1? 主要損傷形式和原因
1.1 柱塞偶件的損傷
柱塞偶件由柱塞和柱塞套組成,為噴油泵的精密部件,兩者的配合間隙非常小,一般在0.003~0.005mm。
1.1.1 柱塞偶件卡滯
柱塞偶件由于柱塞和柱塞套的配合間隙小,容易發生卡滯現象,柱塞偶件的卡滯一般多發生在柱塞套油孔的邊緣處。主要原因:緊固出油閥的壓緊螺套擰緊力矩過大,使油孔內縮變形;柱塞偶件的配合間隙過小。產生柱塞偶件卡滯后,柱塞在柱塞套內動作不靈活,使供油量無法調節或不供油。
1.1.2 柱塞偶件磨損過大
柱塞偶件磨損過大的區域主要發生在柱塞上部各棱邊以及柱塞的外表面。主要原因:由于燃油中殘存的雜質、顆粒充當磨料,使磨損加劇。若柱塞偶件磨損過大,使之與柱塞套內孔的配合間隙過大,燃油漏泄量增加;并且使供油始點落后及供油終點提前,使供油量下降。
1.2 噴油泵漏泄嚴重
噴油泵漏泄一般發生在柱塞與柱塞套配合間隙處及柱塞套凸肩與泵體支承凸臺的密封面處。主要原因:柱塞與柱塞套配合間隙太大,密封不嚴。噴油泵漏泄太大,使噴油泵的供油壓力下降,并且燃油漏入污油箱的數量增加。
2? 噴油泵的檢修及試驗調整
根據噴油泵在工作過程中的損傷形式,在噴油泵組裝之前主要作以下維護與檢修:
2.1 柱塞偶件的檢修
2.1.1 外觀檢查
目測檢查柱塞柱塞偶件的配合狀態。檢查柱塞表面及柱塞套內孔面是否有拉傷、碰傷、偏磨、裂損。如有輕微劃痕、銹蝕或配合不當可研磨修復,重則成對更換。檢查柱塞表面有無裂紋,可用電磁探傷法檢查,有則成對更換。
2.1.2 配合間隙檢查
2.1.2.1 斜置滑動檢查法
對柱塞偶件進行傾斜滑動試驗。將經過清洗和潤滑后的柱塞偶件傾斜45°,使柱塞轉動到任何圓周位置,從柱塞套中抽出1/3,放手后柱塞能在任何圓周位置依靠自重自由滑落到柱塞套底部且無任何阻滯,否則說明柱塞偶件配合過緊,應研磨修復。
2.1.2.2 嚴密度試驗
柱塞與柱塞套的配合間隙很小,一般為0.003~0.005mm,為保證偶件之間具有恰當的配合間隙,除了進行斜置滑動檢查外還需進行嚴密度試驗來檢查。
試驗條件:環境和油溫為(20±2)℃;試驗用油為柴油和機油的混合油,粘度為(1.013~1.059)10-5m2/s。
試驗方法:封閉柱塞偶件頂面,轉動柱塞使其滑塊中心線與柱塞套定位銷孔中心線成40°,固定其位置;在柱塞套內充滿試驗油,在柱塞尾端施加5595N的恒定推力,使柱塞向上移動,此時在柱塞偶件的頂部將形成22MPa的穩定壓力,柱塞從供油始點到供油終點(移動一個有效行程)的時間即為柱塞偶件的嚴密度,應為7~25s。連續試驗2~3次,測得的時間相差應不超過4s。
若時間t<7s,說明嚴密度太小,柱塞偶件配合間隙過大,密封性能差,工作過程中漏泄多,引起噴油泵供油量不足。這種情況一般是由于柱塞偶件的磨損太大而引起,應當更換柱塞偶件;若時間t>25s,說明嚴密度太大,柱塞偶件配合間隙過小,易造成柱塞卡滯,需對柱塞偶件進行研磨。研磨時,將柱塞偶件分別夾在研磨機上,用鑄鐵研磨器涂上研磨膏進行研磨,最后再進行對研,直至符合要求為止。
試驗時,環境溫度及試驗用油的粘度、油溫等對嚴密度試驗有較大的影響,若試驗用的環境條件不標準,可采用比較修正法(用標準柱塞偶件的嚴密度比較修正)。
2.2 出油閥偶件的檢修
16V240ZJB型柴油機噴油泵采用卸載緩沖式出油閥偶件,由出油閥和出油閥座組成,也是柴油機的精密部件。出油閥包括彈簧座、卸載凸緣、四方菱形導向區、密封錐面和緩沖圓柱體等部分。
2.2.1 外觀檢查
檢查出油閥偶件有無裂紋,有則更換;檢查有無拉傷,有則修復或更換。
2.2.2 配合間隙檢查
2.2.2.1 卸載凸緣與座孔的間隙檢查
從卸載凸緣開始進入出油閥座導向孔到出油閥完全落座時為止,高壓系統所增加的容積叫作卸載容積。卸載容積既不能過大也不能過小,過大將使出油閥落座時高壓系統內剩余油壓過低,在低轉速和低負荷情況下噴油霧化較差,在高轉速及高負荷情況下噴油滯后,后燃現象增加;若卸載容積過小,則高壓系統內剩余油壓過高,噴油器的滯后噴射期加長,噴射霧化質量較差,斷油動作緩慢,停噴后易發生二次噴射現象。因此對于每一臺柴油機都有一個最佳的卸載容積。
為了保證卸載容積適當,要求出油閥卸載凸緣與閥座的間隙不得超過0.025mm,超限應更換。
2.2.2.2 緩沖圓柱體與座孔的間隙檢查
當噴油泵供油結束,出油閥開始落座時,首先出油閥的緩沖圓柱體進入閥座下部的座孔中,緩沖圓柱體與座孔的間隙直接影響到出油閥落座的快慢。若間隙愈小,則出油閥落座時封閉在閥內腔的燃油外泄愈慢,因而緩沖作用愈強,防穴飾效果愈顯著,但吸空現象愈嚴重,工作噪聲增大;若緩沖間隙過大,則出油閥起不到緩沖和防穴飾作用。緩沖間隙有一個最佳范圍,必須嚴格控制。
16V240ZJB型柴油機要求緩沖圓柱體與座孔的間隙不得超過0.18mm,超限應更換。
2.2.3 閥線磨損檢查
出油閥錐面上應有一條連續的接觸帶,要求其寬度為(0.5±0.1)mm。接觸帶應均勻、呈深灰色、無間斷。閥線過寬,說明閥與閥座磨損大,接觸面積大,密封性能下降,使漏泄增加,使高壓油管內的殘余油壓過低。
經檢查如果發現閥線過寬應更換出油閥偶件;如果閥線處有接觸不良可用研磨膏進行研磨。
2.2.4 出油閥升程的測量
測量方法:用樣板尺(或深度尺)測量出油閥頂面到出油閥彈簧座底面的距離a和出油閥彈簧座底面到升程限制器下端面的距離b。
計算公式為升程h=(b-a),要求h=(4.7±0.2)mm。
修復方法:升程太小,銼削升程限制器的下端面;升程太大,在升程限制器與出油閥管接頭結合面處加墊片調整。
2.2.5 嚴密度試驗
出油閥偶件檢修后,應進行嚴密度試驗,以檢查其密封性能。在專用試驗臺上,通入(0.4~0.6)Mpa的壓縮空氣,保持15秒鐘應無氣泡出現。每出油閥偶件至少檢查兩個不同位置,不符合要求應進行研磨。
2.3 泵體、彈簧及齒桿和齒圈的檢修
①外觀檢查泵體、齒桿和齒圈等部件,不得有裂紋、嚴重磨損及變形。②檢查各彈簧不許有裂紋、折損和嚴重變形;在平臺上檢查不許有歪斜、自由高度值應符合要求,經三次壓縮后不許有殘余變形,否則更換。
2.4 噴油泵的組裝
噴油泵各部件檢修完畢后按規定的工藝要求進行組裝。
①將泵體裝于拆裝架上并緊固。從泵體上部裝入柱塞套、墊圈,柱塞套上部油孔應對準泵體進油孔,擰入柱塞套定位螺釘。
②依次裝上出油閥偶件、出油閥彈簧、升程限制器、出油閥接頭和壓緊螺母。壓緊螺母的擰緊力矩為:(441~490)N.m。
③將噴油泵反轉180°,裝入齒桿和齒圈,齒桿上的連齒應對準齒圈上的缺齒。
④將齒桿拉至0刻線位置,在柱塞頭部均勻涂以少許機油,然后將柱塞裝入,柱塞上部螺旋邊的最高位應在柱塞套的上進油孔側。
⑤噴油泵B尺寸的測量。B尺寸的概念:柱塞的頂面與柱塞套上油孔的下邊緣平齊時,柱塞的尾端面到噴油泵上體法蘭底面的距離(此時離幾何供油始點6mm)。
測量目的:保證組裝時幾何供油提前角的準確,以保證供油正時。
測量方法:1)將?準5工藝棒插入柱塞套上油孔,倒置噴油泵,使柱塞頂面與工藝棒接觸。2)將百分表在專用胎具上校正,大針對0,小針壓縮2mm。3)將百分表支座放在泵體支承面上,使百分表測量桿與柱塞尾端面相接觸,讀出百分表的讀數a(有正有負)。4)計算公式為B尺寸=(45+a),其中45mm為專用胎具的高度。
⑥柱塞尾端面與彈簧座凸臺距離的測量。1)裝上柱塞彈簧、彈簧下座,測量柱塞尾端面與彈簧座凸臺之間的距離。2)要求此距離應為(0.16~0.24)mm,不符應更換彈簧下座進行調整。
⑦噴油泵K尺寸的測量。噴油泵下體組裝完畢,并按要求裝入機體安裝孔中。盤動曲軸,按照柴油機發火順序使要測氣缸處于幾何供油提前角位置,測量挺柱頭頂面到挺柱套支承法蘭面間的距離即為K尺寸。
⑧噴油泵上、下體的組裝。根據所測得的B尺寸和K尺寸值計算出噴油泵上、下體法蘭之間調整墊片的厚度δ,計算公式δ=(B-6)-K,選擇合適厚度的墊片按工藝要求進行上、下體的組裝。
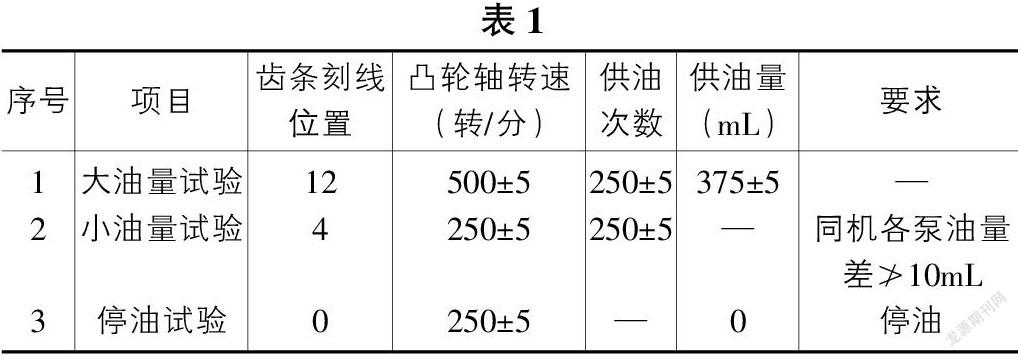
2.5 噴油泵的油量試驗及調整
試驗設備:油量試驗臺、單孔工藝噴油器、量標等。
試驗條件:供油壓力(150~250)Kpa;室溫和油溫(15~25)℃。
試驗標準及要求:見表1。
調整方法:①停油位置不符:變動供油齒條的位置,并加墊片調整指針。②供油量小時。1)增大出油閥彈簧的剛度。可換剛度大的彈簧或在升程限制器與彈簧接觸面處加墊片調整。2)若上法無效,可稍許拉出供油齒條,并調整指針對0刻線。③供油量大時:調整方法與上面相反。
參考文獻:
[1]王澤起,靳銀柱.DF(4B)5202機車噴油泵出油閥接頭斷裂分析[J].鐵道機車車輛工人,2010(01).
[2]張肖.16V240ZJB型柴油機雙彈簧噴油器的設計與仿真分析[J].大連交通大學,2017.
[3]程財鶴.16V240Z柴油機噴油泵柱塞偶件結構修改的試驗研究[J].柴油機,2000(03).