鈦合金環形氣瓶接嘴五軸聯動數控加工
2021-02-17 22:26:51武曉平張勇
裝備維修技術 2021年44期
武曉平 張勇

摘 要:本文重點講述了五軸聯動在加工特定復雜曲面時采取的編程技巧和解決辦法。部分復雜零件在加工時有較為復雜的結構,后置處理軟件無法針對某些零件的復雜結構和加工狀況做出正確的模擬和輸出程序,這就需要對零件、機床及CAM軟件具體問題做具體分析,進行程序的后置處理。
關鍵詞:五軸聯動 后置處理 計算機輔助制造
1、引言
傳統的數控加工過程中,普通零件一般通過手工編程或機床自帶的編程模塊即可在三軸或者普通的車銑復合中心等即可實現。然而對于一些具有復雜曲面和復雜結構零件,需針對復雜型腔和異形幾何外形進行修正。
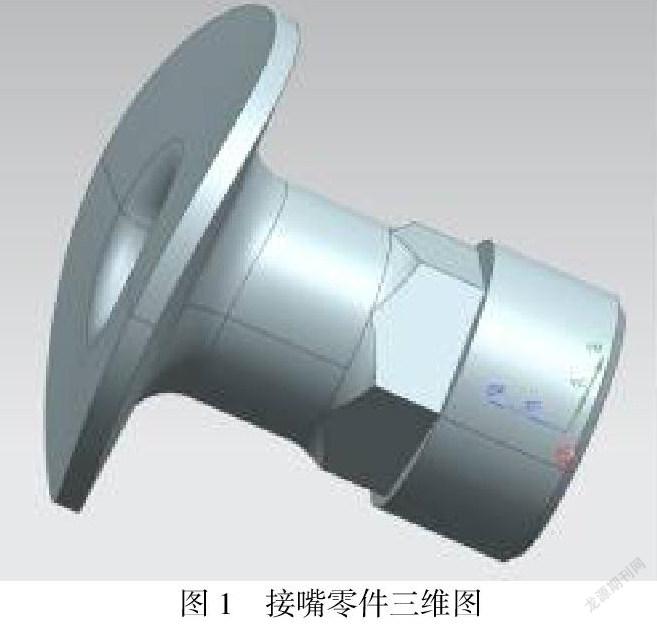
圖l為壓力容器事業部研制某型號鈦合金環形氣瓶的接嘴零件,接嘴零件的內(外)弧面為兩個復雜空間曲面,由于這兩個復雜曲面無法通過簡單的車削或銑削來加工,接嘴的內(外)弧面由兩個不同半徑所回轉的曲面復合而成。接嘴的內(外)弧面需要與環形氣瓶進行密裝配后進行焊接,承受30MPa的高壓。
2、難點分析
根據研制的某型號技術要求:接嘴的內(外)形面必須與環形殼體的型面貼合良好;裝配后的局部最大間隙不得大于0.05mm;接嘴內(外)型面與環形殼體的壁厚凈和形狀尺寸不得大于0.1mm;從而來保證后續焊接質量,并使焊接后整個氣瓶表面整潔、美觀。
接嘴曲面與環形殼體配合部位的壁厚尺寸要求保證在2.2±0.05 mm,配合面的表面粗糙度要求Ra1.6μm。由于輪廓度測量難度大,需在接嘴零件加工完成后,與環形殼體進行試裝配后才能進行檢測。
3、接嘴零件加工方案的確定
根據先前技術要求,接嘴零件的具體加工方案為:
1)接嘴零件的毛坯采用鈦合金TC4棒材,按工藝要求進行下料后
2)進行清洗,然后進行“650℃+2h”的真空退火處理,消除材料應力。
3)在普通車床上對接嘴的螺紋和曲面的余量進行加工。
4)利用五軸加工中心利用3+2的銑削方法進行六方的銑削加工
5)最后用專用工裝夾緊工件,采用五軸數控對接嘴曲面進行加工。
接嘴零件的加工工藝流程具體見圖2。
根據接嘴零件的曲面結構,應選用硬質合金球頭刀具銑削曲面。經計算,銑削的步距定為0.2mm。本次銑削加工過程采用的三爪卡盤的中心定位精度達到技術要求,能夠在保證加工精度的條件下完成銑削加工過程。在接嘴零件外表面時,用三爪卡盤固定工裝外圓。三軸或五軸聯動加工曲面時,如用三軸聯動加工外表面,由于管嘴螺紋已經加工好,在切削過程中容易碰傷管嘴螺紋表面,不利于加工。故而,本文針對該情況進行了改進,特別采用制作專用工裝進行五軸聯動加工。采用五軸聯動加工,使球頭刀的軸線處處和零件表面成100°夾角,避免了切削刮傷管嘴表面,五軸聯動加工中刀具可延伸到螺紋和外表面之間的直角部位,并對R5的過渡圓角進行加工,保證曲面和螺紋根部之間圓滑過渡,確保加工后的零件光潔、表面粗糙度滿足工藝要求。
4、五軸聯動后處理方案的制定
4.1接嘴外曲面的五軸聯動后處理方案及注意事項
壓力容器事業部現有的米克朗UCP800型五軸加工中心的的五根軸為X,Y,Z,A,C。由于接嘴零件的外形尺寸相對較小,X,Y,Z,C軸的機床行程都能夠滿足加工的要求,但A軸的擺動范圍為0°~90°,在機床的后處理器選配文件生成器的機床類型中選擇5一Axis Rotary Table/Rotarv Axis,Rotarv Head頁面選擇Rotary about Y-axis, nutator angle為100。根據機床控制系統NC代碼格式,在Fil文件編輯器中編寫機床文件處理程序。
采用五軸聯動對接嘴的外曲面進行加工時,UG NX10.0的CAM軟件對整個外表面后置處理中會忽略管嘴的存在,在零界線處生成錯誤的NC代碼,在刀具加工至臨界線處時,機床執行NC代碼時會產生不確定的刀具運動,從而銑壞管嘴。
在先前加工中,先采用鋁合金作為試驗件進行加工。首先對整個外表面進行整體后置處理,在選擇外表面進行處理時,系統通過后處理器生成的NC代碼輸入機床進行模擬并加工,在刀具加工至零界線處,降低進給倍率進行加工,仔細觀察刀具的運動,發現機床在執行代碼時,忽略了管嘴的存在,刀具路徑對管嘴螺紋造成了銑削干涉。
為了減少分析過程中的非必要模擬,本文將沿外表面最高處的圓弧線分割成左右兩半,并僅針對該對稱結構中的右半部分進行模擬。
左右刀位數據文件各自獨利用機床后置處理器進行后置處理,分別生成兩個獨立的NC數控加工程序,將兩個獨立的數控加上程序合并,從而得到所需的五軸聯動數控加工程序,此時刀具不會在零界線處出現異常運動干涉管嘴。
4.2 內曲的五軸聯動加工
接嘴內曲面雖然不環形殼體直接接觸,但由于氣瓶本承受高壓,其輪廓度的光潔度和尺寸精度直接影響到氣瓶受力。內曲面由于沒有管嘴的存在,既可采用五軸聯動加工,也可采用三軸聯動加工。三軸聯動相對五軸聯動編程簡單,故采用三軸模式加工內曲面,在三軸銑削模式加工前,先用線切割切除大部分余量,粗加工后再進行精加工,防止在銑削加工時產生較大的切削力,引起零件變形。將管嘴螺紋旋進定制的工裝主體,用三爪卡盤夾緊工裝主體,在分別放入內撐管、錐形內六方螺釘,旋緊后進行加工,這樣管嘴螺紋和貼合面既得到較高的位置精度又使工件一次裝夾完成六方及內外曲面的加工。
無論是五軸聯動加工還是三軸聯動加工,在后置處理過程中都要對加工參數進行優化,得到NC程序后,可參考所加工機床的說明書,用機床控制系統的固有G代碼功能,對刀具運動速度等進行優化,以避免刀具在局部進給速度過快。
5、加工結果
加工后經測量,接嘴零件壁厚均在2.20~2.25mm之間,配合面的表面粗糙度均在Ra1.6μm以內,接嘴零件的加工質量完全滿足樣要求。環形氣瓶焊接完成后,進行了壓力驗證和抽爆試驗,試驗結果滿足要求。證明接嘴加工質量完好,表面光潔度等完全滿足設計要求。
6、結束語
五軸加工中心都有一定的結構,機床的控制系統都有自己的控制特性,后置處理軟件不可能把零件考慮得十分詳盡,程序后處理軟件在有些情況下也考慮不到某些零件的特殊結構和加工時的狀況,對零件、機床及CAM軟件的具體問題要做具體分析,合理安排工藝過程,根據零件的特殊結構進行數控程序的后置處理。
參考文獻
[1]陳桂山,賈廣浩,李明新.《UG NX8.5數控加工》 北京:機械工業出版社,2013.
[2]楊振寧.《UG五軸數控編程實例詳解》北京:化學工業出版社,2013.
[3]李海霞.《數控工藝員考試指南》北京:清華大學出版社,2012.
