PID控制在電弧加熱裝置的應(yīng)用研發(fā)
2021-02-17 08:39:00張勇
裝備維修技術(shù) 2021年44期
摘 要:針對(duì)目前電弧加熱裝置的自動(dòng)控制需求,采用工控機(jī)、PLC為核心,設(shè)計(jì)制作鑄件端面電弧加熱自動(dòng)控制系統(tǒng),實(shí)現(xiàn)加熱工藝曲線的自動(dòng)執(zhí)行與重點(diǎn)數(shù)據(jù)的實(shí)時(shí)記錄。
關(guān)鍵詞:電弧加熱 自動(dòng)控制 PLC 組態(tài) 工藝曲線可追溯
第一章 電弧加熱裝置的應(yīng)用:
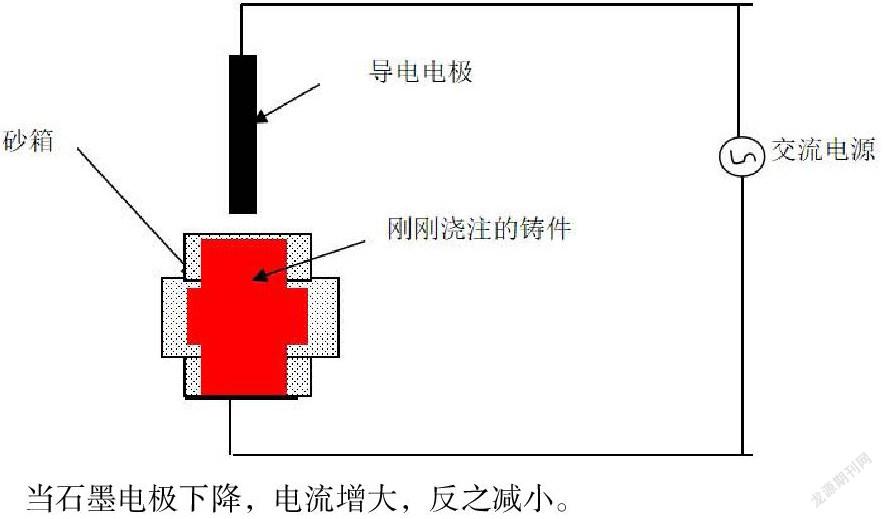
剛剛澆注完畢的鑄件或鑄件與外界冷空氣直接接觸,鑄件就會(huì)因?yàn)檠杆倮鋮s而產(chǎn)生縮孔、端面不整齊等問題。為了防止?jié)沧⑼戤叺蔫T件過快的冷卻,將裝有鋼液的冷型接電源負(fù)極,在一個(gè)石墨電極上加正電與冷型的液面形成電壓差,產(chǎn)生一個(gè)回路。通過放電拉弧產(chǎn)生電流,電流的大小對(duì)應(yīng)加熱溫度的高低,進(jìn)而控制鑄件的冷卻溫度。通過控制電極與冷型液面的距離來控制弧流大小,從而控制鑄件溫度的逐漸冷卻,這就是電加熱的工作原理。原理示意圖如下:
當(dāng)石墨電極下降,電流增大,反之減小。
第二章 電弧加熱裝置的自動(dòng)控制設(shè)計(jì)要求
傳統(tǒng)的鑄件電弧加熱裝置硬件組成包括0.75KW的交流電機(jī)一臺(tái)、與電機(jī)配套使用的減速器一臺(tái)、兩動(dòng)一靜滑輪組一套與電極架四個(gè)部分。其工作原理是由三相交流電機(jī)帶動(dòng)減速器,減速器通過鋼絲繩連動(dòng)滑輪組,電極固定于滑輪組的動(dòng)滑輪上來實(shí)現(xiàn)電極動(dòng)作的,其控制原理是由兩臺(tái)交流接觸器控制交流電機(jī)的相序來實(shí)現(xiàn)電極的升、降運(yùn)動(dòng)。傳統(tǒng)的控制方式是采用人工控制接觸器通斷驅(qū)動(dòng)電極升降使電極與鑄件的鋼鐵水液面產(chǎn)生電弧加熱,因?yàn)殡娀〉牟环€(wěn)定性使加熱電流控制非常困難,加熱工藝難以保障,當(dāng)實(shí)際生產(chǎn)需求幾臺(tái)電弧加熱裝置同時(shí)工作時(shí),就會(huì)導(dǎo)致工藝的執(zhí)行性更加難以保證,其控制精度、可靠性、靈活性等日漸無法滿足越來越高的使用需求。針對(duì)上述問題需要準(zhǔn)備制作一套鑄件冒口電加熱自動(dòng)控制裝置,使加熱工藝參數(shù)穩(wěn)定受控并具有自動(dòng)記錄功能,減少人為因素的影響,從而實(shí)現(xiàn)電弧加熱過程的穩(wěn)定性、一致性,解決鑄件快速冷卻造成的疏松、縮孔、探傷超標(biāo)等缺陷,提高產(chǎn)品質(zhì)量,為產(chǎn)品的工藝質(zhì)量分析和改進(jìn)提供準(zhǔn)確的過程數(shù)據(jù)。
2.1自動(dòng)控制裝置的設(shè)計(jì)要求
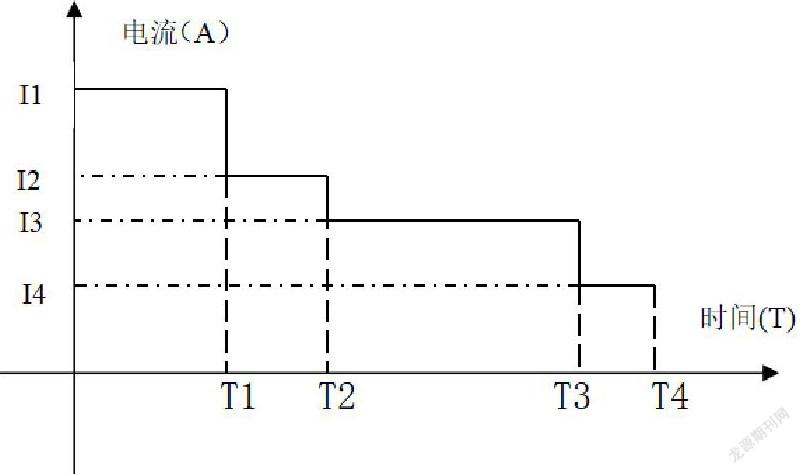
1)具備工藝曲線的輸入與記錄的功能,工藝曲線由電流變量和時(shí)間變量兩個(gè)變量組成,因?yàn)椴煌睆胶筒馁|(zhì)的鑄件電流的大小與保持的時(shí)間都是不同的,需要根據(jù)生產(chǎn)需要隨時(shí)進(jìn)行變更。拿最簡單的鑄鋼類鑄件為例:要求電流約4000A(I1)保持4小時(shí)(T1),電流2500(I2)保持2小時(shí)(T2),電流2000(I3)保持6小時(shí)(T2),電流1500(I4)保持1小時(shí)(T4)。工藝曲線如下所示:
2)重點(diǎn)數(shù)據(jù)的時(shí)時(shí)采集與記錄,主要是指實(shí)際弧流曲線與工藝曲線的時(shí)時(shí)記錄,鑄件產(chǎn)品編號(hào)定時(shí)記錄。
第三章 鑄件端面電弧加熱自動(dòng)控制裝置的研制過程。
3.1 方案的選擇
經(jīng)過資料的查閱,預(yù)選方案如下:1、使用智能儀表為核心進(jìn)行自動(dòng)控制。2、以PLC與計(jì)算機(jī)為核心進(jìn)行自動(dòng)控制。
第一條方結(jié):使用智能儀表為核心進(jìn)行自動(dòng)控制,結(jié)構(gòu)簡單,難點(diǎn)在于智能儀表的選擇——輸出信號(hào)雙極性,且具備記憶功能。通過查找資料對(duì)川儀等儀表廠家咨詢,最終未能找到合適儀表,此項(xiàng)方案被迫放棄。
第二條方案:以PLC與計(jì)算機(jī)為核心進(jìn)行自動(dòng)控制較第一條稍顯復(fù)雜,難點(diǎn)有三 1、自動(dòng)控制程序的編制;2、PLC與計(jì)算機(jī)的通訊;3、人機(jī)界面的制作。綜合考慮,第二項(xiàng)方案功能齊全,數(shù)據(jù)可實(shí)現(xiàn)數(shù)字、曲線雙形式顯示與記錄,且操作簡單直觀。最終選用此方案。
3.2 自動(dòng)控制裝置的選型
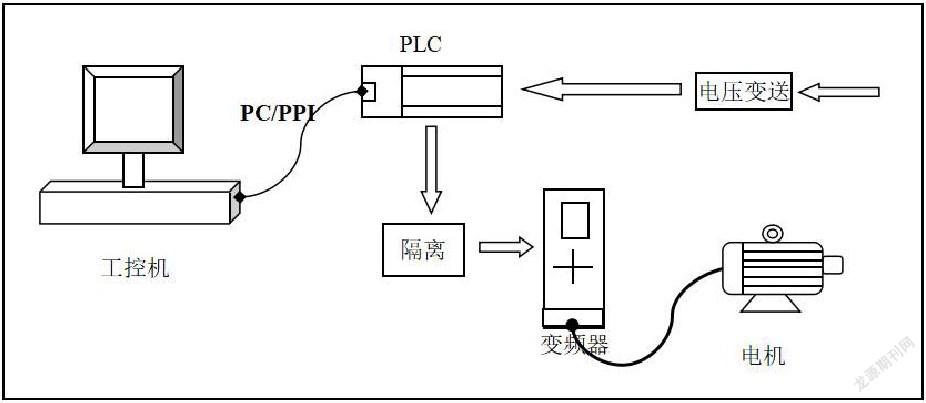
此自動(dòng)控制裝置主要硬件選用1、上位機(jī)(研華工控機(jī)),2、下位機(jī)(西門子200型PLC系統(tǒng)),3、變頻器,4、隔離端子,5、電流變送器,6、PC/PPI通訊電纜等。以上硬件部分全部集成于控制操作臺(tái)上,電機(jī)電纜通過操作臺(tái)底部與變頻器輸出端連接。
主要應(yīng)用軟件:1、組態(tài)軟件Windows Control Center 6.0,用于人機(jī)界面的編輯,實(shí)現(xiàn)上位機(jī)與下位機(jī)之間的通訊與數(shù)據(jù)的時(shí)時(shí)采集、記錄;2、編程軟件V4.0 STEP 7 MicroWIN,用于西門子200型PLC自動(dòng)控制程序的編制,是自動(dòng)控制裝置的核心部分;3、由于Windows Control Center 6.0不支持與西門子200型PLC的直接通訊,為了不再增加其它硬件加大費(fèi)用,使用OPC sever軟件實(shí)現(xiàn)組態(tài)軟件Windows Control Center 6.0與西門子S7-200系列PLC之間的通訊。
3.3 自動(dòng)控制裝置結(jié)構(gòu)與工作原理
1)自動(dòng)控制裝置結(jié)構(gòu)組成如上圖所示:
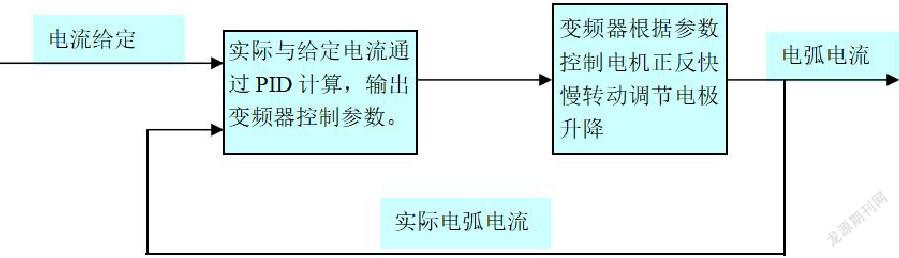
2)原理框圖:
如圖所示:有兩路模擬信號(hào)輸入PLC,其中包括:1、電流的給定信號(hào)即工藝曲線,此信號(hào)由操作人員通過上位工控機(jī)經(jīng)PC/PPI通訊電纜向PLC內(nèi)部進(jìn)行輸入,提前進(jìn)行工藝曲線的設(shè)定;2、該系統(tǒng)工作時(shí)由電流互感器采集電弧電流,電流信號(hào)通過電壓變送器轉(zhuǎn)換輸出一個(gè)0至5V的電壓模擬信號(hào)送入PLC。這兩路信號(hào)通過雙PID回路與設(shè)定曲線進(jìn)行計(jì)算,得到變頻器的控制參數(shù),此參數(shù)由PLC通過隔離開關(guān)后輸入變頻器中,變頻器根據(jù)給定值控制電機(jī)的轉(zhuǎn)動(dòng)方向和速度,從而實(shí)現(xiàn)加熱電流跟隨工藝設(shè)定的自動(dòng)調(diào)節(jié)。
3.4程序的編寫
程序包括上位機(jī)組態(tài)程序與下位機(jī)PLC控制程序。
1)上位機(jī)——人機(jī)界面程序使用軟件Windows Control Center 6.0編寫,操作者通過人機(jī)界面向設(shè)備輸入工藝曲線、鑄件號(hào)等產(chǎn)品信息,完成對(duì)重點(diǎn)數(shù)據(jù)的時(shí)時(shí)采集與記錄,并可以觀察設(shè)備的運(yùn)行情況。
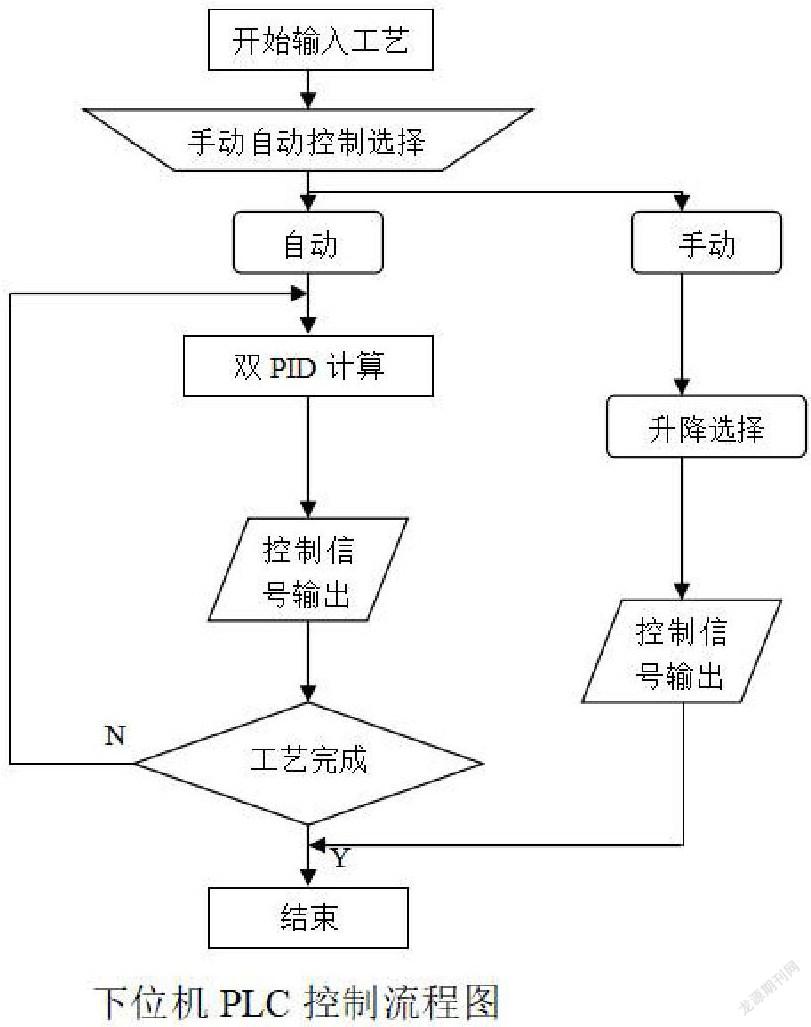
2)下位機(jī)——PLC控制程序使用軟件V4.0 STEP 7 MicroWIN編寫,包括手動(dòng)控制、自動(dòng)控制兩個(gè)部分,其中手動(dòng)部分主要應(yīng)用于加熱前期或發(fā)生異常情況急需處理時(shí),通過升降按鈕以恒定速度升降電極。自動(dòng)控制部分用于實(shí)現(xiàn)工藝曲線的自動(dòng)執(zhí)行,將外部采集的電流模擬信號(hào)與現(xiàn)階段執(zhí)行的工藝信號(hào)進(jìn)行雙PID計(jì)算后輸出雙極性的模擬信號(hào)控制電極升降,形成閉環(huán)控制,以達(dá)到外部電流執(zhí)行設(shè)定的工藝曲線。工藝曲線完成后,自動(dòng)斷電結(jié)束。流程圖如下:
難點(diǎn):自動(dòng)控制系統(tǒng)采用PID算法,但實(shí)際試驗(yàn)過程中,調(diào)用系統(tǒng)PID計(jì)算,雖然可以實(shí)現(xiàn)雙極性信號(hào)的輸出,但是得出的雙極性信號(hào)正負(fù)值不對(duì)稱,其計(jì)算輸出值不屬于線性輸出無法應(yīng)用于本控制系統(tǒng),對(duì)于此種情況,我們采用雙PID進(jìn)行并聯(lián)選擇調(diào)用,分別控制其上升、下降運(yùn)動(dòng),且對(duì)下扎速度進(jìn)行限定,避免造成短路跳閘的故障,最終實(shí)現(xiàn)了系統(tǒng)穩(wěn)定的自動(dòng)控制。
后記:
該裝置采用工控機(jī)、PLC、變頻器實(shí)現(xiàn)對(duì)加熱電極升降的手動(dòng)、自動(dòng)控制,反應(yīng)速度快,加熱電流控制精度高,弧流誤差<10A,可控制多臺(tái)電加熱設(shè)備同時(shí)進(jìn)行鑄件的加熱緩冷處理,并對(duì)加熱過程數(shù)據(jù)自動(dòng)記錄,可靠性高,且大大減少了人工操作提高了工作效率。
該裝置可按照工藝設(shè)定的電流、時(shí)間可以自動(dòng)進(jìn)行調(diào)節(jié),工藝結(jié)束后自動(dòng)抬起電極,切斷電源,且實(shí)現(xiàn)了加熱工藝的再現(xiàn)和過程數(shù)據(jù)的歷史記錄查詢功能,可以后續(xù)對(duì)原始數(shù)據(jù)進(jìn)行追溯。
該裝置系統(tǒng)運(yùn)行穩(wěn)定可靠,為解決鑄件的疏松等探傷超標(biāo)缺陷提供了可靠的設(shè)備保障。可廣泛應(yīng)用于大型鑄鋼和鑄鐵工件的澆注后二次加熱緩冷處理中,效果良好。
作者簡介:
張勇(1984年10月),男性,漢族,籍貫:河北省邢臺(tái)縣,電氣工程及其自動(dòng)化工程師,大學(xué)學(xué)歷,主要從事企業(yè)設(shè)備管理工作。
