內(nèi)腔屏蔽型管狀零件電鍍及內(nèi)腔防銹應(yīng)用研究
2021-02-11 07:55:04盧培超張光文郝小石
新技術(shù)新工藝 2021年12期
關(guān)鍵詞:工藝
盧培超,張光文,陳 夷,郝小石
(重慶紅宇精密工業(yè)集團(tuán)有限公司,重慶 402760)
近年來,汽車行業(yè)高速發(fā)展,對汽車零部件的性能提出更高的要求,汽車零部件的表面處理要求越來越高[1-4]。有些零件裝配精度較高,公差尺寸控制到了微米級別,零件需要表面處理抗腐蝕,這些零件的裝配面不得存在鍍層,這對傳統(tǒng)的電鍍技術(shù)提出了挑戰(zhàn)。目前,局部電鍍技術(shù)常用的方法有涂料涂裝隔絕屏蔽法、堵塞屏蔽法和液面控制電鍍法[5-7],這些方法都有很大的局限性,如涂料涂裝屏蔽法,在非電鍍部位涂覆一層耐酸堿涂層保護(hù),涂覆工藝較為復(fù)雜和麻煩,而且存在污染槽液的風(fēng)險;封堵法常用的零件為管狀零件,深內(nèi)腔及帶有通孔、螺紋孔類零件,這種方法使用范圍有限,且存在封堵失效的風(fēng)險,若封堵失效,易導(dǎo)致零件報廢;液面控制電鍍法缺點是使用的范圍較窄,能源浪費嚴(yán)重。上述3種方法生產(chǎn)效率均較低,成本較高。
針對管狀零件封堵易失效和成本較高的問題,以某項目管狀零件鍍鋅作為研究對象,該管狀零件要求內(nèi)腔表面無鍍層和無銹蝕。設(shè)計專用的屏蔽型掛具,采用屏蔽的方式,阻擋電力線進(jìn)入零件內(nèi)腔表面,實現(xiàn)管狀零件內(nèi)腔表面無鍍層。針對零件內(nèi)表面無鍍鋅層導(dǎo)致易生銹問題,使用無機封閉劑[8]及水基防銹劑防銹[9-10],研究表明水基防銹劑防銹效果更好,實現(xiàn)管狀零件內(nèi)表面無鍍層、無銹蝕,且生產(chǎn)效率得到較大提升。電力線屏蔽方法具有較好的推廣性和借鑒性,相同類型的零件在鍍鋅、鍍鋅鎳[11-12]及其他電鍍工藝中均可有效使用。
1 內(nèi)腔屏蔽型管狀零件鍍鋅工藝試驗
1.1 試驗設(shè)備和材料
試驗設(shè)備:堿性掛鍍鋅及鋅鎳合金生產(chǎn)線和酸性掛鍍鋅及鋅鎳合金生產(chǎn)線、封堵型掛具、電力線屏蔽型掛具、XRay測試儀。
試驗材料:氯化鉀(98%)、鋅錠、鋅板(純度≥99%)、LD-3800水基防銹劑、300WL7封閉劑、潔凈的壓縮空氣、管狀零件。
1.2 試驗工藝路線
試驗工藝路線如下:化學(xué)除油→噴淋水洗→超聲波除油→二級水洗→酸洗→二級水洗→電解除油→三級水洗→酸洗活化→鍍鋅→三級水洗→鈍化→二級水洗→封閉劑防銹/水基防銹水防銹→烘干。
1.3 試驗方法
1.3.1 掛具方案對比
根據(jù)產(chǎn)品技術(shù)要求,設(shè)計了2種類型掛具:封堵型掛具和電力線屏蔽型掛具。管狀零件使用2種掛具電鍍,通過使用堿性鍍鋅工藝,驗證2種類型掛具保護(hù)零件內(nèi)腔表面效果。
1.3.2 不同鍍鋅工藝零件內(nèi)腔表面鍍鋅情況
酸性鍍鋅與堿性鍍鋅工藝體系不同,2種工藝的鍍鋅走位及均鍍能力不同,利用電力線屏蔽型掛具結(jié)合不同鍍鋅工藝,驗證不同鍍鋅工藝下電力線屏蔽效果,觀察零件內(nèi)腔表面鍍鋅層情況。
1.3.3 酸性鍍鋅工藝下鍍鋅層厚度范圍優(yōu)化研究
酸性鍍鋅工藝均鍍能力比堿性鍍鋅工藝均鍍能力差,經(jīng)過試驗摸索,酸性鍍鋅后零件高低電位區(qū)鍍層厚度差異較大,差異達(dá)十幾個微米,為改善均鍍能力,對掛具和鍍鋅參數(shù)進(jìn)行優(yōu)化,使鍍鋅層厚度滿足3~15 μm的技術(shù)要求。
1.3.4 管狀零件內(nèi)腔表面銹蝕原因分析及控制措施
使用電力線屏蔽型掛具電鍍時,酸堿液流經(jīng)零件內(nèi)表面,零件易銹蝕。對銹蝕原因及銹蝕出現(xiàn)時機進(jìn)行分析,制定措施開展防銹驗證。
1.3.5 影響管狀零件內(nèi)腔表面有無鍍鋅層因素的分析
電鍍后,零件內(nèi)腔表面有少量鍍鋅層,掛具的屏蔽效果存在兩面性,對內(nèi)腔屏蔽過多則會影響外表面鍍鋅,屏蔽過少內(nèi)表面會有少量鋅。因此,應(yīng)驗證分析掛具屏蔽尺寸、槽液參數(shù)對其影響效果。
2 試驗結(jié)果與分析
2.1 2種類型屏蔽掛具對零件鍍鋅的效果驗證與分析
2種掛具結(jié)構(gòu)如圖1所示。

a) 封堵型掛具

b) 屏蔽型掛具圖1 掛具結(jié)構(gòu)
使用2種掛具鍍堿鋅驗證,封堵型掛具對零件上下端封堵,經(jīng)過鋼絲壓緊,共做4件零件,有3件出現(xiàn)封堵失效,零件內(nèi)腔表面出現(xiàn)嚴(yán)重銹蝕。而電力線屏蔽型掛具內(nèi)腔無銹蝕,剖開零件對內(nèi)腔表面鍍鋅層厚度進(jìn)行測試,發(fā)現(xiàn)靠近下端口處有少量鍍層,結(jié)果如圖2所示。
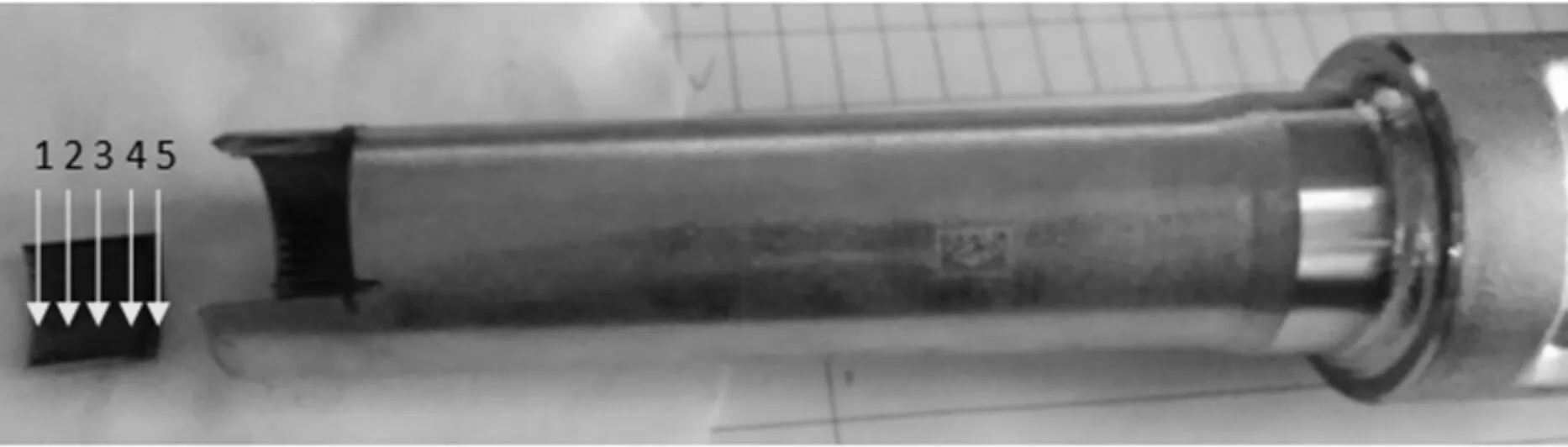
圖2 電力線屏蔽型掛具鍍鋅效果
管內(nèi)壁鍍鋅層測量值見表1(測試點1~5與圖2中標(biāo)注的位置點對應(yīng))。測量口部處鋅層厚度均<1 μm,口部斜45°處有1處測試點鋅層厚度>1 μm。
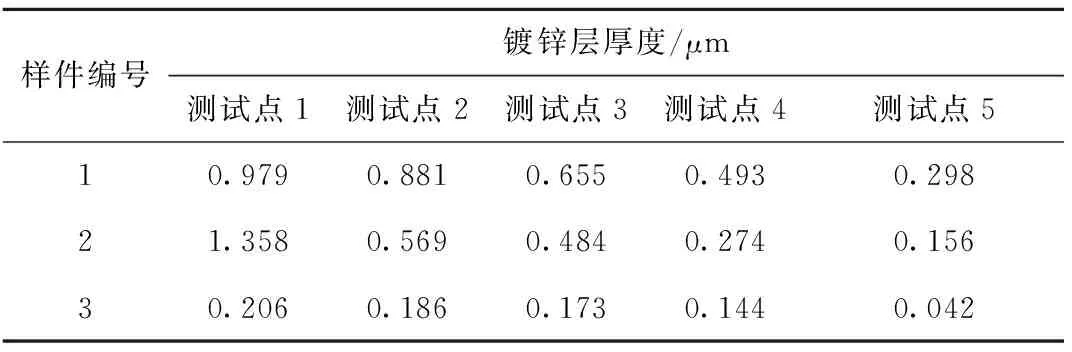
表1 管內(nèi)壁鍍鋅層測量值
對比發(fā)現(xiàn),電力線屏蔽型掛具效果好,無失效風(fēng)險。應(yīng)對掛具屏蔽環(huán)參數(shù)和槽液參數(shù)進(jìn)行優(yōu)化,實現(xiàn)零件內(nèi)壁無鍍層。
2.2 不同鍍鋅工藝零件內(nèi)腔表面鍍鋅情況
堿性鍍鋅零件外觀為彩虹色,而酸性鍍鋅零件表面為亮銀色(見圖3)。

a) 堿性鍍鋅零件

b) 酸性鍍鋅零件圖3 鍍鋅零件外觀
零件剖開測試,內(nèi)腔表面鍍鋅層厚度見表2。
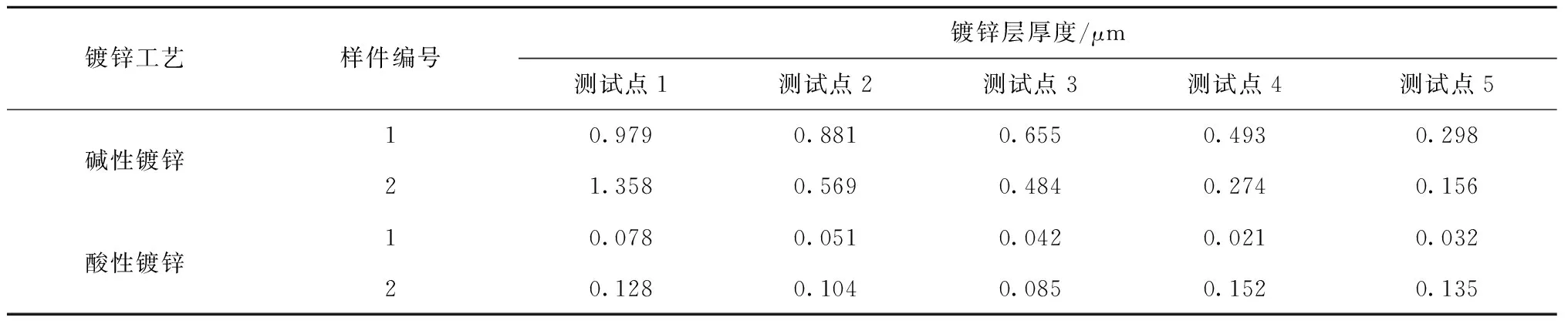
表2 不同工藝下管內(nèi)壁鍍鋅層厚度
在相同的電力線屏蔽作用下,酸性鍍鋅工藝比堿性鍍鋅效果好,堿性鍍鋅的走位能力優(yōu)于酸性鍍鋅,酸性鍍鋅零件內(nèi)壁無鍍層。
2.3 酸性鍍鋅工藝下鍍鋅層厚度范圍優(yōu)化研究
酸性鍍鋅工藝均鍍能力較差,鍍鋅層厚度要求3~15 μm,掛具兩面各抽取4排7列(其中第1列和第7列為高電位區(qū)零件),共56個零件,每個零件測量12個點,厚度范圍為3~25 μm,厚度差異較大。為縮小厚度范圍,對掛具屏蔽結(jié)構(gòu)進(jìn)行優(yōu)化,增加高電位區(qū)的引流圈,將酸性鍍液中氯鋅比由4∶1提升到5∶1。優(yōu)化后厚度測試值及數(shù)據(jù)分析見表3。
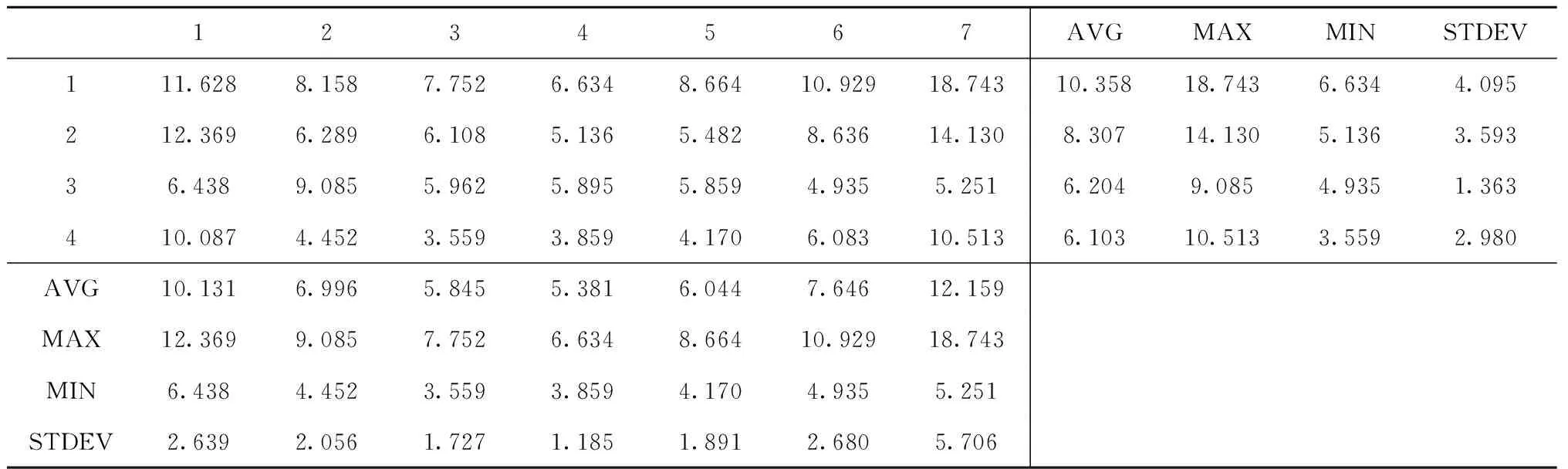
表3 優(yōu)化后厚度測試值及數(shù)據(jù)分析
經(jīng)過驗證,高低電位區(qū)鍍鋅層厚度極差由22 μm左右降到了12 μm左右,滿足3~15 μm的要求,說明優(yōu)化后鍍鋅層厚度均勻性大幅度提高。
研究發(fā)現(xiàn),適當(dāng)提高氯鋅比,在不影響電流效率的情況下,有利于提高鍍鋅的走位能力,對高電位區(qū)處電流引流可大幅度提升酸性鍍鋅的均鍍能力。
2.4 管狀零件內(nèi)腔表面銹蝕原因分析及控制措施
電鍍后零件出現(xiàn)了銹蝕,原因為前處理、電鍍和后處理過程中,酸性和堿性槽液均流過零件的內(nèi)腔表面,經(jīng)過出光、鈍化和水洗工序后,無鍍鋅層的內(nèi)腔表面處于活化狀態(tài),在水中清洗時間及暴露在空氣中時間過久,均易出現(xiàn)銹蝕。為解決該銹蝕問題,使用無機封閉劑300WL7和水基防銹劑LD-3800進(jìn)行防銹處理,防銹效果如圖4所示。

a) 封閉劑防銹

b) 防銹劑防銹圖4 零件內(nèi)表面2種防銹效果
研究確定零件生銹時間點,對生產(chǎn)工序進(jìn)行跟蹤,發(fā)現(xiàn)零件鈍化水洗后暴露在空氣中約60 s后,零件內(nèi)壁出現(xiàn)銹蝕。經(jīng)過驗證,鈍化兩道水洗后立即進(jìn)入無機封閉劑300WL7中浸泡3 min后烘干或吹干,零件均有銹蝕,而鈍化及兩道水洗后立即進(jìn)入水基防銹劑LD-3800(濃度為8%~10%)中,浸泡3 min后烘干或吹干,零件內(nèi)表面無鍍層部位無銹蝕,防銹周期2周以上。
2.5 影響管狀零件內(nèi)表面有無鍍鋅層因素的討論
零件外圓柱面漏鍍?nèi)鐖D5所示,掛具屏蔽環(huán)高度尺寸如圖6所示。

圖5 零件外圓柱面漏鍍
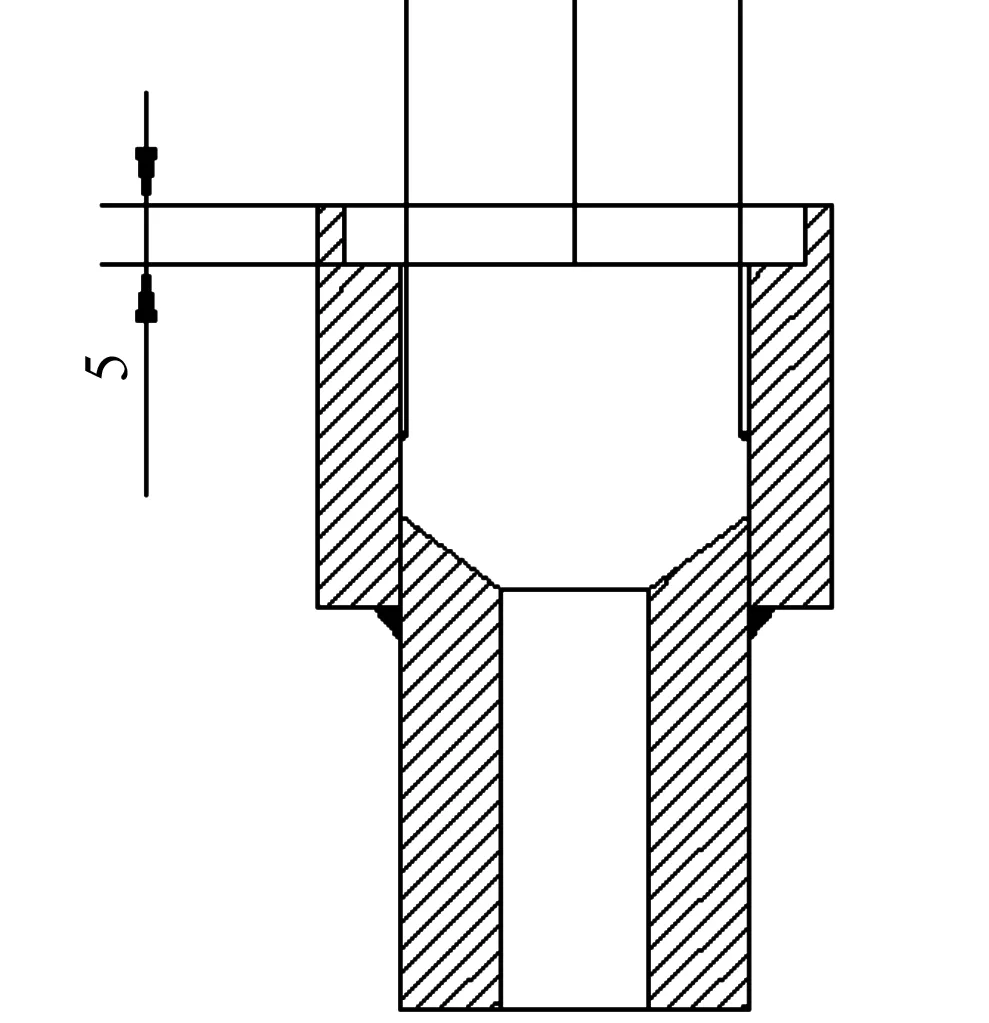
圖6 掛具屏蔽環(huán)高度尺寸
研究表明,當(dāng)上屏蔽環(huán)的屏蔽高度為5 mm時,屏蔽效果較好;當(dāng)高度>5 mm時,零件外表面底部鍍鋅層較薄,有輕微漏鍍現(xiàn)象,具體如圖5所示;當(dāng)高度<5 mm時,電力線容易走進(jìn)零件內(nèi)部,導(dǎo)致屏蔽失效。當(dāng)鍍鋅槽中氯鋅比為5∶1~6∶1范圍內(nèi)時,零件外表面無漏鍍,且均鍍能力較好。當(dāng)定位鋼絲歪斜時,零件底部與屏蔽環(huán)未貼合緊密,電力線也易進(jìn)入零件,導(dǎo)致屏蔽失效,因此應(yīng)對掛具定位鋼絲定期調(diào)校,以保證電力線屏蔽的有效性。
3 零件內(nèi)腔表面無鍍層機理分析
管狀零件在鍍鋅時,由于零件結(jié)構(gòu)特殊性,當(dāng)零件的深度大于口徑時,陽極板上的電力線分布較少或無電力線分布,使鋅離子無法沉積。但靠近口部位置有鋅層,且隨著管體深度增加,鍍層厚度逐漸減少,為漸變過程。
為了實現(xiàn)內(nèi)腔表面無鍍層,掛具設(shè)計為屏蔽結(jié)構(gòu),具體如圖7所示。下方屏蔽環(huán)對零件內(nèi)腔具有延長效應(yīng),加上縮小屏蔽環(huán)內(nèi)孔,有效阻擋大部分電力線的進(jìn)入,進(jìn)入的電力線也無法到達(dá)零件口部。上方定位鋼絲對零件電鍍姿態(tài)有效固定,并起到加強導(dǎo)電作用,提高了電流效率,上方屏蔽塊對電力線進(jìn)行分流,實現(xiàn)零件內(nèi)關(guān)鍵部位無鍍層。
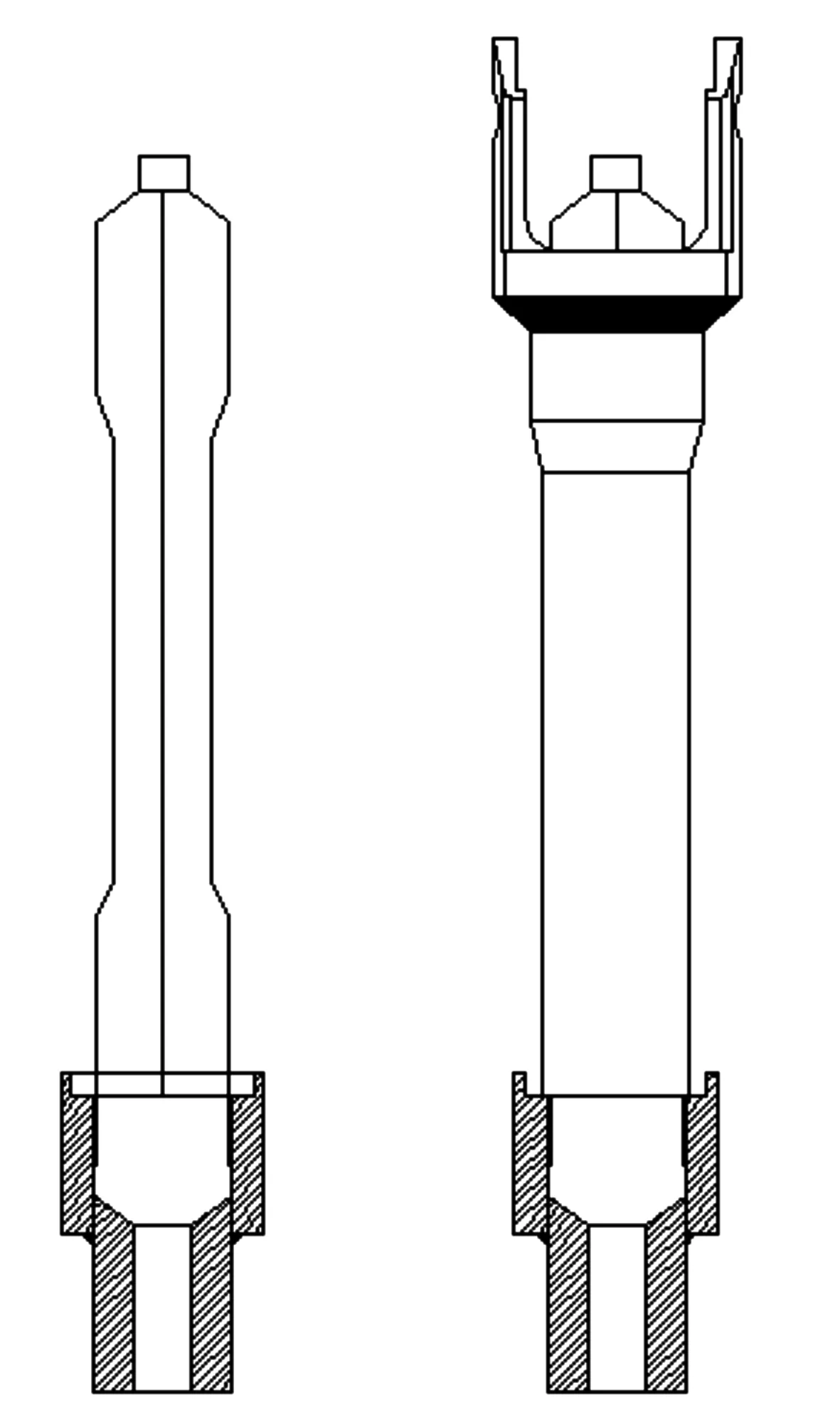
圖7 掛具屏蔽結(jié)構(gòu)圖
4 生產(chǎn)應(yīng)用效果與經(jīng)濟(jì)效益
4.1 生產(chǎn)應(yīng)用效果
研究表明,該方法解決了該類型零件內(nèi)腔表面無鍍層且無銹蝕的技術(shù)難題,經(jīng)驗證,該方法生產(chǎn)的零件質(zhì)量較為穩(wěn)定。該方法具有較好的借鑒性和通用性,在鋅鎳合金電鍍上已成功應(yīng)用。
4.2 經(jīng)濟(jì)效益
該技術(shù)方法已成功獲得某項目的鍍鋅研制與生產(chǎn)權(quán),此項目含有5個子項目,每年加工產(chǎn)值約為70萬元。某項目的電鍍鋅鎳合金借鑒該方法,每年加工產(chǎn)值約300萬元。該技術(shù)對后續(xù)同類型電鍍生產(chǎn)項目的爭取奠定了堅實的基礎(chǔ)。
5 結(jié)語
通過上述研究可以得出如下結(jié)論。
1)電力線屏蔽型掛具結(jié)合酸性鍍鋅工藝特點,能有效防止內(nèi)腔表面鋅離子沉積,該方法對內(nèi)腔表面無鍍層零件非常有效,該方法要優(yōu)于涂料涂裝隔絕屏蔽法、堵塞屏蔽法和液面控制電鍍法。
2)當(dāng)零件在防銹有效期內(nèi),即鈍化水洗后60 s內(nèi),水基防銹劑LD 3800對零件內(nèi)腔防銹效果要優(yōu)于無機封閉劑300WL7。水基防銹劑LD 3800的防銹周期>2周。
3)該方法在其他電鍍工藝上有較好的通用性,根據(jù)實際生產(chǎn)經(jīng)驗,該方法在電鍍鋅鎳合金工藝上應(yīng)用,取得較好效果,滿足技術(shù)要求。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
