再造煙絲生產線配比系統改進
2021-02-10 12:37:54袁書豪
設備管理與維修 2021年23期
袁書豪,薛 梅
(河南中煙工業有限責任公司漯河卷煙廠,河南漯河 462000)
0 引言
再造煙絲是卷煙配方尤其是中低檔卷煙的重要組成部分之一,其生產加工的質量和產量可靠性與穩定性直接影響卷煙的內在和外在品質。液料與粉料配比系統是控制輥壓法薄片再造煙絲加工質量重要環節,液料和粉料的配比和過程控制參數的精確度較粗放,造成薄片絲耐加工強度較低,含水率波動較大,煙絲填充值在2.8 cm3/g 左右,填充值與兄弟廠家相比較低。直接影響薄片輥壓法再造煙絲產品的最終工藝質量。再造煙絲生產線工藝流程如圖1 所示。

圖1 再造煙絲生產線工藝流程
1 存在問題及現狀分析
制絲車間輥壓法再造煙絲生產線液料(BJ-980 加纖膠)與粉料按1∶2 配比,混合后經攪拌電機雙葉彎曲輪強混、雙攪向前輸送,當液料、粉料配比停止后,液料下料電機停止轉動,液料在重力作用下仍流入強混機構,造成配比不均勻,混合物料黏稠度易超過工藝指標的要求。停機時間過長進,更多液料進入強混形成大塊粘稠濕團,物料無法向前輸送,造成生產中斷,必須人工處理,導致配比精度達不到要求,影響薄片輥壓法再造煙絲的加工質量,同時,造成原料浪費。粉料流料配比實物如圖2 所示。

圖2 粉料流料配比實物
由于生產線配比系統控制料液下料的電機只有一個單向正轉運行模式,由單向饋電器驅動,液料通過螺旋輸送輪輸送到液料和粉料的混合倉內,液料比例由在線電子秤控制液料量,當液料施加至設定比例時,單向饋電器失電,觸點斷開,電機失電停止添加液料,由于螺旋輸送輪與桶壁之間有間隙,當螺旋輸送輪停止轉動時,液料受重力作用向下做傾向性運動。同時,電機在失電之后,定子繞組中的感應電動勢會以指數速率衰減,頻率以負載大小和性質相關的速率衰減,螺旋輸送輪速率慢慢減小,直到停止,此過程相當于電機在停止時刻的慣性運動,螺旋輸送輪有個慣性停止的的過程。在慣性和重力雙重作用下,液料會向混合倉內添加,導致液料施加過量,使液料與粉料摻配比例不均勻,出現大塊的黏稠濕團,容易引起螺旋輸送輪卡死,電機過載,單向饋電器頻繁跳閘現象,對生產線的連續穩定運行和產量質量造成影響。
2 改進內容
2.1 改進思路
開發一種具備正向輸送與反向截止的雙向控制方法,防止液料在配比結束后向混合倉滲料問題。將電機原來的單向饋電器控制改為雙向饋電器控制,雙向饋電器的作用能控制三相異步電機在正轉時,在安全情況下電機瞬間失電又瞬間帶電啟動反向運轉,同時螺旋輸送輪在電機的驅動之下也能瞬間正向輸送和反向截止,當液料配比完成后,螺旋輸送輪立刻反轉,將多余的液料反向輸送到液料箱內,避免了料液在重力和螺旋輪在慣性的作用下以及螺旋輪與筒壁之間微小的間隙而滲流,避免料液多加和形成大塊黏稠團的現象發生,避免螺旋輸送輪卡死和饋電器頻繁跳閘的現象發生,提高了液料與粉料配比的精確度。液料下料邏輯控制流程如圖3 所示。
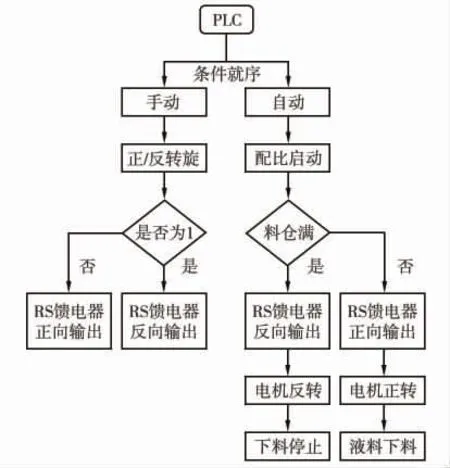
圖3 液料下料邏輯控制流程
2.2 安裝電機雙向驅動裝置
在電機保護和控制端撤除DS 單向饋電器,安裝具有正向和反向控制功能的RS 雙向饋電器(圖4),該饋電器具有雙向功能,能夠在線控制正向和反向輸出。同時,在現場I/O子站箱面板上加裝左行/右行旋鈕,實現在單機狀態下根據需要手動操作電機的正/反轉,使操作更靈活,處置更簡單。

圖4 加裝的雙向饋電器
2.3 硬件組態與下載
應用Step7 編程軟件對RS 饋電器進行硬件組態,設置DP地址為16,分配輸入地址為I71.0—I71.3,輸出地址為Q49.0—Q49.3,編譯通過后,下載硬件組態并測試(圖5)。

圖5 硬件組態與下載
2.4 開發控制程序
編寫控制程序,將RS 饋電器正傳點和反轉點編寫到程序控制中,當條件具備設備無異常時,配比開始,螺旋輸送輪正傳Q49.0 輸出液料下料;當配比完成或混合倉料滿時,反向控制點Q49.1 輸出將流料反送至液料箱,防止液料進入混合倉(圖6)。
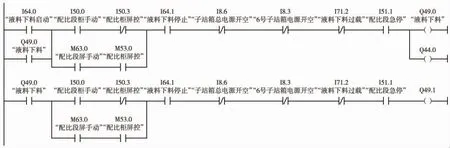
圖6 電機正反轉程序
3 取得效果
(1)通過對薄片液料下料電氣控制系統和程序的設計、改進及應用,極大提高薄片再造煙絲液料與粉料配比的控制精度,使其誤差在工藝指標范圍內微小的波動,避免混合物料大塊黏稠濕團的出現,降低粉料和液料的浪費,提高物料的利用率。
(2)提高原料與添加劑的混合均勻性,增加物料黏度,提高薄片絲的耐加工強度及感官質量,再造煙絲填充值達到3.2 cm3/g以上,有效消除薄片再造煙絲質量缺陷的問題。