汽車機運線自動化控制系統新車型通過性分析
2021-02-10 12:37:54方愛學
設備管理與維修 2021年23期
田 敏,方愛學
(上汽通用五菱汽車股份有限公司青島分公司,山東青島 266555)
0 引言
多種汽車車型共線兼容性生產已成為大部分汽車制造業的發展趨勢,共線生產不僅能快速實現新車型的排產和訂單式生產,也能大大降低生產的成本。多種車型共線下的生產線,在新車型導入時不僅要考慮機械結構的可通過性和兼容性,也要考慮自動化控制系統的兼容性和通過性,同時由于自動化控制系統的運行和效率,直接影響著生產運行的效率和設備的維護成本,所以在新車型的方案評估之初,必須綜合考慮整個機運控制系統的通過性和可維護性。
對新款車型在公司整車工廠整個機運輸送設備自動化控制系統通過性的分析,根據自動化控制系統干涉點、特殊工藝要求、生產運行效率要求和安全運行的需求,確定控制系統兼容新車型的改造點,保證新老車型在自動化控制系統的通過性。
1 機運輸送線自動化控制系統通過性改造原則
1.1 輸送控制系統通過性簡介
控制新車型的兼容性、通過性需綜合考慮輸送設備機械結構、制造工藝、生產線布局、工藝設備、物料配送、生產運行效率、設備維修等方面的通過性,主要分析在滿足其他通過性的情況下,討論機運輸送設備自動化控制系統的可行性。機運輸送系統的線路如圖1 所示。

圖1 機運輸送系統路線
機運輸送自動化控制系統功能涵蓋機運設備的單元設備動作、報警、連鎖和狀態的控制,同時具有與車身交接和工藝有關的輔助識別功能,為了保證生產運行的自動化,還設置安全連鎖等功能。要分析機運線自動化控制系統的新車型通過性,主要從以下4 個方面考慮:
(1)新車型在機運線的車身交接點位置的工藝差異。
(2)新車型在機運輸送線路由分道點的路由要求。
(3)新車型在輸送線路中與工藝要求關聯的要求。
(4)新車型的特殊工藝要求。
1.2 輸送控制系統的設計原則
新車型在現有生產線上進行通過性改造,首先必須根據現場實際情況進行兼容性的設計,在無法滿足兼容性的情況下,再考慮進行升級設計,并考慮兼容現有車型的生產和效率。輸送控制系統的設計遵循以下4 點原則:
(1)新車型的控制功能必須兼容現有車型的生產和效率,盡量減少新加功能和工藝,增加的新功能不能降低現有生產節拍。
(2)為新車型增加控制功能的同時,必須考慮控制系統軟硬件的兼容性,包括物理兼容性和性能兼容性。由于新車型項目屬于階段性、持續性的改造,所以必須考慮為將來的可能的變化留有一定的改造空間。
(3)考慮控制系統改造后的整體性和可維護性。新車型的功能必須作為整個控制系統的一部分進行整體融合,不能單獨控制,新增加的軟硬件盡量考慮同類性,新增加的功能盡量按照已有的模式進行設計,方便維修人員盡快熟悉和維護設備。
(4)新車型的改造工作量需綜合考慮現場實際的施工窗口和施工成本。
2 新車型的機運控制系統通過性分析及改造
以F 車型為例進行分析。首先分析F 車型與現有車型的尺寸差異及特殊工藝要求,根據機械方面給出的新車型在載體上的位置確定各交接點的通過性,根據工藝方面的要求,確認工藝連鎖點需改造或增加連鎖功能,根據新加的功能確定現有控制系統軟硬件的兼容性和可維護性。
2.1 新車型的尺寸差異及工藝要求(表1)
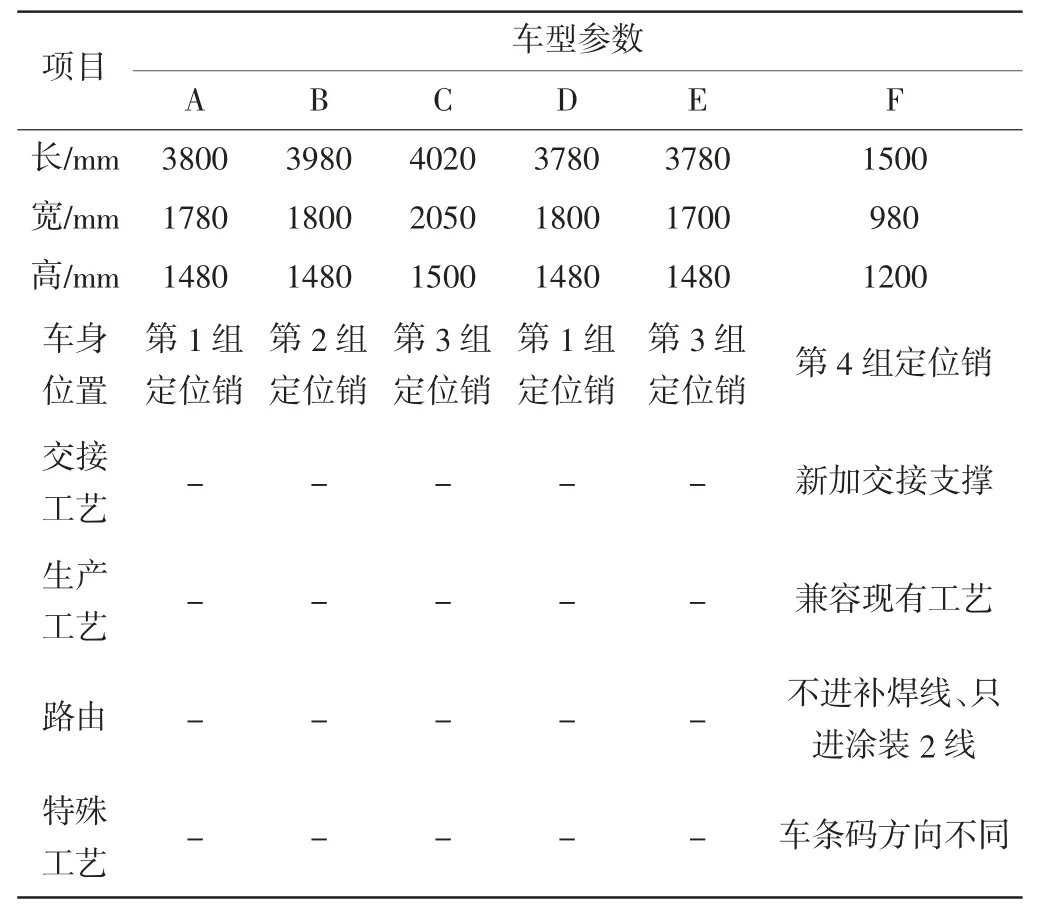
表1 新車型與現有車型的尺寸差異及工藝要求
由此看出,F 車型在外形尺寸上與現有車型相差較大,在載體上的位置需要新增定位支撐,在交接時上下件位需要新加車身裙邊支撐裝置和獨立舉升裝置,路由選擇上需考慮不能進入的區域,而且車身條碼方向不同于現有車型。
2.2 交接點的通過性及改造
在焊裝、涂裝、總裝輸送線的各交接點需要根據A 車型的信息,選擇正確的停位,啟動合適的交接支撐,因此首先需要有車型信息。在焊裝車間,F 車型獨立使用一條主線,因此不存在車型識別的需要。在涂裝車間,車型的識別采用兩種方式,地面輸送線所在的交接點采用自動掃描裝置掃描條碼的方式識別車型;空中輸送線采用RFID 讀取載體信息的方式獲得車型。在總裝車間,地面輸送線交接點采用自動掃描裝置掃描條碼的方式;空中輸送線采用視覺識別的方式獲得車型。地面輸送線車型識別系統如圖2 所示,空中輸送線車型識別系統如圖3 所示。
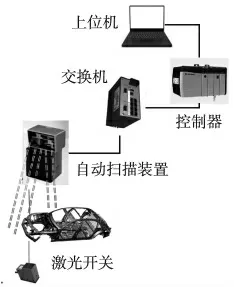
圖2 地面輸送線車型識別系統

圖3 空中輸送線車型識別系統
由于車條碼方向與現有車型不同,所以必須考慮在地面輸送線的交接點區域新增用于新車型的自動掃描裝置。
2.3 分道點的改造
車身區域mis 分道點。此分道點只需要區分出F 車型與其他車型的差異點,從而針對F 車型進行道次邏輯的控制。對比各車型的側面圖,能看到F 車型在側面尺寸上與其他車型區別明顯,可以通過檢測側面車身尺寸的方式,進行車型區分(圖4)。

圖4 各車型側面尺寸對比
2.4 輸送控制系統硬件及軟件改造
由于交接點新增了支撐機構,相應的控制系統的硬件和軟件也需要進行改造。典型的輸送控制系統的硬件框架如圖5 所示。
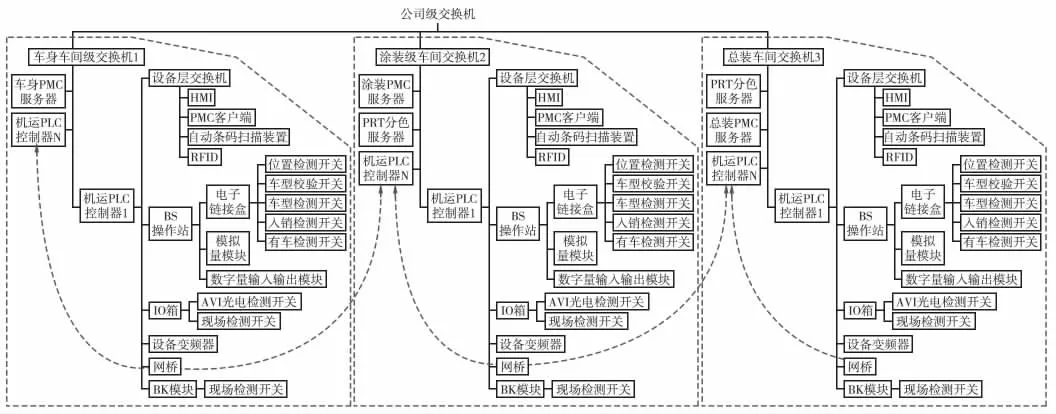
圖5 輸送控制系統硬件框架
由于輸送控制系統已使用近10 年,并經過多次項目改造,因此當新增機械裝置和控制硬件時,需要對控制系統的硬件兼容性進行評估,硬件評估內容包括:PLC 的程序內存、PLC 機架空余模塊、以太網交換機空余接口、BS 站空余操作位、IO 模塊空余輸入輸出點;軟件評估內容包括:程序版本、現有通信模塊支持的通信協議、控制器模塊的CIP 數量、D 網通信的節點數量。新增的機械裝置的設計,需要交接點上下件側的控制系統分別增加4 個操作點、16 個IO 點;上件側新增一套自動條碼掃描裝置,對控制系統的硬件和軟件進行排查后,控制系統硬件改造點見表2。
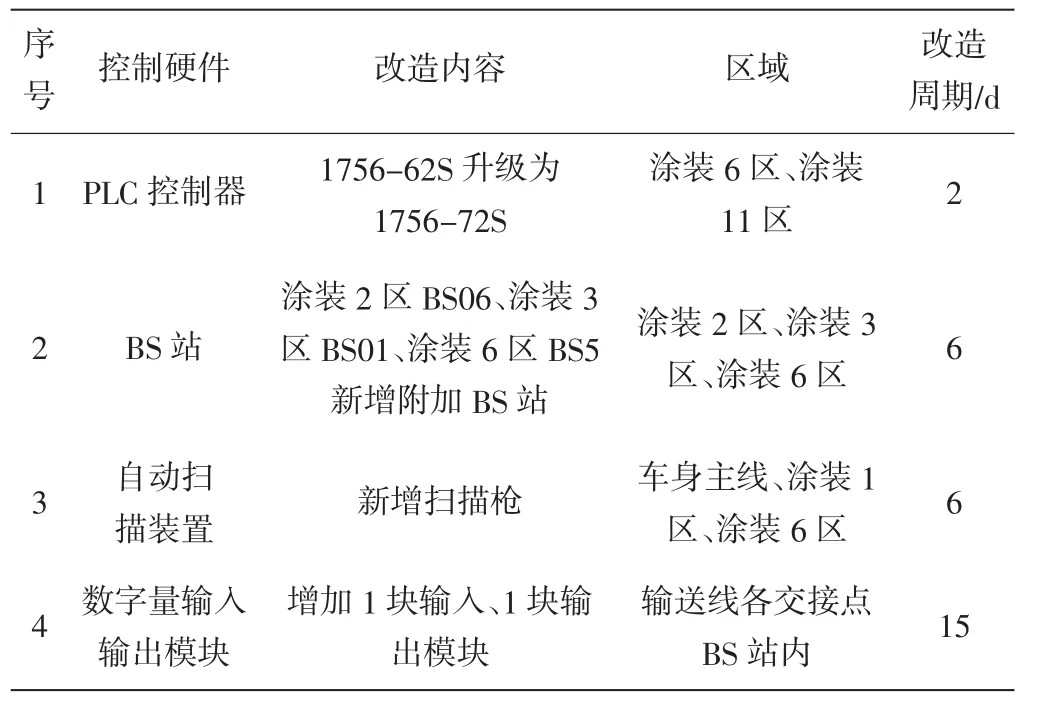
表2 控制系統硬件改造點
3 結束語
通過對比新車型與現有車型的差異點,根據機運線的工藝路線,總結出通過性改造中的3 個重要部分:交接點、分道點和控制系統的軟硬件。通過這種分析方式,能夠比較全面的確定新車型項目對機運控制系統的改造內容,有利于盡快明確改造工作量,控制項目成本,同時做到與現有系統的兼容性。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55