鋼結構焊縫中的非缺陷回波分析
2021-02-01 14:01:58安濤王瑋玨高建奎
科學與信息化 2021年2期
安濤 王瑋玨 高建奎
蘭州蘭石檢測技術有限公司 甘肅 蘭州 730314
鋼結構對接焊縫往往存在一些特殊的結構形式,在對焊縫進行超聲檢測時,由于結構形式的影響而產生的反射波信號特征有時會與未焊透、未熔合缺陷的信號特征相似,而易引起檢測人員的誤判,從而導致不必要的返修。
1 下焊縫余高引起的非缺陷回波
在對一批碳鋼厚度為25mm的板對接焊縫進行超聲波檢時,發現幾乎所有的焊縫根部處有深度為23mm左右的反射回波,按照標準GB/T11345-2013進行探測此類反射回波高度都在DAC50%以上。換用其他角度的探頭檢測仍然存在。
1.1 深度指示會小于板厚的原因
上述問題中的回波是下擴散角內某聲束的反射回波.用主聲束軸線聲束計算,所以得到的深度指示比實際深度變小這就是深度指示會小于板厚而不是大于板厚的主要原因。
1.2 非缺陷回波的識別
焊縫中的上述回波為非缺陷回波。是探頭下擴散角內的某一聲束在焊縫表面的反射波。
(1)無論斜探頭角度多大。焊縫表面的這類回波都有可能存在但是否出現及其反射波幅度高不高主要取決于有效反射面的大小、方向、形狀和粗糙度等。
為獲得優化的實驗結果,考察了功能化微球的使用量、Hemin濃度、修飾在微球上的Hg2+捕獲探針與發夾探針P1通過T-Hg2+-T配位結合的時間和溫度對Hg2+檢測的影響。
(2)無論是薄板還是中厚板,焊縫無論是V型坡口還是X型坡口焊縫均可能存在此回波而且工件厚度和探頭角度越大,此類回波的現象越明顯。
從表2可以看出,5種處理對青薯9號產量影響不顯著,產量排名處理B產量最高,處理A、處理E產量第二,處理C、處理D產量排第三。
調整結構比例,是優化預備役部隊功能結構的核心內容。由于我國預備役部隊的絕大多數,是由現役陸軍部隊精簡而來的,基本形態是“一般力量多、拳頭力量少,作戰力量多、保障力量少,陸軍力量多、其他軍兵種力量少”。并且預備役部隊中現役人員比例僅占4%左右,既難以有效組織開展軍事訓練,也無法成體系操作使用大型武器裝備,甚至連最基本的武器裝備維護保養任務也難以完成。因此,必須下大力調整預備役部隊的結構比例。
在探測如下圖結構形式厚度為48mm,焊縫寬度為30mm,坡口為不對稱X型,手工焊焊縫時發現在65mm深度,許多焊縫都有這一波形顯示,波幅超出判廢線。
2 工件形狀引起的非缺陷回波
(3)凡遇到此類按常規定位方法定位于熔合線附近或母材內的回波,都應慎重對待。需要認真的觀察焊縫外形,更換探頭角度,雙面雙側檢測,精確定位分析,必要時打磨焊縫表面等,以免造成誤判[1]。
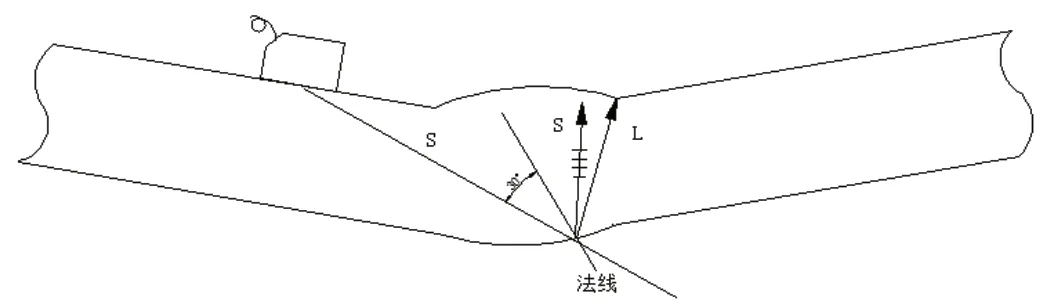
圖1 工件形狀引起的變形波
按照儀器顯示的深度和水平距離判斷反射點的位置在焊縫內部的熔合線附近,按常規的思維判斷此反射回波是坡口未熔合缺陷回波,在焊縫另一側探傷也發現此位置回波,用沾有機油的手指拍打上表面熔合線處此波峰會跳動,因此判斷該波形顯示為變形波。
2.1 為什么會出現這一變形波
假設焊縫形狀有可能產生變形波,且探頭的位置使主聲束入射到探頭對側的焊縫下表面,在一次底波后二次底波前有一波形顯示,可如下判斷是否是變形波:
當焊縫下表面的形狀使αs<αⅢ時,在外焊縫余高上產生的反射波中,因橫波反射率很低,縱波反射率達到最大值,故反射橫波很低,反射縱波達到最高,其中反射縱波射到對接板內部焊縫遠離探頭側焊縫邊緣的焊角處產生回波,由于縱波聲速大于橫波聲速的原因,此回波的深度顯示在一次底波之后,二次底波之前,其具體位置由工件厚度、形狀,探頭K值等方法決定[2]。
2.2 變形波的識別
根據聲波反射折射定律,鋼/空氣界面的第三臨界角αⅢ=33.2°。當αs≥αⅢ時,鋼中只有反射橫波,沒有反射縱波;當αs<αⅢ時,鋼中既有反射橫波也有反射縱波。
(1)通過上述計算公式,先計算出變形波的位置,位置相同或相近,可能是變形波,位置相差較遠,應為缺陷波,
楊鵬的作品,如《皮皮魯總動員》一樣,給中國校園里的“差生”帶去了重新估量自身價值的自信,也給“好學生”開啟了一道不一樣的人生之門。
(2)變形波波幅高,在Ⅱ區以上,有時還會超過Ⅲ區。
(3)變形波是上表面回波,用手沾油或其他耦合劑拍打焊縫上表面有可能反射變形波的部位,看此波的波峰是否跳動,若波峰跳動,可判斷為變形波。
圖中Vcom為共模電壓,Cb為驅動端軸承自身的電容,Cbn為非驅動端軸承自身的電容。從電路圖中可以看出,當電機機座可靠接地之后,一部分的共模電壓加在轉子和地之間,即軸對地電勢不為零。該電壓常常作用在滾動軸承的內外圈或者滑動軸承的軸瓦與軸頸之間,記作Vb。由于存在軸對地電勢,會有一部分容性電流從軸承流過,該軸電流為共模電流的一部分。當電壓Vb超過軸承自身電容的擊穿值(如油膜擊穿),會出現短時的放電電流,稱作EDM電流。該電流也是變頻電機常見軸電流的形式之一。
(4)當用某K值的探頭探測時,懷疑某波是變型形波還是缺陷波,可換另一種K值探頭掃查,若此波在相同的位置還出現,可認為是缺陷波;若此波消失且在計算出的變型縱波出現位置,一般可認為是變形波。
當懷疑某波是變形波時,可將焊縫余高磨平,若此波消失,可判斷是變形波,若仍然存在可判斷是缺陷波。
3 結束語
在超聲波檢測焊縫時要熟悉產品的結構形式,正確運用聲場原理,才不會對非缺陷信號束手無策。一般通過理論計算能夠加以證明甚至預計其出現的位置,再加上實驗論證,不會造成誤判,最終能保證檢測的正確性,從而保證產品的質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13