預焙陽極水平裂紋影響因素及解決措施
2021-01-25 03:14:12關文麗
輕金屬 2021年1期
關鍵詞:裂紋
關文麗
(中鋁股份連城分公司,甘肅 蘭州 730332)
鋁用預焙陽極的裂紋是造成廢品產生的主要原因之一,同時在陽極內部產生裂紋也會影響到炭塊的質量和理化指標,進而影響其在電解槽上的使用效果,容易造成炭塊在電解槽上掉塊和掉渣等,以及影響到電解槽的正常運行。
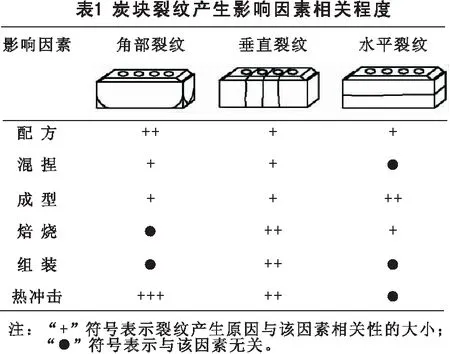
炭塊裂紋主要包含角部裂紋、垂直裂紋和水平裂紋,各種裂紋產生的相關性因素如表1所示[1]。
某炭素廠從2019年8月份開始,生產的預焙陽極兩側大面出現水平裂紋,裂紋長度在300~500 mm之間,呈現一條或多條不規則形狀。據統計,大面裂紋占比平均高達20%~30%。該大面水平裂紋已嚴重影響該炭素廠預焙陽極外觀合格率,造成炭素廠生產成本增加。同時,大面水平裂紋的存在會對電解預焙陽極使用效果產生一定的影響,造成電解掉塊、陽極斷層等一系列問題。
針對上述生產問題,該炭素廠進行了系統性的現場排查及數據分析工作。從原料、配方、工藝參數、成型機參數到焙燒系統開展了一系列整改優化措施,最終找到了解決問題的辦法,實現了大面水平裂紋的有效控制,預焙陽極外觀合格率大幅提升。
1 預焙陽極大面裂紋原因排查
1.1 裂紋形狀及具體位置

圖1 預焙陽極大面水平裂紋具體位置分布圖
預焙陽極外觀裂紋是其結構內部連接斷裂的最后形態,斷裂面的擴展形成外觀裂紋。通過現場檢查,裂紋的位置大部分集中在預焙陽極兩側大面的中部位置(圖1),裂紋長度300~500 mm、寬度1~5 mm之間不等。預焙陽極取樣觀察,發現其內部存在不規則裂紋,確定外部裂紋是從內部擴展形成。
1.2 預焙陽極大面水平裂紋形成機制分析
炭素材料的斷裂裂紋是一種在外因作用下生成的復雜的物理力學現象。宏觀上表現為材料的空隙、微裂紋擴展延伸,最終形成外觀裂紋。當炭塊受應力負荷時,在應力集中區域或空隙和裂紋尖端,局部應力達到或超過理論斷裂強度,于是裂紋擴展,發生斷裂。
引起預焙陽極斷裂的應力原因主要有:黏結劑相變及蒸汽壓;材料受熱膨脹不均勻;冷卻收縮不均勻;體積密度過大溫度過高彈性后效引起的應力;成型機模具脫模摩擦力等。但預焙陽極大面水平裂紋主要為彈性后效產生的應力引起。一般來說,預焙陽極體積密度過大或局部成型體積密度過大都會增大彈性后效應力。
2 預焙陽極大面裂紋原因分析
2.1 生產配方
成型生產工藝配方對預焙陽極大面裂紋的影響主要為混合樣中大顆粒、小顆粒和粉料的占比。大顆粒起到骨架作用,小顆粒作為填充則提高制品的體積密度與抗壓強度。大顆粒占比過多,制品的體積密度與抗壓強度下降,同時制品外觀表現粗糙,造成炭塊均質性下降。小顆粒占比過多,宏觀表現為成型環節黏結劑用量升高,制品致密性提高;在焙燒環節收縮率增加,容易造成體積收縮不均或內應力過大而形成表觀裂紋。因此,適當增加大顆粒占比、降低細顆粒占比,可以緩解預焙陽極大面裂紋的形成與擴展。
表2為混合樣連續取樣篩分結果。與RD理論占比曲線對比發現,混合樣中0.8~0.075 mm粒級占比較理論占比偏高(圖2),而該粒級主要為中焦及細殘物料帶入。因此,通過調整優化生產工藝配方,降低中焦、細殘配比,保證了0.8~0.075 mm粒級占比在理論范圍內。
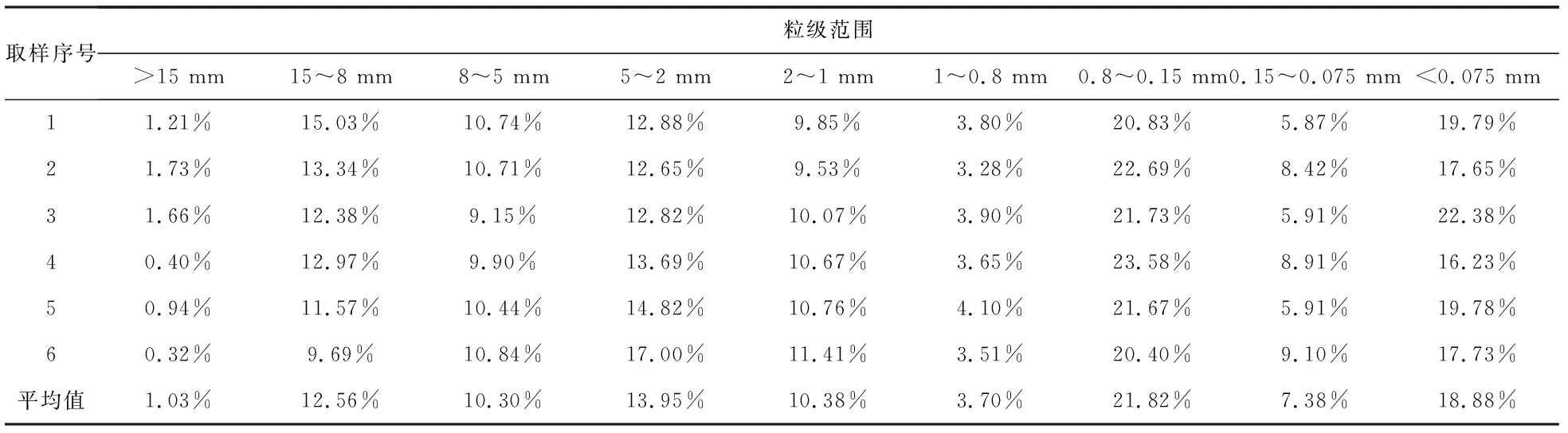
表2 干料混合樣各粒級占比

圖2 干料混合樣理論曲線與實際曲線對比圖
2.2 成型機運行參數
振動成型是將具有一定塑性的糊料壓制成具有一定形狀和物理特性的生坯的過程。在糊料質量均一的情況下,影響預焙陽極質量穩定的因素主要為振動時間和振動速度。因此,優化成型機參數是改善預焙陽極質量的一個重要因素。
通過預焙陽極生塊取樣分段分析陽極不同部位的質量情況(表3)。由表3可知,三組樣棒不同部位的體積密度、抗壓強度均較高,從上至下中部310~360 mm的位置體積密度、抗壓強度達到最大值,該位置與大面裂紋的位置基本吻合。因此,可判斷為預焙陽極體積密度偏高引起彈性后效,最終導致預焙陽極出現大面水平裂紋。降低預焙陽極體積密度的最直接措施是調整成型機運行參數。通過現場試驗,結合成型機抽真空系統運行情況,最終將成型振動速度由原來的1400~1420 rpm調整優化為1200~1280 rpm,振動時間由原來的50~55 s調整優化為35~40 s。參數優化后取樣分析預焙陽極生塊體積密度穩定在1.56~1.58 g/cm3之間。
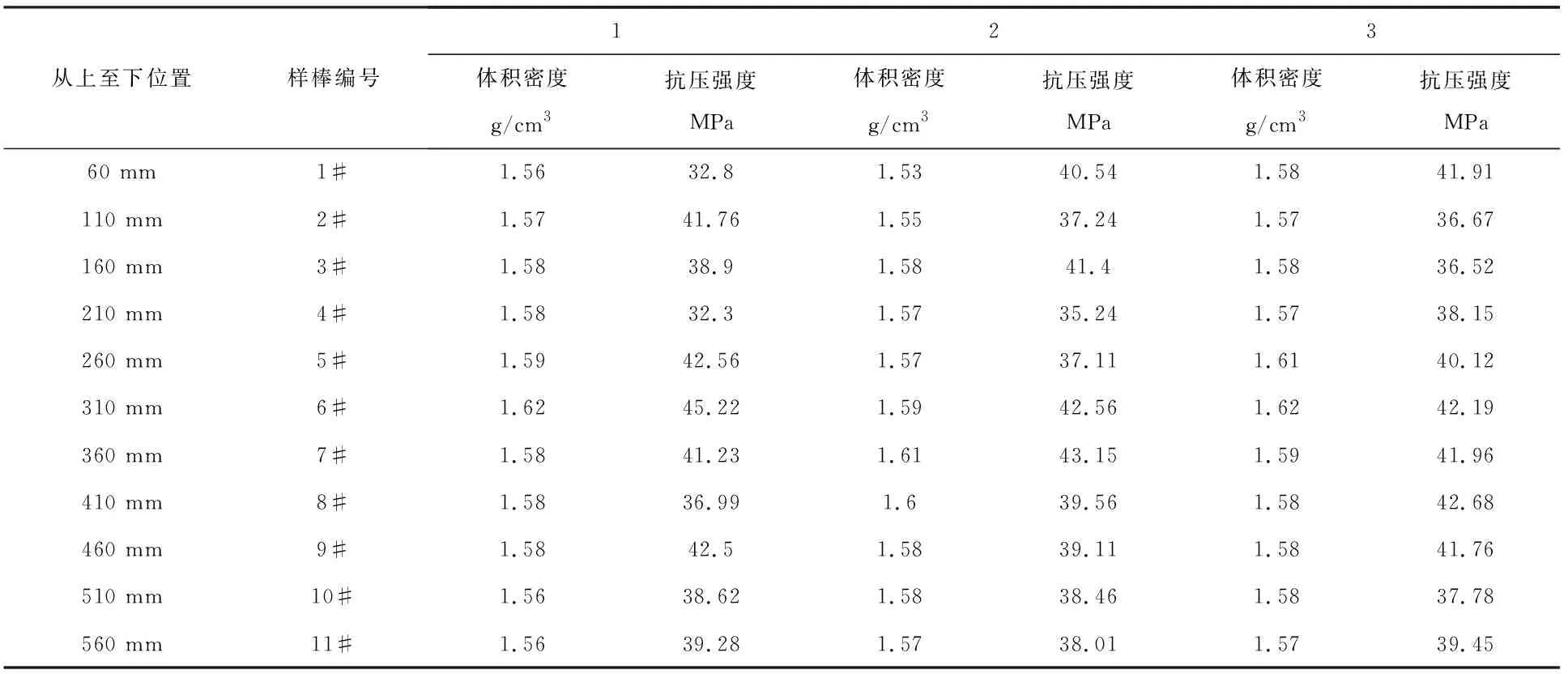
表3 熟塊連續取樣分析數據
2.3 模具內糊料分布情況
糊料在模具內的分布情況直接決定了成型后預焙陽極的均質性。通過對預焙陽極大面水平裂紋的具體位置統計發現,大面裂紋分布在預焙陽極右側的占比高達80%。因此我們對現場成型給料機布料情況進行了排查,發現成型給料機下模具內的糊料分布主要有四種情況(圖3)。圖3中第2種糊料分布情況(布料偏右)為現主要的布料方式,模具內糊料分布右側多于左側,造成振動成型過程中糊料偏析,大顆粒集中在左側,細顆粒集中在右側。該種糊料分布方式直接造成預焙陽極內部應力分布不均勻,促進大面裂紋的形成與擴展。因此,針對該問題,通過調整成型給料機與移動小車的位置距離,保證了給料機下料位置在小車中間部位,有效的解決了模具內糊料布料不均勻的問題。
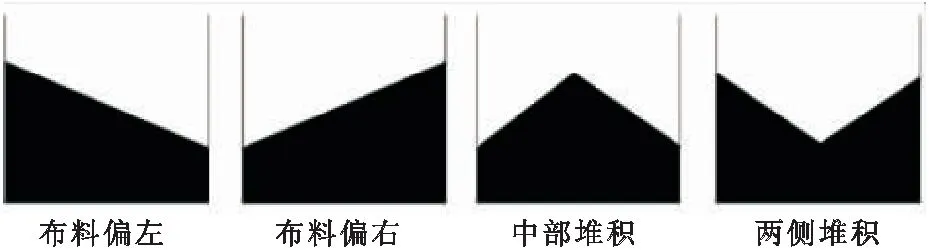
圖3 調整前模具內糊料分布圖
圖4 調整后模具內糊料分布圖
2.4 焙燒填充料質量
焙燒填充料是覆蓋在預焙陽極表面,防止焙燒過程中炭塊氧化、變形的顆粒粒度0~6 mm的煅后焦物料。由于填充料直接與炭塊表面接觸,因此它的質量及粒度對制品的外觀質量與內在理化指標均產生重要影響。研究表明,填充料粒度配比決定了焦料堆積的孔隙率。粉料含量直接影響透氣性,粉料含量過高透氣率下降,在焙燒中溫期易引起制品內壓升高而出現裂紋。
該炭素廠焙燒系統運行10年期間,焙燒填充料未進行過整體更換。因焙燒裝出爐作業的不斷進行,填充料在反復吸入與排出的同時經歷1150 ℃的高溫焙燒,導致填充料的粒度越來越細。我們對焙燒車間生產用填充料進行取樣篩分,篩分結果如表4所示,填充料粒度6~3 mm占比平均僅為5.81%,3~0.5 mm占比平均高達91.90%。而根據相關資料顯示,焙燒用填充料粒度分布要求:6~3 mm占比不得小于80%,3~0.5 mm占比不得大于20%。因此,通過填充料粒度分析,可直接確定現生產使用的填充料粒度偏細,造成預焙陽極大面裂紋的進一步擴展。
針對該問題,生產過程中一方面定期進行填充料新料補充,保證6~3 mm粒級占比;另一方面定期進行細料篩除,并做好天車收塵灰排灰工作,有效降低填充料細料及灰分占比,提高填充料粒度質量。2020年3月進行填充料取樣篩分,6~3 mm平均占比已提高至63.87%,填充料粒度質量大幅提升。

表5 填充料粒度篩分表(優化后)
3 結 語
通過對該炭素廠現場生產實際情況進行分析,查找出造成預焙陽極大面水平裂紋的主要原因,即為生產配方0.8~0.075 mm占比偏高、成型機振動時間與振動速度過高造成體積密度偏高、模具內糊料布料不均勻、焙燒填充料粒度偏細。針對以上四個主要原因,采取的整改措施包括:控制配方中0.8~0.075 mm占比在理論區間范圍內;確定成型機最佳振動時間與振動速度;保證成型給料機往模具內布料分布均勻;提高焙燒填充料中6~3 mm占比。實施后,預焙陽極大面水平裂紋大幅降低,預焙陽極外觀合格率提升20%~25%。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
