Zr-4鑄錠補(bǔ)縮工藝的研究
2021-01-25 15:06:50
世界有色金屬 2020年20期
關(guān)鍵詞:深度
(西部新鋯核材料科技有限公司,西安 710299)
1 引言
鋯合金主要應(yīng)用于核燃料的包殼材料、壓力管、活性區(qū)支撐部件和核燃料芯體等。鋯合金具有較低的熱中子吸收截面以及熱中子反應(yīng)堆中子經(jīng)濟(jì)性的優(yōu)勢(shì),兼具優(yōu)異的抗腐蝕性能、加工性能等特點(diǎn),因此,鋯合金是一種重要的戰(zhàn)略材料[1~2]。此外,鋯合金材料價(jià)格較高,在解決了鋯合金材料國產(chǎn)化制造之后,產(chǎn)品的經(jīng)濟(jì)性也同樣重要,因此,在生產(chǎn)制造中通過優(yōu)化補(bǔ)縮工藝有效降低鋯合金鑄錠冒口深度,改善Fe元素在縮孔處的富集現(xiàn)象,從而提高鑄錠成品率,產(chǎn)生良好的經(jīng)濟(jì)性。
鋯合金鑄錠熔煉是鋯材加工工藝中的重要工序,熔煉過程基本可分為三個(gè)階段,引弧建立熔池期、正常熔煉期和頭部補(bǔ)縮期。當(dāng)鑄錠熔煉進(jìn)入補(bǔ)縮期,如果突然結(jié)束熔煉熄滅電弧,則鑄錠凝固時(shí)發(fā)生整體收縮而產(chǎn)生縮孔,該部位約在熔池深度的三分之一處,而一般正常熔煉的熔池深度大致相當(dāng)于坩堝直徑,此時(shí)鑄錠的切頭量較大。目前,國內(nèi)核級(jí)鋯材工程化應(yīng)用中熔煉的鋯合金鑄錠直徑基本在600mm~900mm,因此,減小鑄錠頭部縮孔深度能夠減少鑄錠切頭量,提高鑄錠成品率,有明顯的經(jīng)濟(jì)效益。本文通過研究多支鋯合金鑄錠的補(bǔ)縮工藝,分析了電流、冷卻條件、控制方式等參數(shù)對(duì)補(bǔ)縮工藝的影響,同時(shí)探討縮孔位置處Fe元素偏析現(xiàn)象,對(duì)實(shí)際工業(yè)化生產(chǎn)具有指導(dǎo)意義。
2 實(shí)驗(yàn)方法
實(shí)驗(yàn)均選用核級(jí)海綿鋯為原料,將海綿鋯和合金元素壓制成電極塊進(jìn)行組焊,使用5噸ALD真空自耗電弧爐經(jīng)過三次熔煉制成Φ720mm的Zr-4鑄錠,按照表1的補(bǔ)縮工藝路線進(jìn)行補(bǔ)縮實(shí)驗(yàn),通過比對(duì)10支鑄錠補(bǔ)縮工藝,分析在合金牌號(hào)一致、錠型一致的情況下,選用不同的補(bǔ)縮參數(shù)對(duì)鑄錠進(jìn)行補(bǔ)縮,并對(duì)熔煉后成品鑄錠進(jìn)行探傷檢測(cè),評(píng)估冒口深度和縮孔大小,研究縮孔處Fe元素的偏析現(xiàn)象,從而制訂了優(yōu)化的補(bǔ)縮工藝。

表1 補(bǔ)縮工藝實(shí)驗(yàn)方案
3 實(shí)驗(yàn)結(jié)果與討論
3.1 影響補(bǔ)縮工藝的控制參數(shù)
對(duì)采用不同補(bǔ)縮工藝的鑄錠進(jìn)行超聲探傷檢測(cè),評(píng)估確定縮孔大小、測(cè)量冒口深度并統(tǒng)計(jì)實(shí)際鋸切長度、計(jì)算成品率,統(tǒng)計(jì)結(jié)果見表2。采用不同補(bǔ)縮工藝的10支鑄錠冒口深度在30mm~100mm,鋸切長度45mm~150mm,成品率均能到達(dá)80%以上,但成品率極差達(dá)到8.8%,由此可見補(bǔ)縮工藝直接影響鑄錠成品率。補(bǔ)縮階段需要控制好電流、冷卻條件、補(bǔ)縮方式等工藝參數(shù)。從最終鑄錠頭部縮孔位置及成品率情況來看,在鑄錠熱封頂階段控制電參數(shù)、選取適宜的冷卻條件、采用手動(dòng)控制方式,可以減少鑄錠頭部的縮孔和偏析,減少鑄錠的切頭量,提高鑄錠的成品率。后續(xù)將就具體影響補(bǔ)縮效果的控制參數(shù)進(jìn)行討論。圖1是不同鑄錠冒口情況及成品率統(tǒng)計(jì)圖。

表2 Zr-4鑄錠統(tǒng)計(jì)結(jié)果
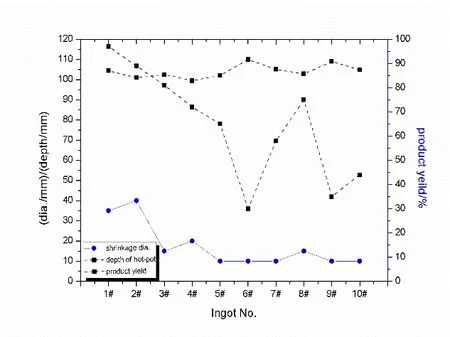
圖1 不同鑄錠成品率統(tǒng)計(jì)圖
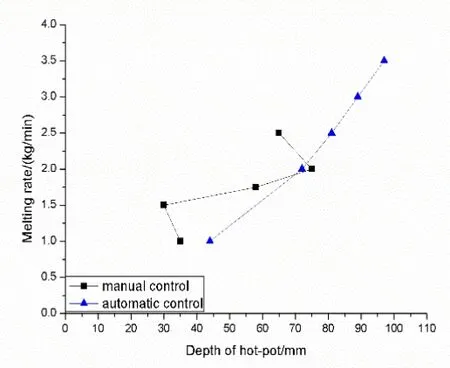
圖2 補(bǔ)縮熔速與冒口深度之間的關(guān)系
3.1.1 電流的影響
電流是補(bǔ)縮階段最敏感的控制參數(shù)。熔煉電流直接反映在鑄錠熔速上,穩(wěn)弧電流直接反映在熔池狀態(tài)上。3噸級(jí)以上鑄錠通常補(bǔ)縮預(yù)留電極重量200kg~300kg,補(bǔ)縮時(shí)通過控制電流大小以影響熔池凝固狀態(tài),避免氣孔等有害缺陷形成;另外,在實(shí)際工業(yè)生產(chǎn)中,在保證補(bǔ)縮質(zhì)量的條件下,應(yīng)當(dāng)盡量提高熔速以利于作業(yè)效率,提高產(chǎn)品經(jīng)濟(jì)性。對(duì)比10支鑄錠可以看出,電流控制在8KA~25KA時(shí),冒口深度高達(dá)70mm~100mm;電流控制在3KA~15KA時(shí),可將冒口深度控制在30mm~60mm。由此可以看出,在鑄錠頭部補(bǔ)縮階段,采取較小的電流可以有效降低鑄錠的切頭量,提高鑄錠成品率。
綜合分析,第一,鑄錠在頭部補(bǔ)縮階段熔煉電流、熔速遠(yuǎn)小于正常熔煉階段,通過逐步降低電流、降低熔速,使熔池平穩(wěn)過渡到較淺狀態(tài),即采用“多級(jí)降電流補(bǔ)縮、低電流保溫”的方式,使鑄錠內(nèi)部的氣體能在穩(wěn)弧磁場(chǎng)的攪拌作用下,集中于鑄錠的端部,盡可能使縮孔處于較淺位置,減少鑄錠切頭量。第二,避免較大電流時(shí)結(jié)束熔煉或者突然熄滅電弧,此時(shí)熔池深度一般大于熔煉坩堝直徑,而縮孔位置也會(huì)集中在熔池深度的二分之一處,導(dǎo)致集中縮孔部位較深,鑄錠的切頭量大。第三,在電壓一定時(shí),電流過低會(huì)致使熔池深度淺、溫度低,雖然有利于補(bǔ)縮效果,但電流密度過低會(huì)導(dǎo)致電弧不穩(wěn)定,造成安全生產(chǎn)隱患。
3.1.2 補(bǔ)縮方式的影響
鑄錠頭部補(bǔ)縮通常采用手動(dòng)補(bǔ)縮或自動(dòng)補(bǔ)縮方式,手動(dòng)補(bǔ)縮可以根據(jù)熔池狀態(tài)靈活調(diào)整,自動(dòng)補(bǔ)縮是按照設(shè)定程序進(jìn)行。在補(bǔ)縮方式的選擇上應(yīng)充分利用電弧爐系統(tǒng)設(shè)置的自動(dòng)控制方式,但必要時(shí)要結(jié)合熔池的實(shí)際情況和電極剩余量作適當(dāng)調(diào)整,達(dá)到補(bǔ)縮終了時(shí)電極恰好耗盡,避免發(fā)生電極殘余過多或損失輔助電極等不良影響。手動(dòng)補(bǔ)縮和自動(dòng)補(bǔ)縮控制下鑄錠熔速與冒口深度之間的關(guān)系如圖2所示,補(bǔ)縮熔速與冒口深度呈線性關(guān)系,熔速越大冒口深度越大。可以看出采取手動(dòng)補(bǔ)縮方式的鑄錠冒口深度整體較小。
3.1.3 冷卻條件的影響
鋯合金的真空自耗熔煉是邊熔化邊冷卻結(jié)晶的連續(xù)過程。在補(bǔ)縮階段,補(bǔ)縮電流逐級(jí)下降,較正常熔煉期電流小很多,此時(shí)冷卻水溫及循環(huán)情況的影響就更加明顯。冷卻速度過大,熔滴落入熔池后不能充分精煉,在攪拌磁場(chǎng)的作用下沒有到達(dá)坩堝壁就開始凝固,使海綿鋯中存在的氣體和夾雜不能充分溢出,形成氣孔或夾雜,要盡量避免產(chǎn)生此類有害缺陷。冷卻速度過小,在熔煉過程中熔池溫度高,鑄錠冷卻不及時(shí),存在較大的安全風(fēng)險(xiǎn)。

表3 Zr-4鑄錠鐵元素與目標(biāo)值偏差分析檢測(cè)結(jié)果
3.2 縮孔處Fe元素偏析現(xiàn)象的影響
對(duì)采用不同補(bǔ)縮工藝的鑄錠側(cè)壁、頭部等位置鐵元素進(jìn)行化學(xué)分析,檢測(cè)結(jié)果見表3,各鑄錠不同位置Fe元素含量與目標(biāo)值偏差、成份極差之間的關(guān)系如圖3、圖4所示。整體來看,10支鑄錠Fe元素檢測(cè)結(jié)果均能滿足ASTM B350標(biāo)準(zhǔn)[3]要求,F(xiàn)e元素在鑄錠中的分布情況反映出其向鑄錠的頭部中心區(qū)域富集,其中5#、6#鑄錠Fe元素在鑄錠側(cè)壁和頭部分布較為均勻,但均在鑄錠頭部出現(xiàn)了明顯的富集現(xiàn)象。此外,縮孔的大小和頭部Fe元素分布情況相關(guān)性敏感度低,但通過調(diào)整補(bǔ)縮工藝可以改善鑄錠頭部鐵元素富集情況,從檢測(cè)結(jié)果可以看出鑄錠頭部Fe元素濃度極差最小可以達(dá)到10ppm。
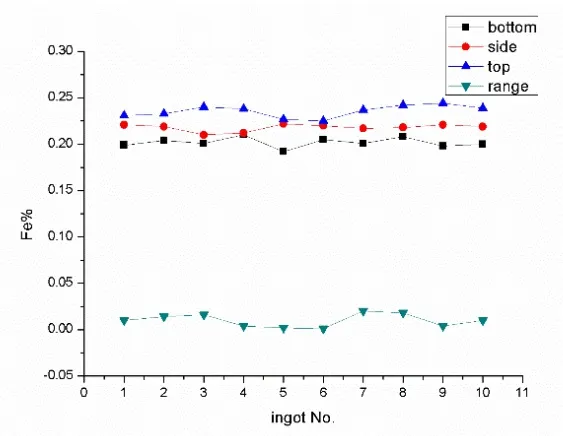
圖3 不同鑄錠Fe元素含量
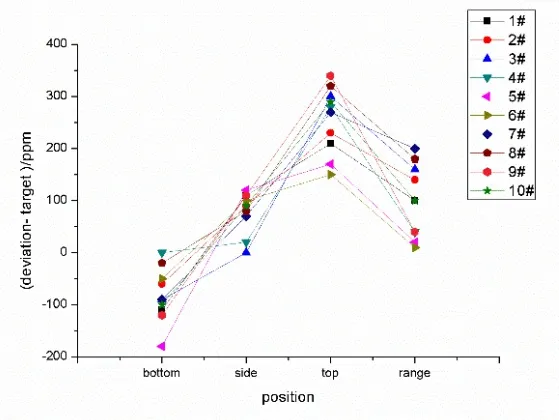
圖4 鑄錠不同位置Fe元素與目標(biāo)值偏差
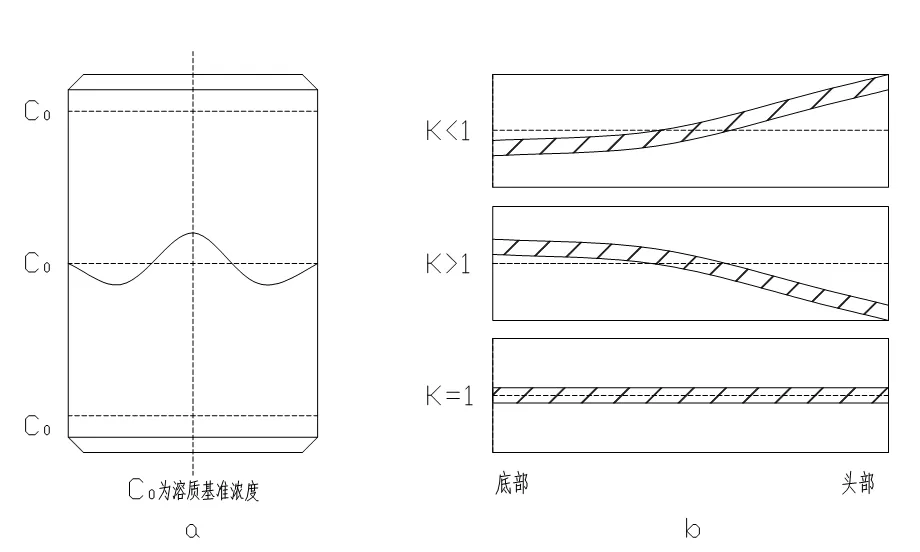
圖5 不同K值的金屬元素在鑄錠中濃度分布圖

圖6 鋯合金鑄錠縮孔實(shí)例
綜合分析,第一,鑄錠在補(bǔ)縮階段因電流、熔速遠(yuǎn)小于正常熔煉階段,此時(shí)熔池較淺、冷卻速度快、熔池底部存續(xù)的時(shí)間短,合金元素在熔池中的擴(kuò)散不充分,因此會(huì)造成鑄錠縮孔部位的元素偏析或富集現(xiàn)象。有研究指出,對(duì)于不同K值的金屬元素在鑄錠中濃度分布不同,對(duì)于分配系數(shù)K<1的元素,一般在鑄錠的上部及中心濃度較高[2],不同K值的金屬元素在鑄錠中濃度分布如圖5所示。不同元素偏析或富集程度會(huì)有差異,Zr-4合金中Fe元素表現(xiàn)比較明顯,且Fe元素的分配系數(shù)K<1,容易在鑄錠頭部中心富集,從表3中可以明確反映出Fe的在向鑄錠的頭部及中心位置富集。第二,由于取樣檢測(cè)結(jié)果具有隨機(jī)抽樣特性,從統(tǒng)計(jì)結(jié)果看縮孔的大小和頭部Fe元素分布情況相關(guān)性敏感度低。第三,根據(jù)實(shí)際的生產(chǎn)經(jīng)驗(yàn),鋯合金元素偏析或富集層厚度一般≥30mm,因此冒口實(shí)際鋸切深度通常大于冒口深度。圖6是實(shí)際鋯合金鑄錠生產(chǎn)中頭部縮孔實(shí)例。
4 結(jié)論
(1)影響補(bǔ)縮工藝的控制參數(shù)涉及補(bǔ)縮電流、穩(wěn)弧電流、冷卻條件以及補(bǔ)縮方式,其中熔煉補(bǔ)縮電流、穩(wěn)弧電流等電參數(shù)影響最為顯著。
(2)采用“多級(jí)降電流補(bǔ)縮,低電流保溫”的補(bǔ)縮工藝有利于減少鑄錠頭部縮孔大小及深度,減少鑄錠切頭量,可以改善鋯合金鑄錠頭部Fe元素偏析情況,提高鑄錠成品率。
(3)通過對(duì)補(bǔ)縮工藝的摸索,在本實(shí)驗(yàn)條件下6#鑄錠采用的補(bǔ)縮工藝效果最好,縮孔位置淺且鑄錠成品率高,頭部Fe元素檢測(cè)滿足ASTM B350標(biāo)準(zhǔn)要求。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57