高性能套管鍛銑工具在威陽89井應用
2021-01-19 09:37:40王平安
西部探礦工程 2021年2期
關鍵詞:效率
黃 兵,苗 娟,王平安,湯 明
(1.川慶鉆探工程有限公司鉆采工程技術研究院,四川德陽618300;2.成都理工大學能源學院,四川成都610059;3.西南石油大學工程學院,四川南充637000;4.西南石油大學·油氣藏地質及開發工程國家重點實驗室,四川成都610500)
1 概述
受國際石油形勢的影響,國際油價低迷,國內油氣行業的降本增效再次提上了日程[1]。老井挖潛是實現降本的主要途徑之一,具不完全統計,全球每年約10%的老井需要通過特殊工藝手段,在原井筒的基礎上進行鍛銑開窗側鉆,以節約地面和上部井段費用,實現老井挖潛[2]。除此之外,在低油價形式下,許多低產油氣井也需要進行棄井作業,在棄井作業中最主要的工作就是套管鍛銑[3]。預估到2025年,老井棄井作業年成本將高達數十億美金。套管鍛銑分為兩個過程:鍛銑工具刀片通過套管內壁吃入套管,通過鉆具的旋轉來實現套管切割;鍛銑工具刀片完全坐在套管上,進行旋轉鍛銑[4]。傳統工具切割套管和鍛銑速度均較慢,完全切割斷套管通常需要1h以上,套管鍛銑速度通常為0.1~0.3m/h,段銑30m套管需要10d以上,甚至1個月,時間長,作業費用高,嚴重影響老井側鉆和棄井效率[5]。同時套管尺寸越小,套管鋼級越高,套管切割和鍛銑難度更大。
177.8mm以下尺寸套管的鍛銑工具主要掌握在國際大公司手上,如:威德福和斯倫貝謝等。現階段,國內在鍛銑工具本體材質、切削齒材質及加工工藝上還不成熟[6]。由于缺少理論和室內評價,套管切割和鍛銑參數完全靠經驗。為填補國內在小尺寸套管鍛銑工具方面的缺陷,研發了高性能177.8mm套管鍛銑工具,并進行了現場應用。
2 177.8mm套管高性能鍛銑工具
傳統套管鍛銑工具刀片張開后,與套管內壁接觸通常為面接觸(圖1左),這是導致套管切割效率低的主要原因。為提高套管切割的效率,將鍛銑工具刀片尖端進行銳化處理(圖1中和右),使在套管切割刀片尖端與套管內壁為點接觸,更有利于刀片吃入套管,提高套管切割效率。

圖1 鍛銑工具刀片實物圖
為提高套管鍛銑速度和鍛銑進尺,每個刀片采用非均勻布齒,同時引入內凹圓柱形切削齒(圖1中和右),防止形成細長鐵絲,更有利于斷屑和攜屑,從而實現提高套管鍛銑速度和進尺。
圖2給出了新研發的高性能177.8mm套管鍛銑工具結構示意圖,該工具主要由上接頭、本體和下接頭組成。工具本體外徑140mm,刀片張開后最大外徑210mm,工具總長度1.4m。為保證本體具有足夠的抗扭強度,工具采用三長刀片和三短刀片,刀片之間互成60°夾角。刀板采用高強度的42CrMo,切削齒采用碳化鎢,保證刀板和切削齒都具有足夠的強度,避免在套管切割和鍛銑時刀板變形和切削齒快速磨損,提高套管切割速度、鍛銑進尺和鍛銑速度。
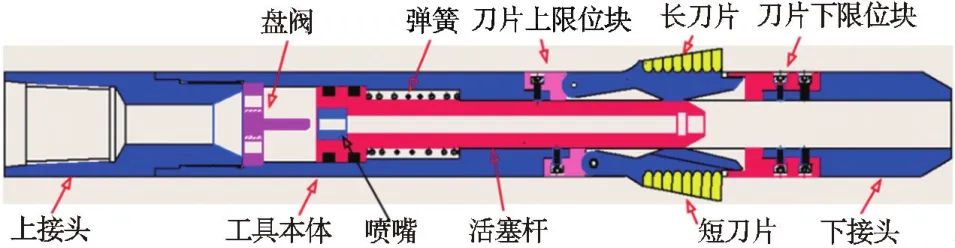
圖2 177.8mm套管段銑工具結構示意圖
3 威陽89井177.8mm套管鍛銑應用
3.1 威陽89井基本情況
威陽89井位于自貢市榮縣雙古鎮水井灣,1988年6月24日開鉆,1988年7月26日完鉆,完鉆層位茅二c,井深1684m,1988年7月28日先期裸眼完井。本井無人值守井,井口裝置為KQ65-35,僅有1、2、3號閥,銹蝕嚴重,表層套管長期連續漏氣,方井內積液且見連續氣泡,本井天然氣中不含硫化氫。為了對威陽89井實施棄井,需對177.8mm套管進行鍛銑作業,以便于順利打水泥塞進行封井。
3.2 177.8mm套管鍛銑施工情況
威陽89井套管鍛銑一共進行了三趟鉆,其中一趟為套管切割+鍛銑,另外兩趟為純鍛銑。
(1)第一趟鉆(切割+鍛銑)。鉆具組合:?140mm鍛銑工具+?120mm鉆鋌10根+?88.9mm鉆桿+方保接頭+下旋塞,鉆井參數:鉆壓1~2t、排量800~1600L/min、轉速100r/min、泵壓5~8MPa,坂土漿基鉆井液,密度1.03g/cm3。5月 15日 12:30開泵定點切割,泵壓12MPa,排量 600L/min,轉速 60r/min,12:40 泵壓從12MPa下降到5MPa,判斷套管被割斷。旋轉工具15min以上,修整切割斷面。為驗證套管被切割斷,停轉盤慢慢下放,遇阻10~20kN,同時觀察到振動篩返出的鐵屑形狀,確定套管已割斷。
(2)第二趟和第三趟鉆(鍛銑)。鉆具組合:?140mm鍛銑工具+?120mm鉆鋌10根+?88.9mm鉆桿+方保接頭+下旋塞,鉆井參數:復合鉆進:鉆壓1~3t、排量1100~1600L/min、轉速 60~70r/min、泵壓 3~7MPa,鉆井液密度1.03g/cm3。
圖3和圖4分別給出了第一趟鉆—第三趟鉆的入井鍛銑工具和鐵削返出情況,由圖可知:鐵削返出正常,最長鐵削一般在4~5cm之間。圖5給出了第一—第三趟鉆出井后的鍛銑工具刀片磨損情況,由圖可知:第一趟和第二趟中,刀片基本上全部磨損,第三趟鉆刀片輕微磨損,三趟鉆中刀片均無明顯變形。

圖3 第一趟—第三趟鉆入井前鍛銑工具實物圖
表1給出了威陽89井177.8mm套管切割和鍛銑結果,由表可知:套管切割時間10min,與常規工具相比,套管切割效率提高400%以上[7]。平均單趟鍛銑進尺10m,單趟鍛銑最大進尺13.3m,平均套管鍛銑速度0.6m/h,單趟最大鍛銑速度0.7m/h。
4 結論
(1)通過刀片尖端切削齒銳化,使刀片與套管為點接觸,提高套管切割效率,套管切割時間控制在10min左右,與常規工具相比,套管切割效率提高400%以上。
(2)采用非均勻布齒+內凹齒,防止形成細長鐵絲,有利于鐵削返排。
(3)威陽89井平均單趟套管鍛銑進尺10m,最大進尺13.3m,平均鍛銑速度0.6m/h,最大速度0.7m/h,表明該工具能夠實現177.8mm套管的快速切割和高效鍛銑。

圖4 第一趟—第三趟鉆返出鉆鐵削情況

圖5 第一趟—第三趟鍛銑工具出井后刀片磨損情況

表1 威陽89井177.8mm套管切割和鍛銑結果
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
