中法高速鐵路鋼軌技術對比
2021-01-19 14:28:46張銀花劉豐收李闖楊光周韶博
中國鐵路 2020年11期
張銀花,劉豐收,李闖,楊光,周韶博
(中國鐵道科學研究院集團有限公司 金屬及化學研究所,北京100081)
1 研究背景
高速鐵路因其快捷便利,被世界各國追捧。從20世紀60年代開始,法國、日本、德國等國家加快了高速鐵路建設步伐。1970年,法國開始研究并修建高速鐵路;1981年9月,法國第1條高速鐵路巴黎—里昂(東南線)投入運營;1989—1990年,大西洋線建成;之后北方線、地中海線等新線陸續建成并投入運營。至2017年底,法國高鐵總里程超過2 696 km,一般速度300 km/h,最高速度320 km/h。高速鐵路已為法國帶來了巨大的社會和經濟效益,也成為中長途出行選擇的交通工具[1]。
我國高速鐵路建設始于1998年,秦沈客運專線的開工拉開了我國高速鐵路建設的序幕,2003年秦沈客運專線全線建成通車,我國擁有了第1條客運專線,此后,京津、武廣、京滬等一大批高速鐵路陸續投入運營,我國鐵路開始邁入高速時代。盡管我國高速鐵路起步晚,但發展迅速,截至2019年底,已有高速鐵路3.5萬km,占世界高速鐵路里程的2/3,高速鐵路網四通八達,一般速度250、300 km/h,最高速度350 km/h,在全國范圍內已形成發達的高速鐵路網。
鋼軌是鐵路運輸中的重要部件之一,伴隨著高速鐵路的快速發展,鋼軌技術取得了長足進步,實現了發展與創新。中法兩國在高速鐵路基礎設施的配置及標準、維修養護技術和養護模式、動態與靜態監測和檢測技術等方面有許多成功的經驗,值得相互學習和借鑒。從鋼軌標準、生產制造、焊接鋪設、使用養護、檢測和監測等方面,對比我國與法國高速鐵路鋼軌技術的差異,分析提出我國高速鐵路鋼軌技術的發展方向。
2 中法高速鐵路鋼軌技術
2.1 鋼軌標準
為滿足高速鐵路建設需求,需要制定出既體現先進水平、又符合本國實際,具有可操作性的鋼軌標準。歐洲鋼軌標準EN 13674.1《46 kg/m及以上T型鋼軌》于1994年提出初稿,標準對氫氧氮含量、夾雜物、脫碳層、鋼軌特殊性能指標以及鋼軌外觀質量包括幾何尺寸公差、軌端和軌身平直度、表面缺陷等做出了定量要求,同時對鋼軌生產過程和設備進行了相應規定,是當今世界上最為先進的鋼軌標準之一。該標準2003年正式頒布,在歐洲標準化委員會成員國內實施[2];2007年進行了第1次修訂,之后每隔幾年修訂1次,以適應鐵路發展需要。法國鐵路在歐洲鋼軌標準頒布之前執行法國標準;之后執行歐洲標準。
我國高速鐵路鋼軌標準的制定始于1998年,為修建秦沈客運專線,原鐵道部組織原中國鐵道科學研究院(簡稱鐵科院)首次起草制定,2004、2007年進行修訂。2010年,在時速250 km和350 km鋼軌暫行技術條件的基礎上,參照歐洲鋼軌標準修訂情況,結合國內高速鐵路相關科研成果和客運專線鋼軌生產和使用的經驗,制定TB/T 3276《高速鐵路用鋼軌》標準,并于2011年8月開始實施[3],目前正進行再次修訂。
與歐洲鋼軌標準相比,我國高速鐵路鋼軌標準在內容、技術要求和指標上基本相同,除鋼軌斷面、長度、鋼種、引用標準不同外,個別指標存在差異(見表1),對比而言,我國高速鐵路鋼軌標準中的個別指標要求更加嚴格[4]。

表1 不同鋼軌標準技術要求對比
2.2 鋼軌制造技術
鋼軌制造技術主要包括煉鋼、軋鋼和精整技術。從70年代開始,隨著世界制造業的技術進步,煉鋼和軋鋼技術水平逐步提升。轉爐煉鋼逐步取代平爐煉鋼,萬能軋制取代孔型軋制,鋼軌鋼純凈度及鋼軌幾何尺寸公差、平直度、外觀質量等大幅提升。鋼軌現代化的生產技術通常可概括為“精煉”“精軋”“精整”“長尺化”和“集中檢測”等5大技術,生產制造工藝流程見表2。
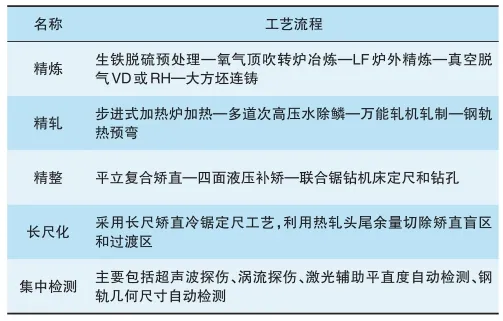
表2 鋼軌現代化生產制造工藝流程
法國鋼軌產品主要由煉鋼和軋鋼2家鋼廠協作完成。原Corus公司旗下的Soltac鋼廠專門生產鋼坯,1978年新建氧氣轉爐,90年代新建鐵水預脫硫和真空脫氣裝備,方坯連鑄始于1994年。法國Hayange軋鋼廠專門進行鋼軌軋制,1996—1998年該廠進行技術改造,發明了萬能軋制技術,可利用萬能軋機軋制80 m定尺長鋼軌,2000年前已實現鋼軌現代化的生產[5-6]。2011年,Hayange軋鋼廠又對軋制設備及熱處理生產線進行技術改造,改造后可生產108 m定尺長熱軋和熱處理鋼軌,供全法鐵路使用。法國鋼軌內部質量和幾何尺寸、平直度等處于國際領先水平。
我國鋼軌生產制造企業在70年代開始針對煉鋼進行技術改造,轉爐煉鋼替代平爐煉鋼,不僅鋼水質量好,且節能、成本低。2003年起,國內鋼廠開始引進國外先進設備,萬能軋制取代孔型軋制,鋼軌幾何尺寸和平直度控制水平等均大幅提升。2004年,攀鋼集團有限公司建成世界一流水平的萬能生產線,是國內第1家、全球第3家采用萬能軋制工藝生產制造100 m定尺長的鋼軌企業,2004年12月生產制造出國內第1支100 m長定尺鋼軌。之后,國內其他鋼軌生產制造企業先后完成現代化的技術改造,均具備現代化生產鋼軌的能力,可滿足我國鐵路快速發展的需要[7-8]。
我國攀鋼集團有限公司與法國鋼軌生產設備和工藝流程基本相同,均采用轉爐煉鋼、7機架萬能軋制、平立復合矯直、在線自動化檢測等技術,國內其他鋼軌生產制造企業采用5機架萬能軋制、VD真空脫氣,工藝流程略有不同。
2.3 鋼軌焊接體系
法國高速鐵路建設始于20世紀70年代,鋼軌焊接體系是將72 m定尺長鋼軌焊接成約360 m長鋼軌,采用鋁熱焊接的方式進行單元軌節和鎖定焊接。我國高速鐵路鋼軌的焊接體系為在焊軌基地采用固定式閃光焊接,將100 m定尺長鋼軌焊接成500 m長鋼軌,采用移動閃光焊的方式進行單元軌節和鎖定焊接,僅道岔區采用鋁熱焊接。我國鋼軌焊接體系在鋼軌定尺長度、焊接鋼軌長度及焊接方法等方面均處于世界先進水平[9]。
2.4 鋼軌使用及維修養護
2.4.1 鋼軌合理選用
高速列車具有軸重輕、速度快等特點,對鋼軌安全性和平順性有較高要求。高安全性要求主要體現在鋼質潔凈、表面無缺陷、優良的韌塑性及焊接性;高平順性要求主要體現在保持優良的輪軌關系,直接影響高速列車運行品質、輪軌部件使用壽命及維護成本。中法兩國在鋼軌選用方面具有各自的技術體系。
(1)鋼軌強度等級。1981年,法國修建巴黎—里昂高速鐵路時,鋪設UIC700鋼軌,強度等級700 MPa級,后來再修建的鐵路直線和曲線均廣泛鋪用UIC 900A鋼軌,強度等級880 MPa級。歐洲規定車速在200 km/h以上時,選用ER7和ER8車輪,標準規定輪輞硬度≥245 HB,實際輪軌硬度比接近1∶1[10]。
我國修建秦沈客運專線時,在300 km/h試驗區段(山海關—遂中北66.8 km)鋪設880 MPa級的UIC900A(相當于U71MnK)鋼軌,在其他區段鋪設U75V鋼軌,強度等級980 MPa級。通過對鋼軌材質強度的選擇及鋼軌化學成分的優化研究,借鑒國外高速鐵路鋼軌的材質強度選用及對我國既有線提速區段鋼軌使用情況的長期跟蹤研究結果,提出我國高速鐵路鋼軌強度的選用原則,即200 km/h以上高速客運鐵路選用880 MPa級的U71Mn鋼軌,200~250 km/h兼顧貨運鐵路選用980 MPa級的U75V鋼軌[11]。我國從2007年開始逐步引進動車組列車,其中車輪材質主要有歐洲標準ER8、ER8C,標準規定輪輞硬度≥245 HB。實際車輪硬度略低于鋼軌硬度[12]。
中法高速鐵路鋼軌化學成分及性能指標見表3。
(2)鋼軌型面。法國高速鐵路采用1∶20軌底坡,鋪設UIC60鋼軌,鋼軌廓形為60E1(見圖1)。法國TGV高速列車主要采用1∶40錐形踏面,輪軌型面匹配關系較為單一,為1種鋼軌廓形與1種車輪型面匹配。
我國高速鐵路軌底坡為1∶40,鋪設CHN60鋼軌,2014年以前采用TB60廓形。針對我國高速鐵路運營初期出現的輪軌型面匹配不良問題,鐵科院通過對輪軌關系理論的深入研究及應用實踐,優化設計出可顯著改善輪軌關系的60N廓形(已納入鐵道行業標準),并研發了60N鋼軌及高速鐵路鋼軌打磨技術。相對于TB60廓形,60N廓形重點優化了軌距角圓弧幾何尺寸,輪軌接觸位置直線區段移向踏面中心,曲線區段形成共形接觸(見圖2)。2014年以后,60N鋼軌在新建高速鐵路中廣泛應用,并取得了良好的應用效果[13-15]。我國高速鐵路輪軌型面匹配關系較為復雜,主要為1種鋼軌廓形與4種技術平臺5種車輪型面匹配[1,13],對鐵路運營維護工作提出更高要求。

圖1 60E1鋼軌廓形

圖2 TB60和60N鋼軌型面對比(虛線為60N)
2.4.2 鋼軌服役現狀及典型傷損
我國高速鐵路軌道分無砟軌道和有砟軌道2種類型,高速純客運鐵路鋪設無砟軌道,客貨混運鐵路鋪設有砟軌道,無砟軌道占比高。自京津城際開通運營至今,高速鐵路最長運營時間已超過10年,鋼軌的使用情況總體良好。隨著運營時間的增加,鋼軌出現了一些傷損。據2016年統計數據,鋼軌母材傷損僅占傷損總量的0.6%,主要傷損形式為焊接接頭傷損及鋼軌擦傷,二者合計約占傷損總量的80%。此外,道岔鋼軌件傷損相對較多,主要包括軌件魚鱗紋、剝離掉塊和鋼軌肥邊。其他傷損形式還有隱傷、波磨、小半徑曲線側磨等[16]。我國鋼軌典型傷損見圖3。
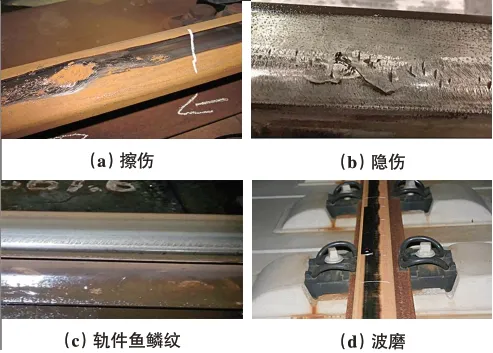
圖3 我國鋼軌典型傷損
法國高速鐵路最高運營速度超過300 km/h,但軌道以有砟軌道為主。鋼軌主要傷損類型有疲勞傷損(魚鱗紋)、道砟飛濺造成的傷損、隱傷、波磨、焊接接頭傷損等。疲勞傷損(魚鱗紋)主要發生在道岔區,表面缺陷主要發生在直線,直線和曲線上均出現鋼軌波磨。對比可知,除了由道砟飛濺造成的軌頂面傷損外,法國鋼軌傷損類型與我國差異較小。法國鋼軌典型傷損見圖4。
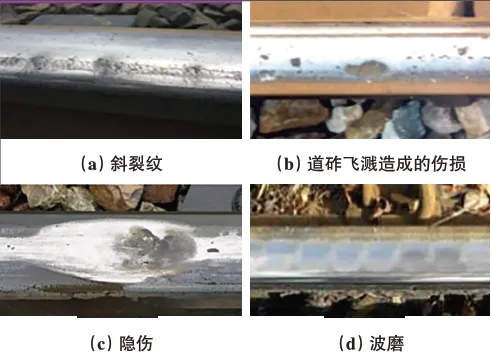
圖4 法國鋼軌典型傷損
2.4.3 鋼軌檢查與修理
法國國家鐵路公司(SNCF)檢測列車每2周對軌道進行1次檢測,另有6輛檢測車可加掛在運營列車上,每6周進行1次探傷作業。利用高速拍照和高速攝像等技術檢查軌面缺陷,重視對檢測數據的記錄、分析和處理,自動化、信息化程度較高,已積累大量的檢測數據,用來指導科學維護。
法國高速鐵路在新線開通運營前或鋼軌更換后進行鋼軌預打磨,主要為了消除軌頭表面約0.3 mm深的脫碳層;消除運輸、鋪設作業產生的軌面0.3 mm深度以下碰傷;消除鋼軌制造過程中產生的周期不平順;恢復軌頭斷面設計形狀。目前在法國國家鐵路網上的預防性打磨實行分級打磨策略。SNCF利用數理統計方法研究普速鐵路最佳預防性打磨周期,通過分析現場鋼軌使用臺賬數據,結合鋼軌各項維護成本,建立了總維護成本與預防性打磨深度和周期三者間的函數關系,通過計算得出總維護成本最小的打磨周期約為2~4年,打磨深度約為0.3 mm[17]。而對于高速鐵路,預防性打磨周期為1年,每次打磨約0.1 mm,主要目的是消除道砟飛濺引起的鋼軌表面傷損及預防鋼軌接觸疲勞傷損,同時降低噪聲[18]。修理性打磨主要為及時修理表面缺陷,修磨深度最大可達3 mm。
我國高速鐵路采用綜合檢測列車、車載式線路檢查儀等檢測設備對線路進行周期性檢查,綜合檢測列車每10~15 d檢查1遍。鋼軌檢查采用以探傷車為主、探傷儀為輔的方式,對正線鋼軌進行周期性探傷,每年檢查不少于7遍;使用鋼軌探傷儀對正線鋼軌每年檢查1遍,對正線道岔及調節器的鋼軌每月檢查1遍。個別檢查項目例如鋼軌廓形、光帶等仍依賴人工檢測,自動化程度相對較低。
我國于20世紀80年代開始引進鋼軌打磨車和打磨技術,雖然起步晚,但發展快。目前,打磨列車已經國產化,打磨技術也實現了創新。我國高速鐵路對鋼軌實施預打磨、預防性打磨及修理性打磨。預打磨和修理性打磨技術與法國基本相同。預防性打磨周期較法國長,一般2~4年,通過總質量超過60 Mt,打磨深度通常小于0.3 mm。隨著鋼軌維護技術經驗的積累,鋼軌打磨周期將延長[19-21]。
2.4.4 鋼軌和焊接接頭傷損修復
法國鋼軌傷損修復主要采用打磨、插入短軌和焊補的方式進行。其中,焊補修復是采用電弧焊接方式,在鋼軌表面堆焊一層金屬,適用于深度在2~15 mm,長度不超過500 mm的傷損,這一技術在SNCF廣泛使用[22];另一種焊補方式是將鋼軌傷損部位去除,采用鋁熱焊方法修復(見圖5)。對于焊接接頭傷損,多采用原位焊技術,即切除傷損焊接接頭,采用鋁熱焊接,在傷損接頭處實施原位焊接修復,修復后,焊接接頭寬度55 mm或68 mm,原位焊修復技術已在線路上成熟應用。
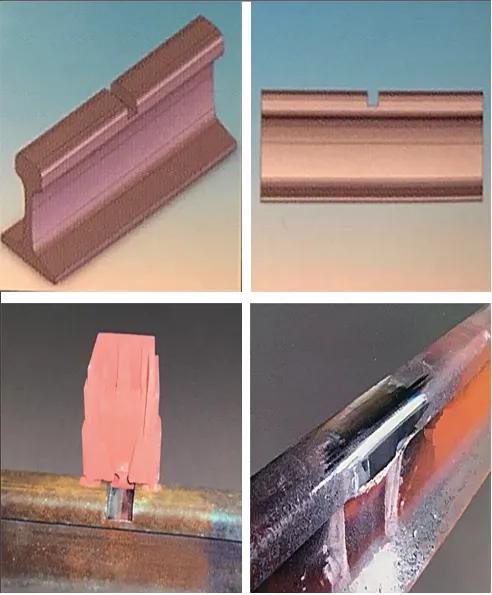
圖5 法國鐵路鋼軌傷損修復示意圖
我國鐵路鋼軌和焊接接頭傷損修復主要采用打磨、插入短軌和更換的方式進行。其中,高速鐵路插入短軌的長度不小于20 m,兩端主要采用鋁熱焊接的方式焊連,正在實踐插入短軌的始端采用閃光焊、尾端采用鋁熱焊技術。高速鐵路正線禁止鋼軌焊補。對于傷損焊接接頭,中國鐵道科學研究院集團有限公司正在研究原位焊接修復技術,目前已通過技術評審,將在高速鐵路推廣應用。相比較而言,我國鋼軌和焊接接頭傷損修復技術安全,但稍顯落后,且不經濟。
2.4.5 鋼軌大修周期
大修換軌周期主要由鋼軌磨耗、重傷率以及成本因素等確定。目前世界各國鐵路鋼軌的大修周期主要由4種方式確定:(1)由通過總質量確定;(2)根據每公里鋼軌重傷的根數確定;(3)根據鋼軌的狀態,即鋼軌傷損、磨耗、每公里傷損數量,并結合通過總質量來確定;(4)僅根據鋼軌磨耗量確定。
國際鐵路聯盟UIC對鋼軌部件的全生命周期提出推薦性意見。高速線路上,鋼軌的生命周期由鋼軌傷損數量和頻率及相關的維修成本確定,對于900 MPa強度等級鋼軌,大修周期600~700 Mt。不同速度的客貨共線、風沙侵蝕等會降低鋼軌的生命周期[23]。日本按照通過總質量確定大修周期,規定直線鋼軌500~600 Mt通過總質量更換鋼軌。法國第一條高鐵線路巴黎—里昂,根據統計分布可計算出使用壽命30年。2015年,該線路因磨耗到限,開始更換鋼軌,鋼軌實際壽命達34年。
我國鐵路鋼軌使用情況表明,直線及大半徑曲線鋼軌磨耗量較小,其使用壽命主要受鋼軌的重傷率影響。我國鋼軌的大修周期由通過總質量和重傷率共同決定。根據鋼軌使用壽命的大量統計數據,結合仿真計算及對安全性和經濟性的評估,研究確定了我國普速鐵路無縫線路60 kg/m鋼軌大修周期為1 000 Mt,每公里傷損量2~4處[24]。高速鐵路鋼軌尚無明確的大修周期規定,目前已開展了初步研究。從鋼軌材質、載荷條件、通過總質量及服役環境等因素分析的基礎上,高速鐵路鋼軌的大修周期還應重點考慮軌道的薄弱環節,如鋁熱焊頭、膠結絕緣接頭、銹蝕、重傷等因素加以制定[25]。
3 結束語
法國高速鐵路技術走在世界前列,在鋼軌標準、生產制造、使用維護等方面積累了許多成熟的經驗。我國高速鐵路鋼軌標準已和歐洲國家接軌,鋼軌制造裝備和工藝、實物質量水平等已達世界先進水平。但在基礎研究、運營維護等方面仍與法國等高速鐵路發達國家存在差距,可借鑒法國高速鐵路鋼軌技術成熟的經驗,結合我國實際情況,繼續開展輪軌關系深化研究,繼續提高檢測和監測技術水平,應用大數據指導養護維修和經濟運營策略的制定,實現狀態修和經濟修。在前期鋼軌技術的研究和應用基礎上,走出適合我國國情的創新發展之路。
